
干熄炉耐火内衬快速大修技术
2020-05-14 12:03任社安
工业炉 2020年2期
任社安
(五冶集团上海有限公司,上海201900)
近十年来,国内冶金行业干熄焦技术迅猛发展,是国家鼓励发展的绿色经济和循环经济新技术项目。但干熄炉在运行过程中受各种因素的影响,导致炉内耐火材料易破损,对生产质量和产量产生很大影响,需定期对干熄炉耐火内衬进行拆除,重新砌筑。由于施工工期长,导致干熄炉停运时间长,企业经济损失大。耐火内衬快速大修将大大提高企业生产经济效益,越来越受到干熄炉生产企业的高度重视。
1 利用先进的电子信息技术,在线监测干熄炉耐火内衬破损情况
采用高温摄像设备,在线监测干熄炉耐火内衬破损情况,耐火内衬破损诊断方便、安全、可靠,不影响正常生产,可在停炉前确定破损情况和制定修补方案,提前制定耐火材料采购计划,大大缩短停炉检修时间。
在干熄炉不停炉的情况下,采用新型高温检测设备进行在线检测。检测炉内耐火内衬的损坏状况并把检测图像传输到炉外存储设备,清晰成像,确定检修部位。
新型高温检测设备具有耐高温特点(800℃),配置两组摄像头,设备冷却、散热采用压缩空气,隔热采用陶瓷纤维毯和不锈钢钢丝网结构,能伸入干熄焦炉内10 m,在高温条件下进行在线检测。
干熄炉在线检测设备如图1所示。

图1 检测设备示意图
首先将高温摄像设备、显示器安装在干熄炉中栓孔层平台,连接好高温摄像头和耐高温的数据线保护管,调试好高温摄像和显示器、存储设备的接口、连接好冷却风管。
其次调整干熄炉的生产工艺参数,检测过程中停止装焦,根据检测部位不同,调整炉内焦炭的料位高度,调整好预存室的气体压力。
最后将高温摄像头从中栓孔伸入炉内检测,按顺时针方向依次伸入全部中栓孔检测,根据需要检测干熄炉冷却部、斜风道支撑砖、环形风道、斜风道调节砖等部位耐火内衬的工况。
2 采用下料溜槽,快速拆除耐火内衬
利用流体输送原理安装下料溜槽,输送固体废料。废物排除安全、快速、减少扬尘,改善操作环境。采用内径500 mm、壁厚5 mm的钢管制作溜槽,每段溜槽长度为2 000 mm,管段间采用相应直径的法兰盘进行焊接,法兰盘采用10 mm的钢板进行制作,法兰盘上开直径20 mm的螺栓孔。
在正式拆除之前,先从干熄炉出口开始溜槽安装,将每两节溜槽的法兰盘对接,采用直径18 mm的螺栓螺母将其连接并紧固,一直安装至干熄炉顶部的拆除作业点。
随着耐火砖拆除,溜槽的上端同步进行拆卸,以保证其高度随着作业点的下降而下降;下料溜槽与脚手架之间要采用钢管和卡扣固结,并辅以钢筋点焊,使其稳固。溜槽要能从风帽处通过,从上至下能从拆除点到干熄炉出口地面形成一个贯通的下料通道,废料进入下料溜槽后,直接倾泻至废料堆积平台或地面,从而实现了废料从拆除点一步到位运至废料堆积平台或地面。
3 多段立体施工的技术措施
充分利用干熄炉内部空间和设计结构,利用统筹法,采用多段作业施工的技术措施,充分利用炉内空间,上下交叉作业,同时拆除、砌筑相关部位,加快检修进度。
3.1 总体布局
利用干熄炉环风道、斜风道、冷却部之间采用托砖板把耐火内衬分隔开和留设膨胀缝的特点,采用在斜风道下部搭设保护平台,拆除预存部耐火砖时,同时拆除冷却部耐火砖;在砌筑施工时,冷却部耐火内衬和斜风道耐火内衬同时砌筑。另外,在冷却部下部搭设承重平台,下锥斗铸石板拆除砌筑与环风道内衬砌筑同时进行,如图2所示。
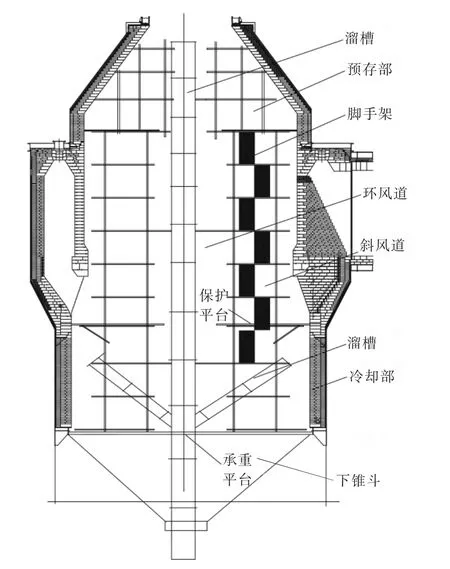
图2 技术措施布置示意图
3.2 冷却部底部承重平台的制作、安装
在下锥部位托砖板处搭设保护平台,保证冷却部以上施工时,进行下锥斗部位施工。采用36#工字钢、24#槽钢及6 mm钢板制作。6 mm钢板满铺在承重平台上,如图3所示。

图3 冷却部底部承重平台示意图
3.3 斜风道底部保护平台安装
从承重平台搭设钢管架到斜风道底下部,在钢管架上铺设3 mm的钢板,这层钢管架的放射钢管全部支撑在斜风道底部的墙面上,以保证整个钢管脚手架的稳定性,如图4所示。

图4 斜风道底部保护平台示意图
4 多段立体施工
4.1 干熄炉耐火内衬多段同时拆除
耐火砖拆除时,自上而下,拆除预存部、环风道、斜风道、冷却部和下锥斗。在拆除预存部耐火砖时,利用斜风道和冷却部之间采用托砖板把干熄焦炉衬耐火材料分隔开和留设膨胀缝的特点,在斜风道和冷却部之间采用保护平台,可同时拆除冷却部耐火砖。
拆除时,用撬棍和风镐将墙体敲松,放入下料溜槽溜下。环风道膨胀缝处下三层砖拆除完毕后,仔细检查拖砖板、筋板的焊缝是否存在裂纹,对有问题的部位及时处理,确保检修安全。斜风道过顶砖拆除前,用螺旋千斤顶、木方将斜风道过顶砖支撑好,防止拆除在该部位支柱砖坍塌。
4.2 冷却部和斜风道同时砌筑
同样,冷却部和斜风道之间搭设保护平台,冷却部和斜风道耐火砖同时砌筑。
冷却部以壳体为导面进行砌筑,严格按设计尺寸控制好与斜风道区耐火砖承载面之间的膨胀缝。
斜风道砌筑时,控制好斜风道支柱半径尺寸和水平度;注意斜风道支撑中心线不能放错,砌筑过顶砖时必须支设撑架;控制好斜风道支撑砖灰缝和灰浆饱满。
4.3 环气道耐火砖和下锥斗玄武岩同时砌筑
冷却部下部搭设有承重平台,利用承重平台的保护,下锥斗铸石板检修与环风道砌筑同时进行。
环形风道的内墙以炉壳内径中心线为砌筑基准,设计图纸半径尺寸进行砌筑,外墙以铁壳为导面砌筑,同时保证环形风道的宽度尺寸,不能保证环形风道宽度时,调整外墙砌筑尺寸。控制好内外墙的间距和水平度;控制好内墙的标高,避免看火孔处的加工砖;膨胀缝留设准确,保证尺寸。
5 结论
采用在线监测技术,检查干熄炉耐火内衬破损情况,提前制定修补方案和耐火材料采购计划。根据干熄炉原有设计托砖钢板把干熄炉衬耐火材料分隔开的特点,利用统筹法原理,采用多段作业施工的技术措施,对干熄炉耐火内衬相关部位进行同时拆除,同时砌筑,缩短施工时间。另外,采用安装下料溜槽,输送固体废料,加快耐火内衬拆除速度。总之,采用多种技术措施,快速进行大修施工,提高了干熄炉的使用率,增加了企业的生产经济效益。
猜你喜欢
水泥技术(2022年5期)2022-09-28
轮胎工业(2021年4期)2021-12-25
水泥技术(2021年4期)2021-08-15
陶瓷学报(2021年2期)2021-07-21
机械设计与制造(2020年11期)2020-11-23
化肥设计(2020年5期)2020-11-09
石油管材与仪器(2020年3期)2020-07-03
门窗(2019年6期)2019-12-28
模具制造(2019年3期)2019-06-06
家电科技(2018年8期)2018-08-28
