制砂系统惯性除尘器回收率的影响因素
2020-05-25 07:48黄文景
筑路机械与施工机械化 2020年3期
黄文景
(福建南方路面机械有限公司,福建 泉州 362000)
0 引 言
20世纪以来,随着中国经济飞速发展和基础建设规模不断扩大,天然砂资源逐渐短缺,各类工程建设行业中使用机制砂代替天然砂已经非常普遍。然而,随着中国环境问题日益突出及混凝土行业对优良机制砂级配的要求越来越高,制砂设备生产过程中的粉尘及机制砂级配不完美等问题也暴露出来。在制砂设备升级换代的过程中,惯性除尘器的加入解决了部分粉尘问题,并改良了机制砂级配。
国内学者早在20世纪80年代就已经开始对惯性除尘器的研究。1988年,赵启荣对熔铜产生的氧化锌烟尘的物理性质和化学成分进行了分析与测定,提出在脉冲袋式除尘器前加用惯性除尘器和冷热交换器,消除了车间烟雾迷漫的状况,保护了环境、职工健康及产品质量,回收了大量的氧化锌粉尘[1]。2002年,楚建华等在原有惯性除尘器的基础上改造出SEU型惯性除尘器,应用在输煤皮带粉尘治理上,取得了良好的效果。它成功地解决了输煤系统粉尘量大、含尘浓度高、含有杂物、易黏附等除尘难题[2]。2013年,刘强等为解决粮食加工生产过程中清理、输送和研磨撞击等工序容易产生粉尘等问题,利用惯性除尘器除粉尘,研究表明该除尘器适用于粒径大于75m以上的粗粉粒粉尘[3]。2015年,李辉等研究重力除尘器的内部流场情况,以CFD为理论基础,运用FLUENT软件对其内部流场进行数值模拟,最后论证了FLUENT软件对除尘器内部流场模拟的适用性,研究结果对工程应用具有一定的指导意义[4]。2016年,李艳波等进行颗粒物惯性除尘器过滤效率影响研究,结果表明:对于同样的颗粒物,流速越大,惯性过滤器的过滤效果越差[5]。
2017年,国外学者Beloglazov V. P.等进行分隔器设计对惯性真空吸尘器效率的影响的理论分析,在ANSYS CFX壳体中进行数值试验,结果表明设备效率与分配器高度和入口管道长度有很大关系[6]。2018年,Sim Jung-bo等利用惯性除尘器原理,并结合百叶窗集尘器,从空气中去除固体颗粒,该研究提出的集尘器改造形状,可以有效地提高现有百叶窗集尘器的颗粒收集效率[7]。2019年,Woo Sang-hee等结合静电除尘器和惯性除尘器,使二者功能互补,应用于地铁列车底部,去除地铁颗粒物(PM),试验与仿真结果证实了该除尘方法的可行性,验证了仿真方法的预测精度[8]。
综上所述,惯性除尘器应用于熔铜生产、输煤皮带、粮食加工生产等场合均有一定成效,但应用于制砂行业中的相关研究较少。Beloglazov V.P.、Sim Jung-bo等学者的研究同样是对惯性除尘器原理改造出的除尘器效率的分析,国内外学者李辉、李艳波、Woo Sang-hee等利用FLUENT软件及其他仿真方法对不同结构惯性除尘器进行数值模拟,得出惯性除尘器过滤效率的结论,为回收过滤器仿真试验提供了充实的理论依据。因此,利用仿真软件对惯性除尘器不同工况进行仿真试验,既可以对其应用领域进行拓展研究,又能够进一步分析回收过滤器回收率的影响因素。
1 仿真模型的构建
1.1 回收过滤器现场试验模型
如图1所示,根据实际工作环境制造出PD200型回收过滤器现场试验模型,除了内部左右2块可调角度不可见的气流导向板及一块伸长量可调的导流板(位置可见于三维模型),模型上还焊接用于连接配合的方形法兰,底部收集器装着取出细砂的开关门及一些用于支撑的钢管。

图1 回收过滤器试验机
1.2 回收过滤器仿真试验模型
仿真建立的三维模型根据回收过滤器按实际尺寸得出,其中根据仿真实际要求简化了导流板、气流导向板等的调整装置,其伸长量及角度等参数值在绘制模型时直接给定;同时,仿真模型无需考虑其连接配合及位置的固定,可以省去法兰部分与支撑钢管;底部收集器开关门在仿真时可以通过通量平面实现对颗粒的统计,因此仿真模型可以将底部收集器封闭。仿真模型简化、绘制完之后,选用4种工况对导流板、气流导向板进行调整。工况1对应的回收过滤器三维模型如图2所示,工况2对应的回收过滤器三维模型如图3所示,工况3对应的回收过滤器三维模型如图4所示,工况4对应的回收过滤器三维模型如图5所示。
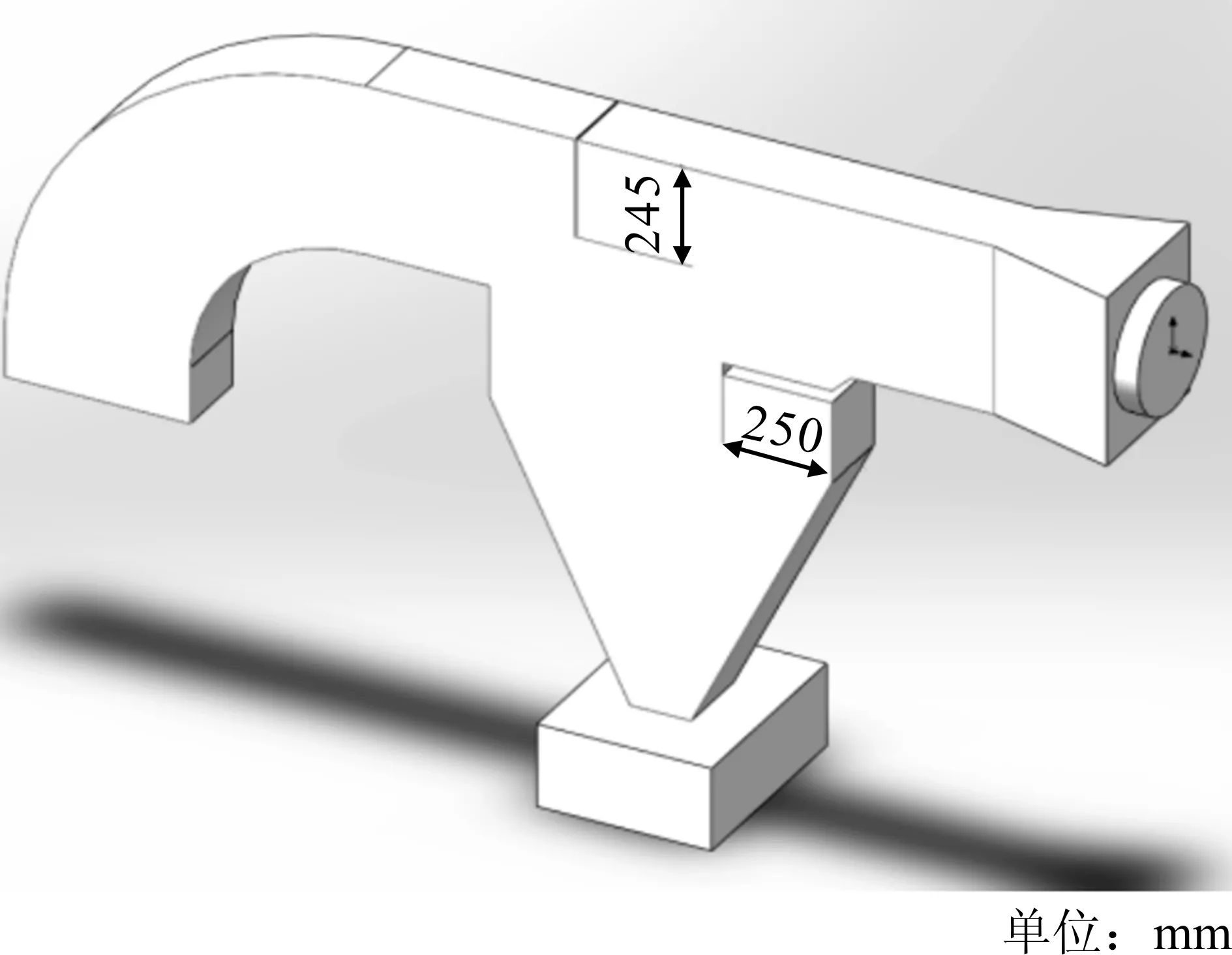
图2 工况1的回收过滤器三维模型

图4 工况3的回收过滤器三维模型

图5 工况4的回收过滤器三维模型
2 流场计算数学模型
如图6所示,回收过滤器由前端袋式除尘器产生11.5 m·s-1的风速,形成虚线、箭头所示的流场,并结合送料导轨及给料装置进行原料进给。

图6 回收过滤器的回收过程
2.1 流场湍流模型
在对回收过滤器进行数值仿真研究时,考虑其流场模型为气粒两相流,流体所处的状态应为湍流。为了模拟回收过滤器内部真实流场,采用雷诺平均 Navier-Stokes方程与湍流模型结合的方法。该模型的具体数学方程式如下。
连续性方程表示为:
(1)
雷诺平均Navier-Stokes方程表示为:
(2)
湍流脉动动能方程(k方程)表示为:
(3)
湍流能量耗散率(ε方程)表示为:
(4)
2.2 流场中颗粒受力分析
2.2.1 重力Fg
颗粒重力是受地球的吸引产生的作用力,表示为:
(5)
式中:mp为颗粒质量(kg);vp为颗粒体积(m3);dp为颗粒的当量直径(m);ρp是颗粒的密度(kg·m-3);g为重力加速度(m·s-2)。
2.2.2 浮力Fb
在流场中,细砂颗粒下表面受到的压力会大于上表面受到的压力,此时颗粒会拥有向上的力,称为浮力,其表达式为:
(6)
式中:mg为颗粒排开空气体积的质量(kg);ρg为空气密度(kg·m-3)。
2.2.3 曳力与阻力Fd
曳力与阻力产生于颗粒与流体发生相对运动时,在此过程中流体与颗粒之间会产生一对大小相等、方向相反的作用力。把流体作用于颗粒上的力称为曳力,而反过来把颗粒作用于流体上的力称为阻力,曳力及阻力主要由于颗粒前后压差和气流与颗粒表面摩擦两部分产生[9],该力的大小表示为:
(7)
式中:Cd为颗粒曳力系数;ug、up分别为气体和颗粒速度(m·s-1)。其中颗粒曳力系数Cd与雷诺数有关。
3 网格划分及仿真求解参数设置
3.1 网格划分
对仿真模型进行网格划分,采用有限体积法离散生成结合正交坐标约束细节尺寸,根据所绘回收过滤器模型的总体尺寸及模型中导流板、气流导向板等细节的最小尺寸,在保证网格精度及仿真时长的前提下,合理地设置相应网格数为100 000,在进行多次正交划分后网格总数约为101 200。以工况1为例,回收过滤器整体计算域网格如图7所示。

图7 回收过滤器计算域网格
3.2 仿真参数设置
根据现场试验环境条件给定仿真环境重力、温度、压力、颗粒进给速度等参数,颗粒球形度参考陈思嘉对粒形检测系统、机制砂粒径的开发及试验研究得出[10]。参考朱良友对散体颗粒碰撞参数的试验测量及模拟研究后设置颗粒法向碰撞动量保持的参数值及切向碰撞动量保持的参数值[11],确定具体参数值见表1。
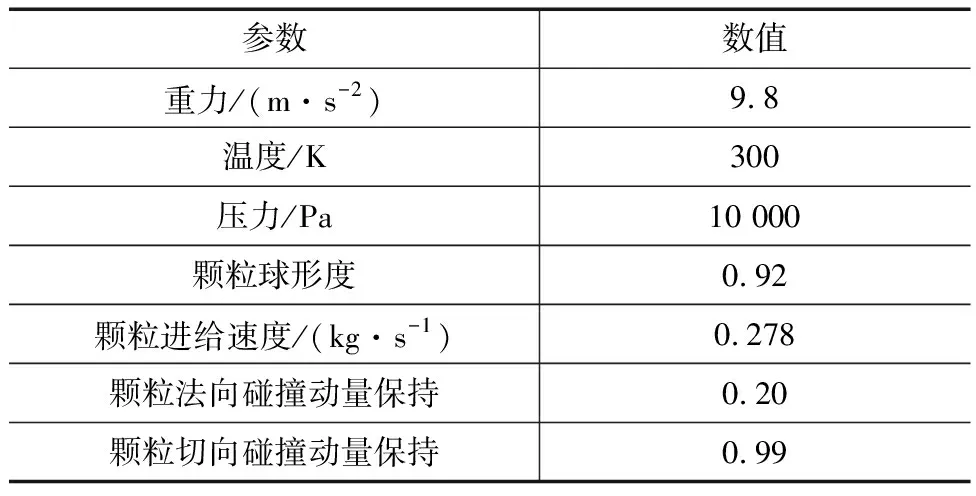
表1 仿真求解参数值
仿真颗粒选用密度为2 200 kg·m-3的二氧化硅,颗粒粒径区间见表2。

表2 原料配制实际粒径区间
4 结果分析
基于以上结果,本文利用流体仿真软件Barracuda对回收过滤器模型进行数值模拟,通过观察仿真结果分析导流板、气流导向板等结构对颗粒回收率的影响。
4.1 气流导向板E对颗粒回收率的影响
如图8、9所示,对比工况1,工况2在将气流导向板E由水平逆时针朝下调整45° 后,绝大部分粒径大于0.3 mm的颗粒都会在与导流板碰撞后掉落于底部回收器,而粒径区间小于0.3 mm的颗粒则多数被袋式除尘器吸收,导致工况2的颗粒总回收率远低于工况1。
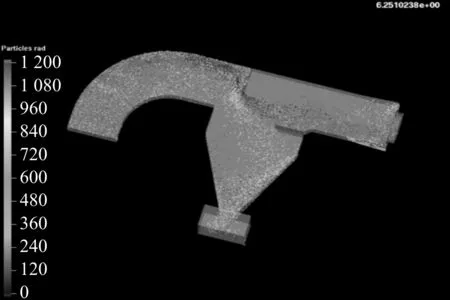
图8 工况1的回收过程

图9 工况2的回收过程
4.2 气流导向板D对颗粒回收率的影响
如图10、11所示,对比工况2,工况3将气流导向板D由竖直逆时针调整朝上45° 后,除了0.15~0.3 mm粒径区间的颗粒有较多落于底部收集器外,其他粒径区间的回收率大致一样,因此工况3的颗粒总回收率略高于工况2 。

图10 工况2的回收过程
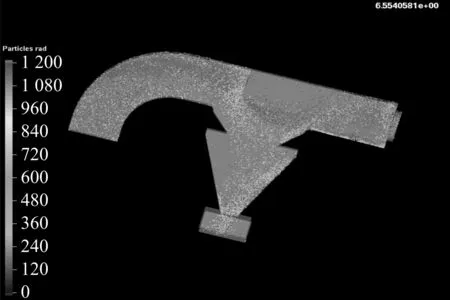
图11 工况3的回收过程

图12 工况1的回收过程

图13 工况4的回收过程
4.3 导流板长度对颗粒回收率的影响
如图12、13所示,对比工况1,工况4增加导流板伸长量,各个粒径区间的回收率都增加5%左右,因此工况4的颗粒总回收率略高于工况1。
5 结 语
本研究对回收过滤器在不同工况下的回收率进行分析,得出以下结论:气流导向板D由竖直逆时针朝上调整45° 的过程中,颗粒回收率稍微增加;气流导向板E由水平逆时针朝下调整45° 的过程中,颗粒回收率显著增加;导流板伸长量增加,颗粒回收率稍微增加。综合以上影响因素,可知回收过滤器在工况4下的回收率最高。
猜你喜欢
山东冶金(2019年1期)2019-03-30
经济技术协作信息(2018年28期)2018-11-22
电子测试(2018年11期)2018-06-26
水利规划与设计(2017年8期)2017-12-20
水利规划与设计(2017年12期)2017-02-06
小学科学(学生版)(2016年1期)2016-10-09
水力发电(2015年7期)2015-12-16
东北电力大学学报(2015年1期)2015-11-13
质量技术监督研究(2015年1期)2015-04-09