
不同送粉速度对TC4钛合金表面激光熔覆的影响
2021-06-28 03:36寇元哲郭晋昌
钛工业进展 2021年2期
寇元哲,郭晋昌
(陇东学院 机械工程学院,甘肃 庆阳 745000)
钛合金具有强度高、密度小、耐蚀性能优良和生物相容性好等优点,被广泛应用于汽车、化工、航空航天和生物医疗等行业[1, 2]。但是钛合金表面硬度和耐磨性较差,限制了其更广泛地应用[3]。为此,研究人员进行了大量的钛合金表面改性研究。如康新婷[4]对钛合金表面进行电镀改性,由于钛合金表面存在一层致密的氧化膜,电镀前必须清理氧化膜,工艺复杂。Biswas等[5]通过热氧化技术对钛合金进行表面改性,改性后得到的热氧化层层深较浅,无法应用于要求较高的工况。王钧石等[6]采用等离子注入技术改善钛合金表面性能,显著提高了合金硬度和耐磨性,但是效率较低。
在众多钛合金表面改性方法中,激光表面熔覆是一种比较理想的方法[7, 8]。激光熔覆工艺简单,熔覆层层深大,熔覆效率高,基体变形小且熔覆层与基体发生冶金结合,因而钛合金表面激光熔覆改性成为目前研究的热点[9-11]。Zhang等人[12]采用激光熔覆技术在TC4钛合金表面制备了TiC改性层,熔覆层力学性能相比TC4基体显著提高。Kumar等人[13]以AlN、Ni和TC4混合粉末为原料在TC4钛合金表面制备熔覆改性层,熔覆层显微硬度是基材的3倍,耐磨性也显著提高,但是熔覆层因塑性差而产生了裂纹。刘建弟等人[14]在TA15钛合金表面激光熔覆WC颗粒增强相,熔覆层WC颗粒分布均匀,滑动磨损条件下耐磨性显著提升,但是熔覆层中有少量裂纹和气孔存在。Li等人[15]采用SiC和Ti混合粉末对TC4钛合金表面进行熔覆改性,改性后的TC4钛合金硬度和耐磨性明显改善,但是熔覆层存在气孔缺陷。以上研究均可有效改善钛合金表面机械性能,但是由于熔覆层塑性和韧性较差,熔覆层往往存在缺陷。其本质是熔覆层硬度和塑性之间的矛盾。解决以上问题的有效方法是尝试不同的熔覆粉末和配比,以及优化工艺参数。
本研究采用TiN和Ti混合粉末对TC4表面进行熔覆改性,研究送粉速度对激光熔覆改性工艺和改性层性能的影响,期望得到性能优良的钛合金表面熔覆层。
1 实 验
实验材料为60 mm×60 mm×8 mm的TC4钛合金板材,其化学成分见表1。用砂轮打磨去除表现氧化物和杂质,用乙醇和丙酮清洗试样表面。

表1 TC4钛合金化学成分(w/%)
采用IPG高功率光纤激光器在TC4板材表面制备熔覆层,如图1所示。激光器型号为LYS-4000,最大输出功率4.0 kW,激光波长1.064 μm,激光器输出连续波激光,激光光斑为圆形,激光能量为高斯分布。采用i-speed3高速摄像系统采集被加热粉末的空间分布形貌,拍摄频率为1000 Hz。采用氩气(纯度99.99%)保护熔覆区域,以免高温熔池发生氧化。氩气与激光束同轴输入。

图1 激光熔覆示意图Fig.1 Schematic diagram of laser cladding
熔覆粉末为TiN和Ti混合物,TiN粉末与Ti粉末的质量比为1∶2,粉末颗粒直径小于20 μm。采用同轴送粉方式,粉末与激光一起从碰嘴喷出。分别采用25、75和125 g/min的送粉速度进行熔覆实验,其他工艺参数不变,如表2所示。

表2 实验工艺参数
用线切割将激光熔覆试样切开,用砂纸打磨并用乙醇清洗横截面。采用Axio Scope A1型光学显微镜拍摄熔覆层横截面形貌,采用ESCALAB 250Xi型X射线光电子能谱仪(EDS)检测熔覆层横截面氮含量。采用Hv-1000型显微硬度计测量熔覆层横截面显微硬度,测量位置为沿着熔覆层深度方向间隔0.2 mm,每个深度测量3个点,计算3个点的平均硬度作为对应深度的硬度值。
2 结果与分析
2.1 加热粉末空间分布及熔覆层横截面形貌
图2为TC4钛合金表面激光熔覆层照片。熔覆实验自左往右进行,由于初始阶段同轴送粉不稳定,故熔覆层左面部分厚度较浅。从图2中可以看出,熔覆层表面粗糙度较高,并且随着送粉速度增加,熔覆层余高明显增加,而熔覆层宽度有降低的趋势。为避免送粉不稳影响研究结果,本研究主要分析熔覆层右面部分。
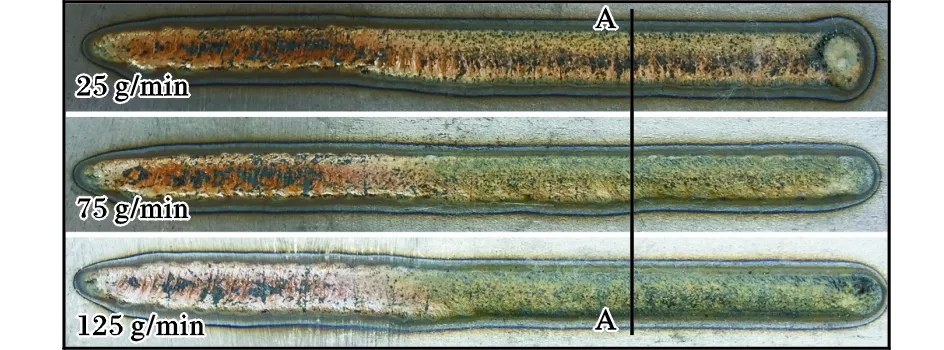
图2 不同送粉速度下TC4钛合金表面熔覆层照片Fig.2 Photographs of cladding layer on the surface of TC4 alloy at different powder feeding rates
图3中展示了送粉速度分别为25和125 g/min时,加热粉末空间分布形貌,分别为连续4帧照片。当送粉速度为25 g/min时,空间粉末数量较少,空间粉末吸收了少量激光能量,并在空间发生了熔化,最终在重力作用下过渡到熔池中,同时实现传质和传热。图3a中熔覆粉末数量较少,大量激光能量直接作用在TC4基体表面,形成了轮廓清晰的熔池,且熔池尺寸较大。熔覆过程中,激光头自右往左运动,已凝固的熔覆层表面高于基体,故熔池普遍表现出左侧偏低右侧偏高的特点。送粉速度为125 g/min时,较大送粉速度导致空间粉末数量较多,大量粉末吸收激光能量并在空间发生熔化,故空间加热粉末的亮度更亮一些。图3b中有部分粉末发生了气化,形成金属蒸气。大量激光能量被粉末颗粒吸收,只有少量激光能量传递到基体金属表面,故熔池尺寸较小。

图3 不同送粉速度下加热粉末空间分布形貌Fig.3 Spatial distribution morphologies of heating powders at different powder feeding rates: (a) 25 g/min; (b) 125 g/min
沿图2 A-A线将熔覆层切开,并对熔覆层横截面进行了打磨、剖光和腐蚀,采用光学显微镜拍摄了熔覆层横截面形貌,如图4所示。从图4中可以看出,随着送粉速度的增加,熔深和余高明显增加,熔宽明显减小。首先分析熔深增加的机理。采用较小送粉速度进行实验时,空间粉末只吸收了少部分激光能量,多数激光能量直接作用在TC4基体上,TC4基体表面形成了熔池,熔池将大量激光能量反射,故此时熔深相对较浅。当采用较大送粉速度时,大量粉末在空间吸收了大量激光能量,随着粉末过渡到熔池中,将大量激光能量也带入到熔池中,所以采用较大送粉速度时,熔覆层熔深明显增大。其次分析熔宽减小的原因,本研究采用的激光能量为高斯分布,光束周边能量密度远远低于光束中心能量密度,当采用较大送粉速度时,大量粉末到达基体前发生了气化,吸收了大量光束能量,尤其是光束周边,只有极少量能量到达TC4基体,其能量密度不足以让熔覆层两侧发生熔化,故随着送粉速度增加,熔覆层熔宽减小。送粉速度增加还导致熔覆层余高增加。
测量了熔覆层的熔宽和熔深,如图5所示。从图5中可以看出,当送粉速度在一定范围内变化时,熔覆层熔深和熔宽都随送粉速度呈线性变化关系。采用软件拟合了熔覆层熔深和熔宽与送粉速度的函数关系式,结果如式(1)和式(2)所示。式(1)和式(2)可用来预测不同送粉速度对应的熔深和熔宽,为激光熔覆生产提供指导。
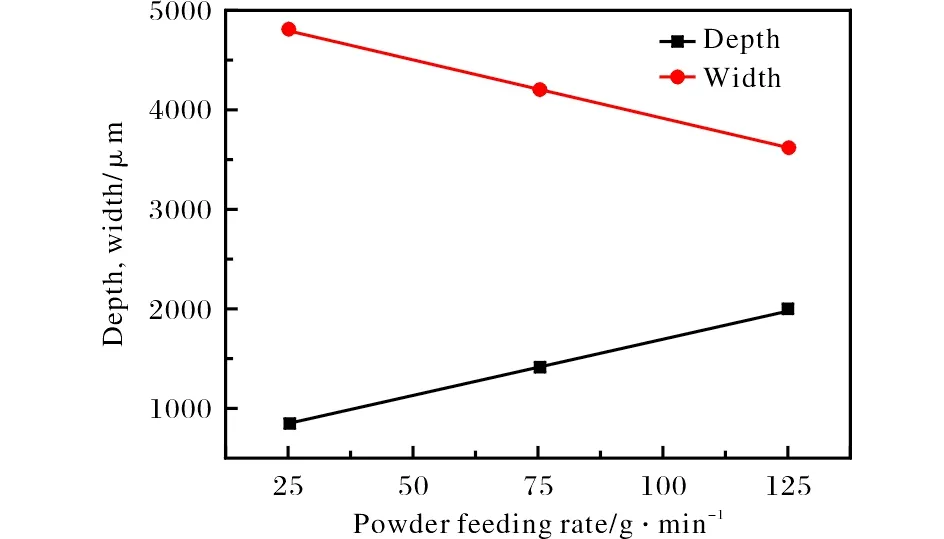
图5 熔覆层熔深和熔宽随送粉速度变化Fig.5 Variations of depth and width of cladding layer with powder feeding rate
y1=11.4x+570.5
(1)
y2=-11.6x+5073.5
(2)
式中:y1为熔深,μm;x为送粉速度,取值范围为25~125 g/min;y2为熔宽,μm。
2.2 熔覆层氮含量与显微硬度
采用EDS线扫描分析熔覆层横截面的氮含量,结果如图6所示。图6中白色线左边部分为熔覆层,右边部分为基体, 颜色较深,基体与熔覆层之间有明显过渡区域。由于图6中不同送粉速度的熔覆层横截面状态不同,故不同送粉速度熔覆层氮含量的cps绝对数值有所差异。基体氮含量接近于零,熔覆层氮含量明显高于基体,在熔覆层与基体过渡区域氮含量发生了跳变。熔覆层的氮含量基本均匀,无氮含量梯度,这是由于熔覆粉末中本身氮含量是均匀的,而且激光熔池在表面张力作用下发生强烈的马兰戈尼对流,将熔化的少量基体与熔覆粉末混合均匀,形成氮含量均匀的熔覆层。熔覆层的氮含量过高将强烈影响其机械性能。
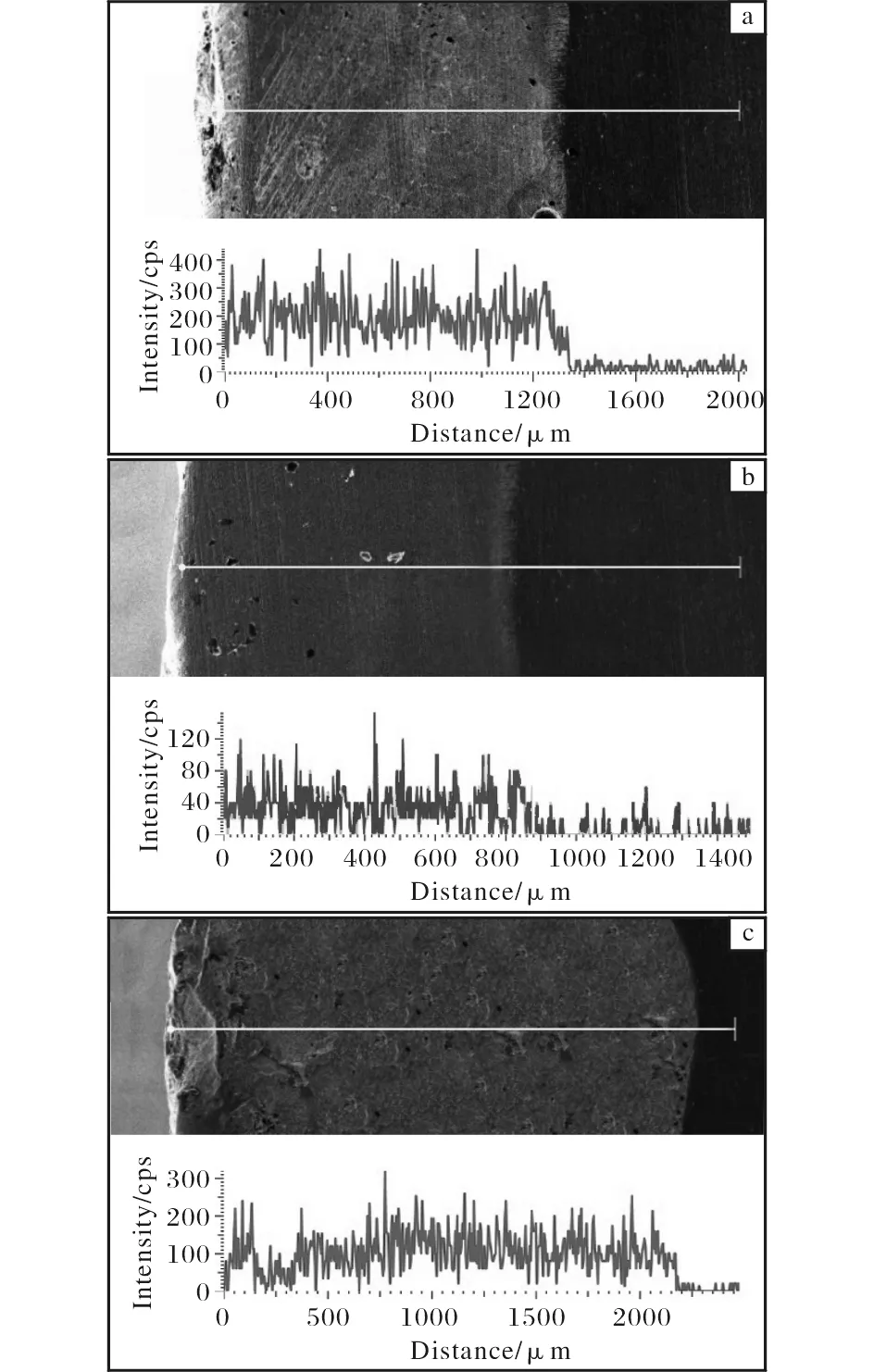
图6 不同送粉速度下熔覆层的氮元素EDS线扫描Fig.6 EDS line scanning of nitrogen element of cladding layer at different powder feeding rates: (a) 25 g/min; (b) 75 g/min; (c) 125 g/min
图7为熔覆层横截面的显微硬度测量结果。图7中可以看出,TC4基体显微硬度约3.4 GPa,熔覆层的显微硬度明显提高。由于边缘效应,第1个测量点的显微硬度低于熔覆层平均显微硬度,且不同送粉速度的熔覆层均表现出相同的趋势。送粉速度为25 g/min时,熔覆层显微硬度大约为5.9 GPa,这是由于氮元素起到第二相强化的作用。送粉速度为25 g/min的熔覆层硬度明显低于送粉速度为75和125 g/min的熔覆层,这是由于送粉速度较小时,熔覆层被基体强烈稀释,氮含量较小,故熔覆层硬度较小。送粉速度为75和125 g/min的熔覆层显微硬度大约都是9.3 GPa,此时送粉速度较大,粉末吸收了大量激光能量,基体只吸收了少量激光能量,并且只有少量基体被熔化,所以熔覆层稀释率较低,熔覆层氮含量更高,显微硬度更高。实验证明送粉速度从75 g/min提高到125 g/min时,只是增加了熔覆层的熔深,熔覆层显微硬度并没有明显提高。当送粉速度为75 和125 g/min时,熔覆层显微硬度均基本均匀,无明显梯度,这是由于熔覆层氮含量较均匀。熔覆层显微硬度在熔覆层与基体过渡区域发生了突变,这也与氮元素的分布规律一致。

图7 不同送粉速度下熔覆层横截面显微硬度分布Fig.7 Cross section microhardness distribution of cladding layer at different powder feeding rates
3 结 论
(1) 采用光纤激光对TC4钛合金表面进行熔覆改性,送粉速度较小时,粉末吸收了少量激光能量,熔池较大,熔覆层表现出宽而浅的特点;送粉速度较大时,粉末吸收大量激光能量,熔池较小,熔覆层表现出窄而深的特点。
(2) 当送粉速度较大时,熔覆层的氮元素含量和显微硬度都表现出均匀分布的特点,没有明显梯度。随送粉速度增加,熔覆层显微硬度会增加,最终稳定在约9.3 GPa。
猜你喜欢
矿冶工程(2022年3期)2022-07-06
矿冶工程(2021年6期)2022-01-06
舰船科学技术(2021年12期)2021-03-29
石材(2020年11期)2021-01-08
东北大学学报(自然科学版)(2020年10期)2020-10-19
航空发动机(2020年3期)2020-07-24
热喷涂技术(2020年1期)2020-07-16
活力(2019年17期)2019-11-26
热喷涂技术(2019年3期)2019-11-14
物理学报(2019年4期)2019-03-16
