提高大规格HRB500E钢筋抗震性能实践
2020-08-18 01:24邓家木刘红兵
昆钢科技 2020年3期
邓家木 陈 伟 赵 亮 刘红兵
(武昆股份技术中心)
1 前 言
昆钢生产的大规格HRB500E抗震钢筋主要用于高层建筑、大型建筑、高速公路(如昌宁-保山高速)、桥梁、水电站等重点工程和民用抗震建筑结构,对钢筋性能指标要求较严。2019年1~4月,安宁公司650生产Φ28~40mmHRB500E钢筋50200t,钢筋初验抗震合格率88.08%,复验抗震合格率96.59%,抗震合格率偏低严重制约了大规格HRB500E抗震钢筋的销售、推广应用及市场竞争力的提升。按照昆钢钢材产品质量判定要求,达不到抗震要求的大规格HRB500钢筋全部判为废品,判废造成了较大的经济损失。针对上述情况,为进一步提高安宁公司本部大规格HRB500E钢筋抗震合格率,改善钢筋抗震性能,更好地促进HRB500E抗震钢筋的销售和推广应用,开展了公称直径28mm及以上大规格HRB500E钢筋抗震性能提升工艺优化研究。
目前国内外生产大规格Φ28~40mmHRB500E钢筋主要采用钒微合金化热轧工艺和钒微合金化控轧工艺,按照GB/T1499.2-2018抗震钢筋性能要求,钢筋抗震合格率不高,多数维持在85~90%左右,国内特别是北方钢厂500MPa高强钢筋主要按HRB500、HRB500E组织生产。云南地处地震多发地带,为确保建筑物抗震设防要求,昆钢500 MPa高强钢筋要求全部按HRB500E组织生产,其工艺控制难度较大。由于钒微合金化生产成本较高,为降低成本,提高钢筋的抗震合格率,昆钢在公称直径28mm及以上大规格HRB500E钢筋开展实施了铬钒复合(Cr-V)合金化热轧工艺生产试验,并迅速推广形成大批量生产,2019年6月~2020年1月期间大规格钢筋抗震合格率达到100%,为HRB500E抗震钢筋的销售推广及市场竞争力的提升创造了条件。
2 工艺装备条件
本部炼钢环节,有3座60t转炉和1座炉外精炼LF炉,并配置有2台5机5流连铸机。
昆钢650经过2013年实施全连轧工艺系统优化节能升级改造后,目前其主要工艺装备为:1座双蓄热式推钢煤气加热炉;轧线布置为粗轧Φ750×4/Φ650×4,中轧Φ475×6,精轧Φ350×6共计20个机架构成全连轧棒材生产线。粗中轧为平立(H/V)交替布置,粗轧前2架(1H、2V)实施脱头轧制(针对230、200方);精轧机组除16V为立式轧机外其余五架采用水平布置。具有如下工艺特点:
(1)蓄热式推钢煤气加热炉。煤气和空气均预热1000℃以上,加热环节采用工业微机和PLC构成热工控制系统,具有生产操作灵活、钢坯加热均匀、减少能源消耗、氧化烧损少和节能等优点。
(2)粗中轧机组采用微张力轧制,精轧机组采用无张力活套轧制,以有效保证产品尺寸精度和有利于负偏差轧制。
(3)精轧机组后配置有轧后控制冷却装置,使轧件经高效控制冷却装置后获得高屈服强度和高延展性的组织结构,从而为低成本生产HRB500 MPa级大规格钢筋(如Φ28mm)提供必要的技术保证。
3 提高钢筋抗震性能的工艺措施
3.1 进一步优化成分
钢中加入Cr,可提高钢的强度和硬度,同时有利于提高钢的抗锈蚀能力。钢中加入V,细化晶粒;且形成弥散的高温质点碳氮化物(V(C,N)),固定钢中的氮;适当提高强度和改善塑韧性。通过铬钒复合(Cr-V)合金化生产工艺的几次摸索和试验分析,其主要成分按表1控制。

表1 铬钒复合工艺大规格HRB500E钢筋的成分控制
3.2 不同规格,其生产方式不同。
就大规格HRB500E铬钒复合生产工艺而言,Φ28mm规格采用热轧(微控冷)工艺;Φ32~40mm规格采用热轧工艺组织生产。
3.3 轧制主要工艺参数控制
(1)开轧温度:1000~1040℃;
(2)Φ28规格,轧后采用热轧(微控冷)工艺,使轧件上冷床温度:1010~1030℃;Φ32~40mm规格,则采用热轧工艺,轧件上冷床温度:1020~1 050℃。
4 工艺优化效果
4.1 力学性能统计
经批量试生产,2019年11~12月份大规格Φ28~32mmHRB500E性能统计结果见表2。

表2 Φ28~32mmHRB500E钢筋性能指标
4.2 力学指标的正态分布
2019年11~12月大规格Φ28~32mmHRB500E钢筋的屈服强度、抗拉强度、伸长率正态分布见图1、图2、图3。

图1 屈服强度的正态分布图

图2 抗拉强度的正态分布图
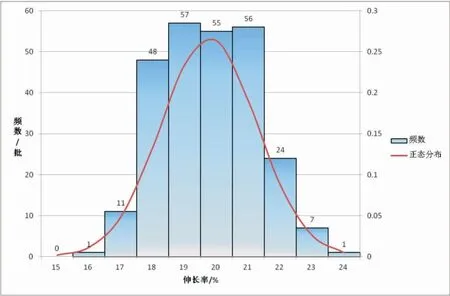
图3 伸长率的正态分布图
4.3 材上气体分析
经取样做材上气体分析表明:大规格HRB500E钢筋材中的氧一般为35~74ppm;钢中的氮含量一般在70~120ppm。
4.4 金相组织
(1)现场随机取Φ28HRB500E试样做金相,其结果见表3。

表3 Φ28mmHRB500E钢筋的金相及晶粒度分析
由此可以看出:铬钒复合控轧(控冷)工艺生产的大规格钢筋,其铁素体晶粒度在11.5~12级;组织为:铁素体+珠光体(47~52%)。
(2)典型金相形貌
典型金相形貌见图4、图5。
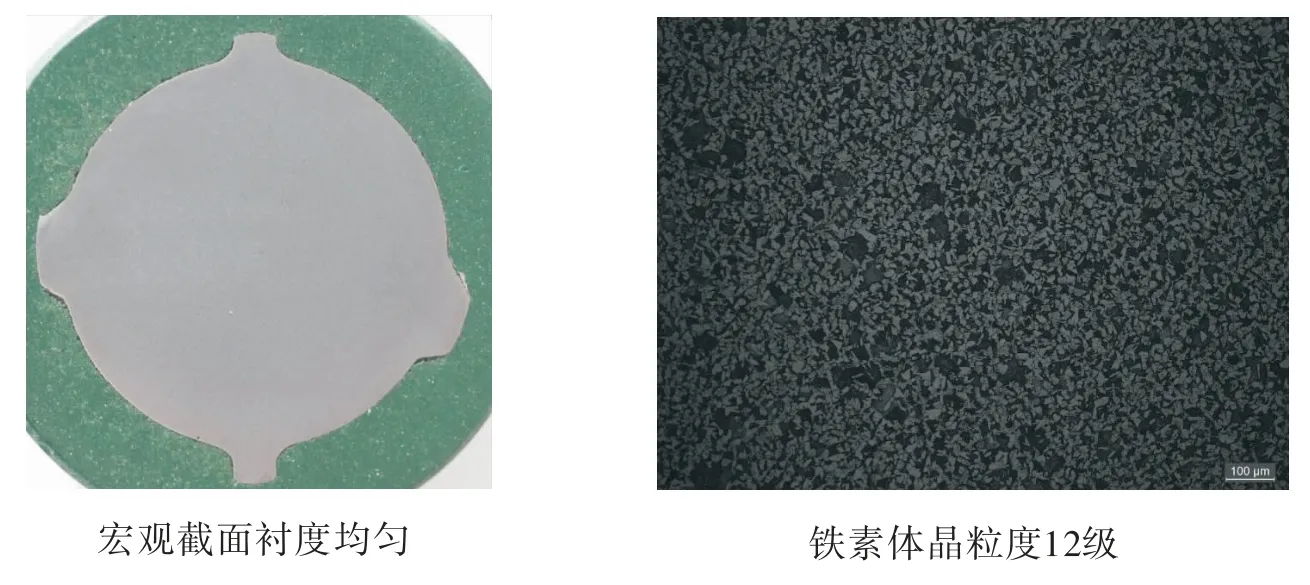
图4 钢筋宏观检验及铁素体晶粒度级别

图5 金相组织:P(52%)+F(28mmHRB500E铬钒复合轧制号19051413)
4.5 断口分析
经拉力试验后,取断口样来做扫描电镜分析,其断面均为典型的韧窝断口形貌见图6、图7,说明大规格钢筋拉力断口正常,塑性指标良好。
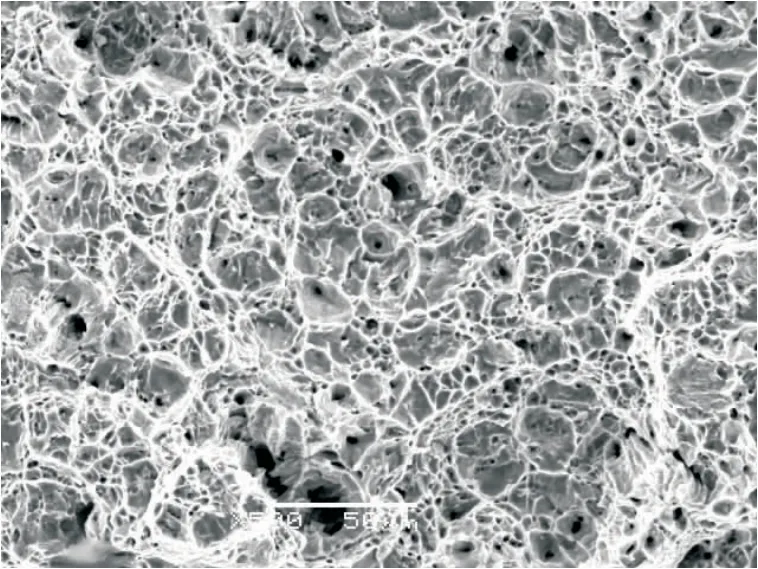
图6 Φ28mm钢筋断口形貌

图7 Φ32mm钢筋的断口形貌
4.6 非金属夹杂物分析
取Φ32mmHRB500E试样,其非金属夹杂物分析结果见表4。

表4 Φ32mmHRB500E钢筋的夹杂物分析
从非金属夹杂物分析可知:炼钢环节应加强冶炼、吹氩和炉外精炼的操作,以控制好钢中的大型夹杂物。
综上分析可知:冶炼采用铬钒复合(Cr-V)工艺;轧钢环节,采用热轧(微控冷)工艺或热轧工艺组织生产,大规格Φ28~40mmHRB500E钢筋的质量总体稳定可控。
4.7 大规格HRB500E的抗震合格率
2019年期间,大规格HRB500E的抗震合格率97.90%(2019年5月以前,采用钒微合金工艺,其抗震合格率较低);特别是在2019年6月~2020年1月期间,本部650生产线全部采用铬钒复合工艺共生产1088炉批,其抗震合格率达到100%。
5 结 论
(1)为确保建筑物抗震设防要求,昆钢500 MPa高强钢筋全部按HRB500E组织生产,其工艺控制难度较大。
(2)鉴于大规格HRB500E钢筋应用于高速公路、桥梁、水电站等重点工程和民用抗震建筑结构,对钢筋性能要求较严。炼钢环节应加强冶炼、吹氩和炉外精炼的操作,以控制好钢中的大型夹杂物。
(3)为了提高钢筋的抗震合格率,在公称直径28mm及以上大规格HRB500E钢筋开展实施了铬钒复合(Cr-V)合金化控轧工艺和热轧工艺生产试验,形成了大批量生产并推广,生产工艺稳定,产品质量总体稳定可控;2019年6月~2020年1月期间大规格HRB500E钢筋抗震合格率达到100%,为HRB500E抗震钢筋的销售推广和市场竞争创造了条件。
猜你喜欢
材料保护(2022年4期)2022-12-07
全面腐蚀控制(2022年7期)2022-08-12
宁夏电力(2022年1期)2022-04-29
吉首大学学报(自然科学版)(2021年3期)2021-12-16
包头职业技术学院学报(2021年3期)2021-11-18
粉末冶金技术(2021年1期)2021-03-29
中国金属通报(2020年13期)2021-01-04
科技资讯(2020年14期)2020-06-27
安徽冶金科技职业学院学报(2015年3期)2015-12-02
数学教学通讯·初中版(2014年2期)2014-03-21