
离子液脱硫在硫铁矿制酸装置中的优化应用
2020-08-03 07:10俞谢华吴发洪余光明
硫酸工业 2020年6期
俞谢华,吴发洪,余光明
(浙江巨化股份有限公司硫酸厂,浙江衢州 324004)
浙江巨化股份有限公司(以下简称巨化公司)硫酸厂360 kt/a硫铁矿制酸装置采用一转一吸制酸工艺。因SO2转化率较低,未转化的二氧化硫气体含量较高,对尾气处理系统冲击较大。为确保烟囱排放达标,该硫酸厂在2016年对尾气脱硫系统进行工艺改造,原氨法脱硫工艺改为离子液法脱硫工艺。改造后,尾气脱硫装置运行时出现生成硫磺和钠盐堵塞换热器等问题,对装置正常生产造成了极大影响。技术人员对脱硫反应原理进行研究,通过对工艺、设备和操作方法进行优化改进,实现了离子液法尾气脱硫装置的稳定运行。
1 脱硫工艺
1.1 工艺原理
离子液脱硫工艺采用的脱硫剂是以无机阴离子、有机阳离子为主,添加少量抗氧化剂、活化剂、缓蚀剂组成的脱硫剂[1]。该脱硫剂对二氧化硫气体具有良好的吸收和解吸能力,其化学反应方程式如下:

上式中R代表脱硫剂。式(3)为可逆反应,低温下反应从左向右进行,高温下反应从右向左进行。离子液循环吸收法正是在低温下吸收二氧化硫,高温下将脱硫剂中二氧化硫再生出来,从而脱除和回收烟气中二氧化硫[2]。
1.2 工艺流程
1)脱硫系统。脱硫系统主要包括脱硫塔及配套的内部构件、富液泵、贫液泵、回收泵、贫富液换热器、贫液冷却器等。硫酸尾气经超重力机一级脱硫后,进入脱硫塔。尾气先进入脱硫塔下部,与从脱硫塔上部进入的脱硫贫液逆流接触,气体中的二氧化硫被脱除。未被吸收的净化气进入脱硫塔上部溶剂回收段,经回收液回收夹带的溶液后,从塔顶引出,送至烟囱放空。脱硫塔分为2段,底部为二氧化硫脱除区,上部为溶液回收区,两段为一体结构。
2)再生系统。吸收SO2后的溶液(富液)通过富液泵分别送至高压贫富液换热器和低压贫富液换热器,经过高压贫富液换热器的富液温度升至约100 ℃进入高压再生塔,被高压再生塔中的气提蒸汽加热至约118 ℃;经过低压贫富液换热器的富液温度升至约88 ℃进入低压再生塔,被低压再生塔中的气提蒸汽加热至100 ℃以上。在高压/低压再生塔内,富液与逆流的再生蒸汽在填料表面进行SO2的再生反应,再生出的SO2随蒸汽流向塔顶,其中高压再生塔采用0.55 MPa蒸汽提供热量,低压再生塔采用高压再生塔产出的高压再生气提供热量。高压/低压再生塔再生出的SO2饱和气体均进入各自的再生气冷凝器,将SO2气体温度降低到约40 ℃后再分别送往各自的气液分离器,液体回各自的再生塔,以保持水平衡,成品气送至硫酸干燥塔或二氧化硫液化工序。
尾气脱硫装置工艺流程见图1。
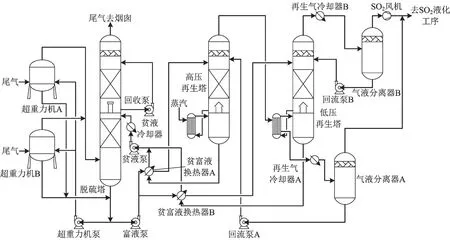
图1 尾气脱硫装置工艺流程
2 投运情况及存在问题
2.1 投运情况
尾气脱硫装置运行不长时间就出现问题。尾气脱硫装置解吸出的二氧化硫一部分干燥后返回硫酸装置,另一部分生产液体二氧化硫。因进入脱硫装置的烟气中含少量三氧化硫,在脱硫过程中SO2-4与阳离子结合生成稳定的硫酸盐。该类盐不能通过加热再生的方式进行分离,只能通过离子交换的方式去除。技术人员采用NaOH中的OH-置换SO42-,将钠离子带入离子液中。随时间延长钠离子含量逐步升高,在温度降低或溶液蒸发时钠盐析出,造成换热器、脱硫塔堵塞等问题,影响装置稳定运行。由于离子液pH值不能稳定控制,系统中硫酸根离子含量较高,脱硫装置在运行中存在硫磺结晶堵塞换热器的问题。再生系统的贫富液换热器频繁出现硫磺堵塞,清理后只能运行6~7 h,造成装置无法稳定运行。离子液中阳离子含量下降明显,离子液消耗增加。试运行期间额外补充离子液14 t(离子液质量分数按50%计),消耗离子液200 kg/d,按此计算消耗离子液70 t/a,远大于设计指标10 t/a的耗量。
2.2 存在问题
1)结晶物质堵塞换热器和脱硫塔,装置频繁停车检修。
2)制酸装置为一转一吸工艺,SO2转化率较低,进尾气脱硫装置的烟气中ρ(SO2)≥13 g/m3,导致运行过程中脱硫液pH值下降。特别是刚开车期间,烟气ρ(SO2)最高达到30 g/m3,脱硫液pH值最低达到2.7。
3)富液在低压再生塔内停留时间约2 h,受开车初期转化率低的影响,再生塔开车后频繁结晶。
4)大烟囱带液现象严重,烟囱底部有飘雨现象,同时烟囱冷凝液中的阳离子(R)质量分数较高,达到3%。
5)受歧化反应影响,随着反应的进行,系统中硫酸根离子含量升高,pH值下降。
3 改造措施及方案
3.1 取消低压再生塔
为解决硫磺堵塞设备问题,技术人员在实验室进行了小试,验证了SO32-离子生成硫磺的歧化反应,并得出脱硫液pH值-反应温度-停留时间三者的关系,见表1。
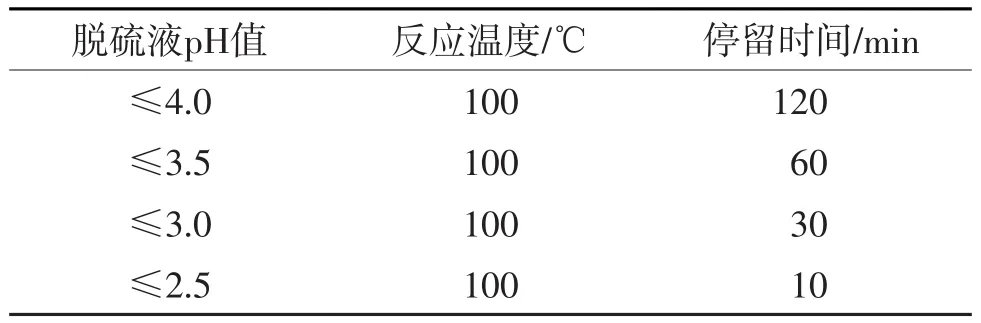
表1 歧化反应中脱硫液pH值-反应温度-停留时间的关系
对离子液脱硫装置的工艺流程和运行过程进行分析,发现设计过程中由于热平衡的需要,低压再生塔进液流量为高压再生塔15%,富液在低压再生塔内的停留时间约2 h,具备了歧化反应的时间条件。开车期间由于尾气中二氧化硫含量高,脱硫液pH值在3.5~4.0(最低达到2.7),加上再生反应温度在100 ℃以上,具备了歧化反应pH值条件。为控制脱硫液中歧化反应的进行,对装置工艺流程进行优化,取消低压再生塔。优化后尾气脱硫装置工艺流程见图2

图2 优化后尾气脱硫装置工艺流程
3.2 增加冷冻脱盐装置
投运以来,该装置一直利用冬季气温较低的因素将离子液放入结晶罐中进行结晶除钠盐。随着运行时间的延长,脱硫液中钠盐含量越来越高,利用气温因素除钠盐已不能满足生产需求。离子液中钠盐主要为硫酸钠和亚硫酸钠,离子液中硫酸钠和亚硫酸钠溶解度与温度变化关系见表2。
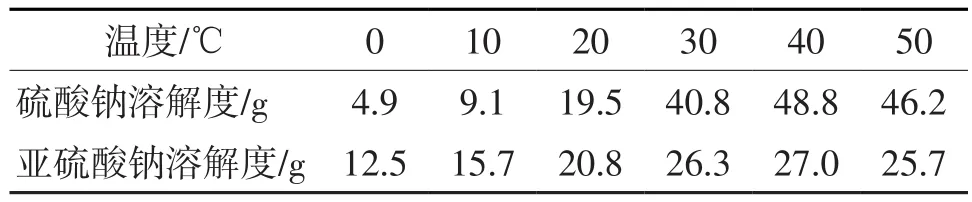
表2 离子液中钠盐溶解度与温度变化关系
为彻底解决钠盐问题,技术人员采用冷冻结晶的方式去除脱硫液钠盐,设计了1套间歇式运行的冷冻脱盐装置。该脱盐装置采用液氨蒸发制冷的方式获取冷源,脱盐装置温度控制在0~5 ℃运行,蒸发压力为0.2~0.3 MPa,冷却介质最低运行温度为-15 ℃。采用容积1 m3结晶罐,通过夹套换热进行降温,贫液泵出口配置1条DN50管线到结晶罐内。结晶后的溶液由气动泵抽回离子液地下槽,析出的钠盐通过加入少量尾气蒸汽冷凝水溶解后排放至污水环形沟内,通过清污分流泵送至硫酸污水系统处理后,再送入污水处理厂。
该装置为环保装置辅助设施,以间隙性手动操作为主,不增加传动设备,在运行过程中只需要少量压缩空气及冷凝水,基本不增加运行成本。正常运行后可稳定脱硫装置的运行,避免因离子液盐含量高,影响硫酸装置正常运行。
由于气氨、液氨均与合成氨装置制冷系统相连,该脱盐装置需控制好液氨的液位。液位高时液氨会进入气氨系统,影响合成氨装置氨压缩机的正常运行。液位低时冷冻脱盐装置温度不达标,不具备脱盐效果。液位控制正常时,每天能完成3罐脱硫液的结晶处理。该脱盐装置的持续运行,使脱硫液钠盐含量得到改善,脱硫装置再未发生结晶堵塞问题。
3.3 优化工艺操作指标
1)原始开车时,制酸装置转化器一、二段催化剂床层温度升到420 ℃以上,四段催化剂床层温度升到380 ℃以上,确保开车过程中二氧化硫转化率达标。
2)开车过程中控制好系统负荷,确保生产负荷平稳上升。
3)开车过程中严格控制脱硫液pH值大于或等于4.0,若pH值下降,补充新鲜离子液进行调整。
4)增加脱硫塔回收段循环量可控制烟气带液量,提高回收段脱盐水循环量(≥100 m3/h),烟囱冷凝液中阳离子质量分数降至0.3%以下。
5)在脱硫塔出口管道和烟囱底部增加冷凝液回收管,使冷凝液回用于离子液系统,降低离子液损耗。
改造后该脱硫装置运行平稳,通过优化控制工艺指标,解决了上述脱硫装置的堵塞问题。运行期间,排放气体ρ(SO2)<300 mg/m3,最低达到50 mg/m3以下。离子液耗量为10 t/a,达到设计要求。
4 结语
离子液脱硫装置操作弹性大且运行稳定,确保了一转一吸制酸工艺的尾气SO2排放达标。同时,回收的高浓度二氧化硫气体既可直接生产液体二氧化硫产品,也可回用于硫酸装置转化工序,增加了吸收过程中的SO3浓度,有利于氯磺酸和w(H2SO4)105%硫酸的产品结构调整,为生产高附加值的产品创造了条件。
猜你喜欢
山西化工(2022年4期)2022-09-23
材料与冶金学报(2022年2期)2022-08-10
动力工程学报(2022年3期)2022-04-01
能源化工(2021年5期)2021-12-27
能源工程(2021年5期)2021-11-20
中老年保健(2021年2期)2021-08-22
节能与环保(2020年12期)2021-01-08
石油化工腐蚀与防护(2020年5期)2020-11-13
石油化工(2020年3期)2020-04-28
益寿宝典(2017年6期)2017-02-26
