
舰船装备涂层高效去除与清洗技术概述
2021-09-17 07:19何磊况阳罗雯军
电镀与涂饰 2021年16期
何磊,况阳,罗雯军
(1.海军驻上海地区第二军事代表室,上海 200129;2.海军装备项目管理中心,北京 100071;3.中国舰船研究设计中心,上海 201108)
涂料与涂装一直是海军舰船防腐防污领域应用最为广泛的技术。舰船涂料按照应用区域主要分为下船体防腐防污涂料、干舷与上层建筑涂料、甲板涂料、舱室涂料等,另外还包括其他特种功能涂料,如防火涂料、防滑涂料、阻尼涂料、耐高温涂料、抗烧蚀涂料等。对新造舰船来说,涂装前处理相对简单,只需按照相应涂料的施工工艺,喷砂或打磨金属基体至指定的前处理等级即可。然而对处于修理阶段的舰船来说,涂层修复或重新涂装前往往需要首先去除旧涂层或进行涂层清洁,保证达到涂料施工要求的前处理等级后才能进行施工。这样,仅旧涂层去除和清洁工作就要耗费大量的人工时,使装备入坞维修时间和维修成本相应增加,制约了舰队快速反应能力的提升。由此,如何采用高效的涂层去除和清洗技术来提升入坞维修舰船装备的涂装效率,降低装备维修成本,成为世界海军强国关注的重点问题[1-2]。
1 激光烧蚀去除涂层技术
20世纪90年代以来,随着美军舰船基地级维修工作量的日益增加,舱室、干舷及上层建筑等部位无损检测(NDT)或重新涂装前的涂层和锈蚀物去除问题逐渐浮出水面。传统的化学和机械去除涂层方法(包括脱漆剂、砂纸打磨、手动敲击/刮削等)不仅效率低、成本高,而且会产生二次污染。尤其是焊缝等关键部位,每隔1 ~ 4年就要进行无损检测,这些部位的涂层去除非常麻烦,并且不允许进行转抛、喷砂、敲击等操作。如何快速有效地去除原有涂层及锈蚀物,成为美国海军舰船维护过程中迫切需要解决的现实问题。
1997年,CTC公司率先研发出激光去除涂层系统,然而该设备由于在便携性和可靠性上仍需大幅改进,以及存在过于昂贵、效率低下、操作维护麻烦、功能单一等问题,因此在舰船维修领域并没有得到推广应用,但不啻为涂层去除开辟了一条新思路。
从2005年开始,CTC公司会同美国海军研究局、海军金属加工中心(NMC)、诺斯罗普·格鲁曼船厂(Northrop Grumman)等联合研发并推出了一整套激光烧蚀去除涂层的设备,主要包括2006年推出的针对狭小区域涂层/闪锈去除、表面粗化等用途的20 W背包式超级便携设备,以及2009年推出的1 000 W手持式大功率涂层去除设备[2]。
激光烧蚀去除涂层技术(Laser Ablation Coating Cleaning Process)的原理是利用钇铝石榴石(YAG)激光器激发脉冲激光束,通过光纤和手持式终端发射在涂层或锈蚀物表面,所产生的集中能量使涂层表面形成等离子体,导致涂层龟裂并形成包含氨、氮氧化物、臭氧、一氧化碳、水以及涂层碎片的气雾,被含有活性炭的真空过滤装置吸收。该过程的持续进行令涂层和锈蚀物从金属基体表面剥离,从而达到将其去除的目的。由于工作过程中激光产生的能量大部分被金属基体反射,因而不会对金属基体造成烧蚀。
目前,美军采用的激光去除涂层设备的功率范围是20 ~ 1 000 W,供电电源从24 V电池到480 V三相电都有,脉冲激光频率为15 ~ 40 kHz。其中,Clean Laser CL1000型1 kW手持式大功率激光去除涂层设备(见图1)可产生800 kW的峰值脉冲功率。

图1 激光烧蚀去除涂层的过程[7]Figure 1 Laser ablation coating cleaning process [7]
以去除254 µm厚的环氧聚酰胺体系舱室涂层为例,气枪冲击去除效率为21 min/ft2(约226 min/m2),激光烧蚀去除效率为5 min/ft2(约54 min/m2),是传统手工去除的4倍(人工成本为65美元/h)。激光烧蚀去除涂层设备采购价格为55万美元,租金为1.2万美元/周。若每周工作量超过780 ft2(约72.5 m2),激光烧蚀去除技术的性价比远高于气枪冲击。如果保持6 300 ft2/a(约585.3 m2/a)的工作量,那么5年内就可收回成本。以无损检测前去除焊缝涂层为例,每年可节约人工成本44.3 ~ 154万美元,节约废弃物排放成本6.75万美元,共计每年可节约成本51 ~ 161万美元。
除上述用途外,通过不同结构的终端执行器设计,激光烧蚀去除涂层技术还可用于去除金属表面氯盐、去除复合材料、去除甲板防滑涂层、切割前预划线、粘结预处理,或者喷砂等传统工艺不可达的边角和微小区域的施工。目前,激光烧蚀去除涂层技术设备已通过了健康与安全性评估(周围空气质量、噪音水平)、可燃性评估(机油、二硫化钼滑油、JP-5航空燃油等)。然而该技术仍存在一些问题。激光烧蚀去除涂层技术研发的初衷是为了解决HY-80钢、HSLA-65钢、镍钼合金钢等结构材料的无损检测和涂装预处理问题。在研究过程中发现,该技术会稍稍降低材料的抗拉强度、表面粗糙度和疲劳寿命。但是激光烧蚀去除涂层的过程中仅会使钢板表面产生3 µm的熔化薄层(见图2),不足以降低材料的抗拉强度和疲劳寿命。因此,关于上述激光烧蚀去除涂层技术应用后的材料性能降低问题目前尚无定论。
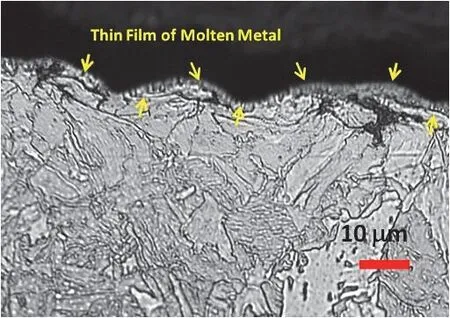
图2 激光烧蚀去除涂层后的钢板表面金相组织[7]Figure 2 Metallographic structure of steel plate surface after laser ablation coating cleaning [7]
综上所述,激光烧蚀去除涂层技术在舰船舱室、甲板、上层建筑等部位的无损检测和涂装预处理等诸多方面已展现出良好的应用前景,并逐渐趋于成熟与完善。
2 感应加热去除涂层技术
涂层去除是舰船再涂装维护过程中费用最高的工艺流程。例如,2006年美国海军在对CVN-75号航母进行基地级维修的过程中,干舷(包括上层建筑)涂层维护费用为1 159万美元,光涂层去除和前处理费用就高达480万美元,占总费用的41.4%。
其中一个很重要的原因是,美军使用的遗留涂层体系存在一系列问题,此前并没有充分论证过涂层检查评估手段和工艺规程,因而导致干舷和上层建筑重涂工作量巨大。美国海军在2010年6月进行的尼米兹级航母维护调查研究中发现,额外重涂涂层厚度平均为584 µm,即额外涂覆的涂层重达14 t。这样就产生了如何在中修和大修过程中去除大量过度涂装的干舷/上层建筑涂层的新问题。对此,2004财年美国海军小企业创新研究计划率先启动了感应加热去除涂层技术研究项目,由RPR公司负责进行相关设备的研制工作。示范验证由美国海军海上系统司令部系统工程分部主持,共分两步进行。第一步于2006年6月开始,在朴茨茅斯海军船厂进行取代潜艇消声瓦等特殊船体处理中的涂层去除方法的验证,结果表明感应加热技术在单片消声瓦去除上效率较高。第二步验证于2009年开始在尼米兹级航母飞行甲板防滑涂层上进行,并将涂层去除感应头加装在甲板爬行器上,以提高工作效率。结果表明,感应加热技术与超高压水喷射去除涂层技术具有同等效率,但不会产生大量废水。验证过程中发现,此前研制的感应头在飞行甲板防滑涂层去除过程中表现出耐磨性差的缺点,需要不断更换,美国海军研究实验室的后续工作是提高感应头的耐久性和实现自动控制功能。
感应加热涂层去除技术的原理是令交流电通过与被加热金属基体相接近的感应线圈,金属基体表面因电磁感应而产生涡流;同时,由于金属导体存在阻抗,因此电能转化为热能。这样,利用电流的趋肤效应,金属基体表面温度瞬间便可达到数百度,涂层快速达到脱粘温度而从金属基体表面剥离(见图3)。

图3 船舶甲板和内舱涂层去除[7]Figure 3 Removal of coating on ship deck and inner cabin [7]
感应加热去除涂层技术具有以下优点[2-5]:
(1) 效率高、工艺简单。虽然该技术的研制初衷并非要取代喷砂处理,但其在可操作区域内的简单快速施工却可以大幅减少涂层去除的工作量、工作时间和经费。例如,50 kW功率的感应加热涂层去除设备用于300 ~ 500 µm厚度的涂层时,去除速率可达50 ~ 200 m2/h,而常规设备仅为5 ~ 15 m2/h。这样可使每艘潜艇的基地级维修费用节省65.5万美元,每艘航母的基地级维修费用节省262万美元。
(2) 环保性能良好,不会产生震动、烟雾、废水、电磁干扰等危害。γ射线检测未发现无线电频率干扰,磁通量检测小于2 Gs。
(3) 节能情况良好,能量转换效率可达90%,与喷砂和超高压水喷射相比仅需25%的能耗(0.75 kW·h/m2)。
(4) 表层局部加热,只要按照标准指导施工,就不会使钢铁基体过热而导致不良组织转变。例如:25 kHz下50 kW功率可使254 µm厚的涂层下钢板表面温度在0.3 s内达到200 °C,而距表面2.5 mm以下的钢板温度仅为50 ~ 60 °C,距钢板背面5 mm以内未发现温度上升。
需要注意的是,感应加热技术由于可使铝合金发生低温退火而降低其强度,因此目前不适用于铝合金基体上涂层的去除。
3 高压水射流与防闪锈联用去除涂层技术
高压水射流清洗技术(Ultra High Pressure Water Jetting, 简称UHPWJ)是利用高压水发生设备产生高压水,通过喷嘴将压力转变为高度聚集的水射流动能来完成清洗、切割、破碎等各种工作。它适用于冶金、石油、化工、电力、交通、国防、市政环卫、矿山等多个行业中各类管线、热交换器、容器、船舶、车辆及大型设备的内外清洗。高压水射流清洗技术具有高效、环保、低成本等诸多优势,在发达国家中应用广泛,最普遍的是美国、德国和日本,他们的热交换器、工业锅炉、大型容器和罐体、物料输送管道、设备表面等的清洗作业几乎全部使用高压水射流技术。在很多特种清洗作业中,诸如船体的除污损,飞机跑道的除漆除胶,核电反应堆的除垢除污,特殊钢厂的铸件清砂、轧件除磷等,也多采用高压水射流技术[6-7]。
然而,对于甲板防滑涂层的去除而言,该技术的一个潜在弊端就是在涂层去除后,钢板接触水而容易产生闪锈,对后续再涂装产生不良影响。对此,2005年Preservation Sciences公司提出了在高压水射流清洗涂层后迅速在钢板表面喷洒缓蚀剂来防止闪锈问题的技术方法(如图4所示)。这种缓蚀剂可使裸露钢板在24 ~ 48 h内都不会出现闪锈,给后续涂装提供了很大的便利,成本仅为3美分/ft2(约0.32美元/m2),涂层与钢板的结合力非但不会降低,有时甚至有所提高,因此该技术具有良好的应用价值。

图4 高压水射流清洗技术用于舰船清洗及涂层去除[8]Figure 4 UHPWJ technology for ship cleaning and coating removal [8]
4 干冰爆炸清洗涂层技术
干冰爆炸清洗技术(Dry Ice Blasting Process)是一种先进、高效的工业清洗技术,它是将液体二氧化碳通过干冰造粒机制成一定规格的干冰颗粒,然后放到干冰箱中备用。将压缩空气通入干冰喷射清洗机,干冰颗粒随高速运动的气流经过喷嘴后喷射到被清洗物表面,高速运动的干冰颗粒对污染物有磨削和冲击作用。同时,吸热能力强的干冰颗粒可以使被清洗表面降温,导致污染物脆化,减弱污染物在材料表面的粘附力。综合作用之下,被清洗表面的污损得以被去除[8]。
因此,通过调控工艺参数,利用干冰清洗技术可实现航母飞行甲板表面防滑涂层的清洗(如图5所示),以便于涂层状态检查及后续维护。自2010年以来,美国海军对其开展了相关应用研究。试验结果表明,干冰爆炸清洗可行,而且快速、环保。该技术可为每艘航母节约10 ~ 15万美元的维护费用,因此具有良好的推广应用价值。

图5 干冰爆炸清洗用于飞行甲板防滑涂层的清洗[8]Figure 5 Dry ice blasting for non-skid coating on flight deck [8]
5 结语
近10年来,国外海军舰船通过研发应用激光烧蚀、感应加热、高压水射流与防闪锈联用、干冰爆炸等新型高效涂层去除和清洗技术,大幅提升了舰船维修过程中的重涂效率,极大降低了舰船装备的维修工作强度和人工时,缩短了入坞维修时间,对全寿命周期总体成本控制起到了积极作用,并且促进了舰船装备维护保障技术水平、装备战斗力以及快速机动能力的大幅提升,可为我国同领域技术水平的进步提供良好的借鉴。
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
学与玩(2021年5期)2021-07-30
散文诗(青年版)(2021年5期)2021-07-11
舰船科学技术(2021年12期)2021-03-29
制造技术与机床(2019年4期)2019-04-04
建筑科技(2018年6期)2018-08-30
小雪花·成长指南(2017年5期)2017-06-07
舰船科学技术(2016年1期)2016-02-27
焊接(2015年5期)2015-07-18
筑路机械与施工机械化(2014年7期)2014-03-01
