
纺纱工艺对不锈钢纤维/粘胶纤维混纺纱成纱性能的影响
2021-09-25 03:24林燕萍王晨露
毛纺科技 2021年9期
杨 陈,林燕萍,王晨露,孙 敏
(1.江西服装学院,江西 南昌 330201; 2.江西省现代服装工程技术研究中心,江西 南昌 330201;3.绍兴文理学院,浙江 绍兴 312000; 4.重庆城市管理职业学院,重庆 401331)
纺纱工艺的选择与参数设置能够很大程度上影响成纱的质量与生产成本[1-3]。目前,传统纺纱工艺中较为常用的为赛络纺纱工艺与环锭纺纱工艺2种工艺。赛络纺纱工艺在环锭纺纱工艺的基础上,设计的双股粗纱同时输入牵伸的纺纱方式,该方式纺制的成纱在条干、毛羽、强力指标等方面均较优[4-5],同时还可以根据纱线指标的变化及时灵活地调整工艺参数,具有很强的技术优势,但也存在一定的弊端,如赛络集聚纺的突发性易引起质量问题[6-8]。传统环锭纺纱工艺较赛络纺纱工艺简单,对设备要求低,具有一定的成本优势[9-10]。本文以粘胶纤维与不锈钢纤维为原料,分别利用赛络纺纱工艺与环锭纺纱工艺纺制不锈钢纤维/粘胶纤维混纺纱线,并通过成纱测试结果评价2种纺纱工艺纺制不锈钢纤维/粘胶纤维混纺纱线的优劣,为不锈钢纤维/粘胶纤维功能纱线的纺制提供参考。
1 实验部分
1.1 纺纱材料
普通粘胶纤维(1.5 dtex,33 mm,新乡化纤股份有限公司)、不锈钢纤维(纤维直径选择6~8 μm,莱芜龙志工贸有限公司)。
1.2 测试仪器
YG139Y细纱条干均匀度测试仪(苏州长风纺织机电科技有限公司)、INSTRON 5590万能材料试验机(美国英斯特朗公司)、YG172A纱线毛羽测试仪(陕西长岭纺织机电科技有限公司)。
1.3 纺纱工艺
纺制纱线线密度为29.53 tex的不锈钢纤维与粘胶纤维的混纺纱线,其中不锈钢纤维的含量分别为0、3%、6%、9%、12%、15%、20%。该实验之所以将纱线中不锈钢纤维含量控制在20%是受实验条件所限,同时从下文的测试中可以观察到当纱线中的不锈钢纤维含量超过12%时,成纱质量有所下降。
1.3.1 环锭纺纱工艺
环锭纺纱工艺流程:FA002自动抓棉机→FA016预混棉机→FA106梳针滚筒→FA046+FA141成卷机→FA201B梳棉机→FA305C并条机(头并)→FA305C并条机(二并)→A454G粗纱机→FA516细纱机→1332M络筒机。
环锭纺纱工艺参数:FA106梳针滚筒输出速度为480 r/min,FA141成卷机定量420 g/m,输出速度为12 r/min,FA201B梳棉机牵伸倍数为93倍,定量为4.83 g/m,输出速度为25 r/min;锡林—盖板间隔距设置为0.23、0.20、0.20、0.20、0.18 mm;FA305C并条机(头并)总牵伸倍数为6.308 6倍,后区牵伸倍数设置为1.73倍,输出速度为38.78 km/(台·h),输出定量为4.26 g/m;FA305C并条机(二并)总牵伸倍数为8.602 6倍,后区牵伸倍数设置为1.35倍,输出速度为38.78 km/(台·h),输出定量为4.26 g/m,主要间隔距离为14、20 mm;A454G粗纱机主要间隔距离为25、35 mm,总牵伸倍数为8.10倍,后区牵伸倍数为1.35倍,捻系数为70,锭速为700 r/min;FA502细纱机主要间隔距离为19、36 mm,捻系数为350,总牵伸倍数为36.3倍,后区牵伸倍数为1.25倍,锭速设置为1.406×104r/min;1332M络筒机输出速度为560 m/min,总牵伸倍数为21.40倍,后区牵伸倍数为1.25倍。
该纺纱工艺纺出的不锈钢纤维含量分别为0、3%、6%、9%、12%、15%、20%,不锈钢纤维/粘胶纤维纱线实际线密度与设计规格的质量偏差率分别为:1.83%、1.94%、2.12%、2.23%、2.35%、2.59%、2.72%。传统环锭纺细纱机纺制的不锈钢纤维含量为12%不锈钢纤维/粘胶纤维纱线见图1。
1.3.2 赛络纺纱工艺
赛络纺纱工艺流程:FA002自动抓棉机→FA016预混棉机→FA106梳针滚筒→FA046+FA141成卷机→FA201B梳棉机→FA305C并条机(二并)→A454G粗纱机。经上述赛络纺纱工艺流程后纺制的粗纱从2个喇叭口喂入后,在前钳口出一定长度之前的牵伸区保持分离状态,其后进行并合、加捻,从而制备双股赛络纺纱线单纱。
赛络纺纱工艺参数:FA016预混棉机输出速度为480 r/min;FA141成卷机输出速度为12 r/min,输出定量为478 g/m;FA201B梳棉机的总牵伸倍数为93倍,输出定量为4.88 g/m,输出速度设置为25 r/min;锡林—盖板间隔距设置为0.23、0.20、0.20、0.20、0.18 mm;FA305C并条机(头并)主要间隔距离为14、20 mm,总牵伸倍数为6.308 6倍,后区牵伸倍数设置为1.73倍,输出速度为6.46×102r/min,输出定量为4.48 g/m;FA305C并条机(二并)总牵伸倍数为8.602 6倍,后区牵伸倍数设置为1.35倍,输出速度为646 r/min,输出定量为4.14 g/m,主要间隔距离为14、20 mm;A454G粗纱机主要间隔距离为25、35 mm,总牵伸倍数为8.10倍,后区牵伸倍数为1.35倍,捻系数为70,锭速为700 r/min;经纬1562全自动细纱机主要间隔距离为19、36 mm,捻系数350,锭速为1.01×105r/min,总牵伸倍数为35.6倍,后区牵伸倍数设置为1.25倍;1332M络筒机输出速度为560 m/min。
该纺纱工艺纺出的不锈钢纤维含量分别为0、3%、6%、9%、12%、15%、20%,不锈钢纤维/粘胶纱线实际线密度与设计规格的质量偏差率分别为:1.43%、1.64%、2.01%、2.25%、2.65%、2.89%、2.95%。赛络纺细纱机纺制的不锈钢纤维含量为12%的不锈钢纤维/粘胶纤维纱线见图2。上述2种纺纱工艺在头并时均采用6根并合,二并8根并合。

图2 赛络纺细纱机与所纺纱线图像
1.4 纱线性能测试
1.4.1 条干均匀度测试
根据GB/T 3292.1—2008《纺织品 纱线条干不匀试验方法 第1部分 电容法》标准,利用YG139Y细纱条干均匀度测试仪测试混纺纱线的条干均匀度,条干均匀度测试仪测试速度设置为200 m/min,测试纱线片段30片,计算30次测试结果的平均值。
1.4.2 毛羽指数测试
根据FZ/T 01086—2020《纺织品 纱线毛羽测定方法 投影计数法》,利用YG172A纱线毛羽测试仪测试混纺纱线的毛羽指数,测试纱线片段长度为10 m,测试速度设置为30 m/min,毛羽长度定义为2 mm以上,测试纱线片段30片,计算30次测试结果的平均值。
1.4.3 力学性能测试
根据标准GB/T 3916—2013《纺织品 卷装纱 单根纱线断裂强力和断裂伸长率的测定》,利用INSTRON 5590万能材料试验机测试混纺纱线的断裂伸长率、断裂强力等力学性能指标。INSTRON 5590万能材料试验机测试参数设置:选择等速拉伸,纱线夹持测试有效长度为500 mm,拉伸速度为100 mm/min,测试纱线片段30片,计算30次测试结果的平均值。
2 结果与讨论
2.1 纱线条干均匀度分析
不同不锈钢纤维含量的不锈钢纤维/粘胶纤维混纺纱线的条干均匀度测试结果见表1。
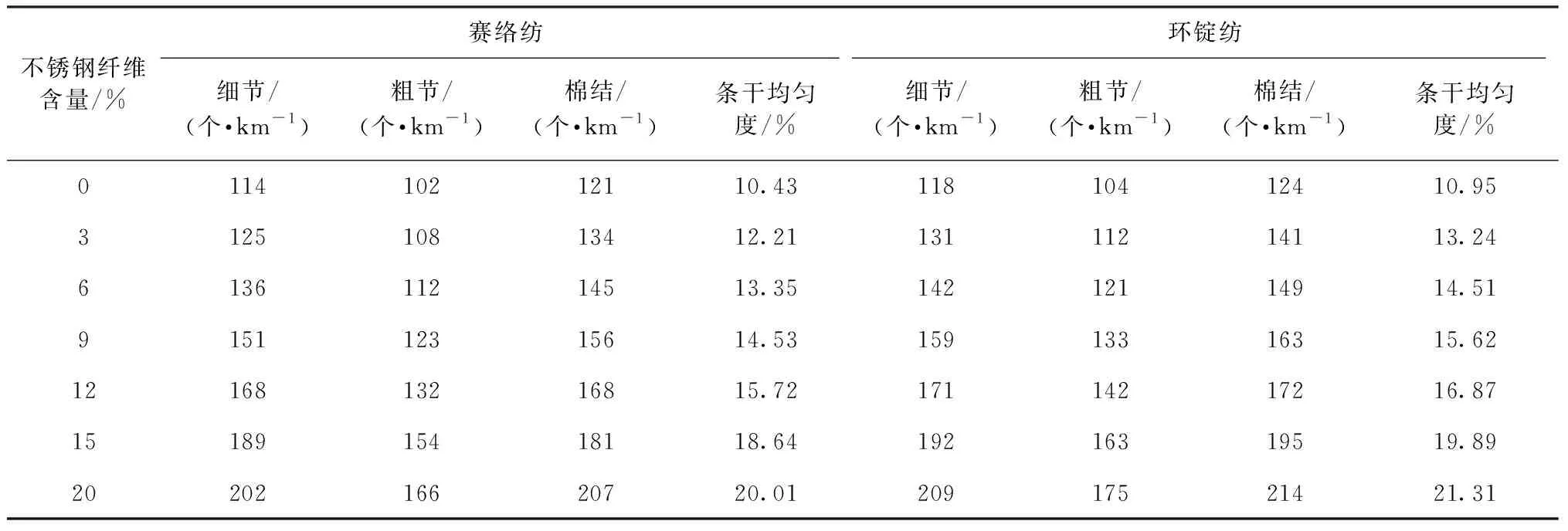
表 1 不同不锈钢纤维含量混纺纱线的条干均匀度

2.2 纱线毛羽指数分析
不同不锈钢纤维含量规格的不锈钢纤维/粘胶纤维混纺纱线的毛羽指数测试结果见表2。
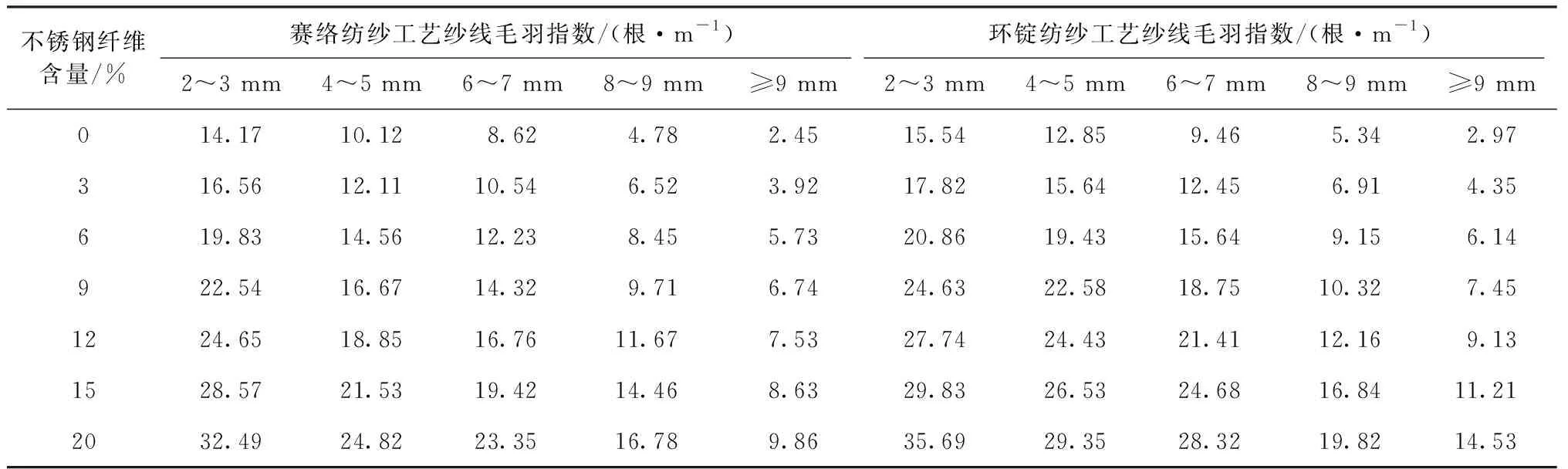
表2 不同不锈钢纤维含量纱线的毛羽指数
从表2可以看出,在环锭纺纱工艺与赛络纺纱工艺条件下,纺制纱线的毛羽指数随着不锈钢纤维含量的增加而增加,说明混纺纱线中随着不锈钢纤维含量的增加,纱线内纤维的握持程度下降,造成毛羽指数增加。相比传统的环锭纺纱工艺,赛络纺纱工艺极大地降低了纺制纱线的毛羽指数,这是由于赛络纺纱工艺是从前罗拉输出后,2根弱捻纱条在捻合阶段相互为中心相互卷绕,把纱条主体的毛羽卷进纱线内部,并得到良好的握持,该工艺很大程度上降低了纱线的毛羽指数,从该角度分析可以得出纺制不锈钢纤维与粘胶纤维混纺纱线,赛络纺纱工艺优于环锭纺工艺。
2.3 纱线力学性能分析
不同不锈钢纤维含量规格的不锈钢纤维/粘胶纤维混纺纱线的力学性能测试结果见表3。从表3可以看出,在环锭纺纱工艺与赛络纺纱工艺条件下,纺制纱线的断裂强力随着不锈钢纤维含量升高而降低,断裂伸长率随着不锈钢纤维含量升高而提高,由此可知,混纺纱线中不锈钢纤维的混入降低了粘胶纤维间纤维的抱合力,致使纱线内纤维相对滑移的摩擦力降低,纱线断裂强力下降,断裂伸长率增加。在不锈钢纤维含量超12%后,这种变化增幅增加,成纱质量下降速度增加。由纺制纱线力学性能角度可以推知不锈钢纤维与粘胶纤维混纺纱线中的不锈钢纤维含量应控制在12%以内,以避免影响纱线的成纱质量。在环锭纺纱工艺条件下纺制纱线的力学性能略低于赛络纺纱工艺条件下纺制的纱线。这是由于纱线在加捻过程中,赛络纺纱工艺更有利于控制纱线中纤维的内外转移程度,引导纤维规律排列,提高纱线强力。同时纱线条干均匀度与纱线毛羽的降低也是致使纱线力学性能提高的重要因素。
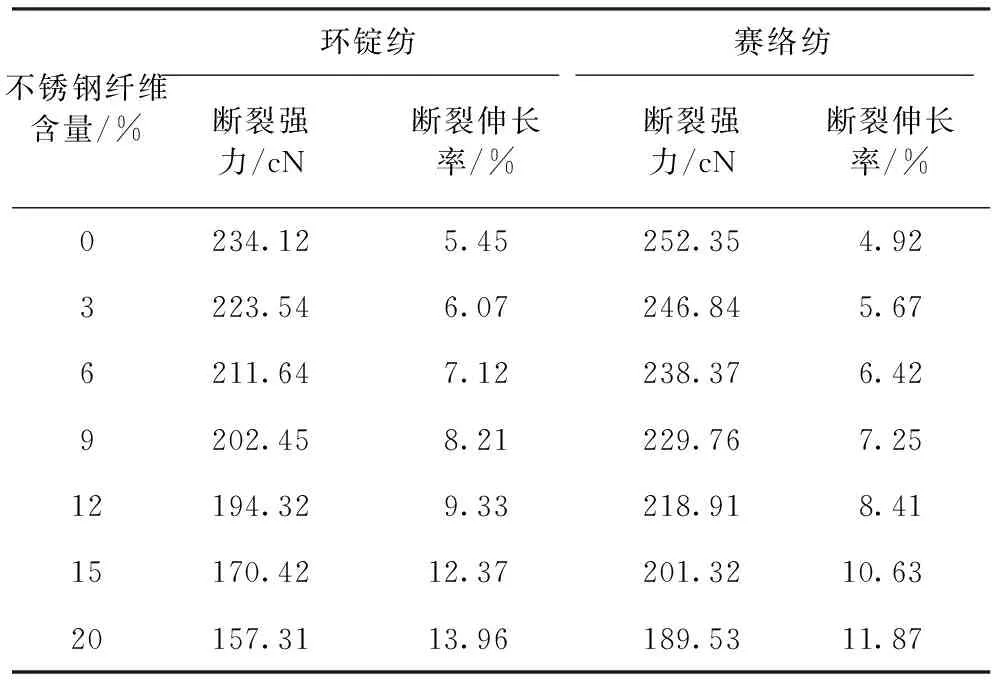
表3 不同不锈钢纤维含量纱线的力学性能测试结果
3 结束语
本文通过环锭纺纱工艺与赛络纺纱工艺条件纺制了不同不锈钢纤维含量的不锈钢纤维/粘胶纤维混纺纱线,并利用条干均匀度、纱线毛羽指数与纱线力学性能评价纺制纱线的性能,测试表明条干均匀度、纱线毛羽指数与纱线力学性能随着混纺纱线中不锈钢纤维含量的升高而下降,认为不锈钢纤维/粘胶纤维混纺纱线中的不锈钢纤维含量应控制在12%以内。同时采用赛络纺纱工艺条件纺制了不同不锈钢纤维含量的不锈钢纤维/粘胶纤维混纺纱线的条干均匀度、纱线毛羽指数与纱线力学性能优于环锭纺纱工艺,该工艺适宜于纺制不锈钢纤维/粘胶纤维混纺纱线,具有很强的纺制技术优势。
猜你喜欢
纺织学报(2022年9期)2022-09-22
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年1期)2022-07-12
纺织学报(2022年2期)2022-03-18
纺织科学研究(2021年6期)2021-07-15
纺织科学研究(2021年6期)2021-07-15
中国纤检(2018年12期)2018-12-14
中国纤检(2017年3期)2017-04-06
纺织导报(2015年6期)2015-12-31
纺织导报(2009年10期)2009-11-17
