
响应面优化碳气凝胶基阴极材料制备
2022-02-14 07:33赵少远袁守军
广州化工 2022年2期
赵少远, 袁守军
(合肥工业大学土木与水利工程学院, 安徽 合肥 230009)
在FeⅡ/FeⅢLDH-CCA 复合材料制备过程中, 纤维素含量、 碳化温度会影响碳气凝胶的多孔结构和吸附性能[1], 而阴极板表面及内部的物质传输和能量交换与此息息相关, 进而对阴极材料的电催化氧化性能形成控制[2-4]。 FeⅡ/FeⅢLDH 催化剂负载量是影响复合阴极板上H2O2的生成与降解并转化为·OH 的重要因素, 是电芬顿反应速率非常关键的控制点[5]。
本研究中选取以上参数对FeⅡ/FeⅢLDH-CCA 复合材料的制备工艺进行优化。 选用难降解有机化合物罗丹明B(RhB)作为模型物质, 以复合材料对RhB 的去除率作为响应值, 采用响应曲面法对三个制备工艺参数(纤维素含量Ccel、 碳化温度Tc、催化剂生长浓度Ccata)进行了系统评价和优化, 量化了FeⅡ/FeⅢLDH-CCA 制备工艺条件与其对RhB 去除效率之间的关系,从而实现通过对制备工艺参数的控制来优化FeⅡ/FeⅢLDHCCA 的电芬顿性能。
1 实 验
1.1 试剂和设备
棉短绒(200 目, α-纤维素含量>98%), 山东潍坊大地棉绒厂; 阳极板Ti-IrO2(3.0 cm×2.0 cm×1 mm), 江苏苏州义万临科技。
氢氧化钠、 脲、 无水硫酸钠、 九水硝酸铁、 七水硝酸亚铁、 氟化铵、 浓硝酸、 叔丁醇, 均为分析纯, 国药集团化学试剂有限公司; RhB(≥98%), 安耐吉化学; 实验用水为超纯水。
JJ-001 悬挂式电动搅拌机, 常州市金坛友联仪器研究所;BT2KXL 冷冻干燥机, 美国 VirTis 公司; SK2-2-10 管式炉, 上海严实电炉厂; MS602D 直流稳压电源, MAISHENG; Gemini 300 扫描电子显微镜, 德国卡尔蔡司; UV-5500PC 紫外可见分光光度计, 上海元析仪器。
1.2 实验方法
1.2.1 FeⅡ/FeⅢLDH-CCA 制备方法
按质量比NaOH/Urea/H2O=7∶12∶81 配制碱脲溶液[6],一定量的干燥棉短绒粉在其中低温搅拌溶解, 后经多次冷冻解冻交联获得纳米纤维素纤维分散液(NFC), 制取了纤维素含量(Ccel)为3ω%, 4ω%, 5ω%的 NFC, 分别用3、 4、 5 指示类型编码。 将上述制取的NFC 分散液50 ℃下制模凝胶, 随后经多次去离子水置换洗涤获得洁净的纤维素水凝胶。 将水凝胶转移至-50 ℃下快速冷冻2 h, 快速转移到-70 ℃, 40 mTor 条件下冷冻干燥72 h, 最终制得纳米纤维素气凝胶(NCA)。
在N2氛围保护下NCA 煅烧2 h 制得纤维素衍生碳气凝胶(CCA)。 分别制备了碳化温度(Tc)为 700 ℃、 800 ℃、 900 ℃的CCA, 分别以A、 B、 C 表示类型编码。 浓硝酸预处理碳气凝胶去除表面杂质, 依次用丙酮、 乙醇、 去离子水超声清洗10 min, 洗净干燥待用。 将两种铁金属盐按摩尔比(M2+∶M3+=2∶1)配好后加入60 mL 超纯水中, 搅拌0.5 h。 再以一定摩尔比加入脲和氟化铵 (nurea∶NNH4F=4), 混合搅拌0.5 h 后转移至反应釜[7]。 将CCA 竖直浸没在混合溶液中, 120 ℃水热反应10 h, 反应结束后室温陈化24 h, 洗净待用, 分别制备了催化剂(Fe2+)生长浓度(Ccata)为15 mmol/L、 20 mmol/L、 25 mmol/L的FeⅡ/FeⅢLDH-CCA, 分别以Ⅰ、 Ⅱ、 Ⅲ指示类型编码, 因此指示代号3-B-Ⅲ表示纤维素含量Ccel为3 ω%、 碳化温度Tc为850 ℃、 催化剂生长浓度Ccata为25 mmol/L 的 FeⅡ/FeⅢLDHCCA, 以此类推。
1.2.2 单因素实验
本试验装置以IrO2-Ti 复合板作为阳极板, 以不同参数组合类型的FeⅡ/FeⅢLDH-CCA 为阴极板。 电解质为50 mmol/L Na2SO4溶液, RhB 初始浓度设定在30 ppm, 试验时反应温度25 ℃, 搅拌速度控制在50% vmax, 稳定电流模式下电流I=40 mA,氧气通量Q=150 mL/min。 通电前均预先曝气30 min, 以使电解液中溶解氧达到饱和状态。 保持碳化温度Tc=850 ℃, 催化剂生长浓度Ccata=15 mmol/L, 探究纤维素含量对材料去除RhB效果影响; 保持材料纤维素含量Ccel=5ω%, 催化剂生长浓度Ccata=25 mmol/L, 探究碳化温度材料去除RhB 效果影响; 保持纤维素含量Ccel=5ω%, 碳化温度Tc=850 ℃, 探究催化剂生长浓度对材料去除RhB 效率影响。
1.3 分析测试方法
紫外-可见分光光度法测定RhB 浓度: 使用UV-5500PC 紫外可见分光光度计对不同浓度样品进行吸光度检测, 扫描波长λ=400 nm。 取 2 mL 经过 0.45 μm 水系滤膜的样品溶液, 稀释至10 mL, 静置10 min 后进行检测。 绘制标准曲线并依据下式计算RhB 去除率Re(%)

式中,C0为RhB 的初始质量浓度(mg/L),Ct表示RhB 在时刻t所对应的质量浓度(mg/L)。
1.4 试验设计方法
根据以往的研究, 选取3 个具有显著影响的因素纤维素浓度Ccel、 碳化温度Tc、 催化剂生长浓度Ccata。

表1 响应面试验因素与水平设计Table 1 Variance and level design of response surface
1.5 数据统计及分析作图
本实验所使用的数据分析软件和实验设计软件分别为Origin 2018 和 Design-expert 12.0。
2 结果与讨论
2.1 单因素实验
图1 ~图3 所给出的180 min 内RhB 去除曲线趋势基本一致, FeⅡ/FeⅢLDH-CCA 对 RhB 的 180 min 去除率与各变量呈正相关关系。 内插图显示了120 min 内纤维素含量、 碳化温度、催化剂生长浓度对FeⅡ/FeⅢLDH-CCA 吸附去除RhB 的影响,结果表明, 各个条件下, 复合材料对RhB 的吸附在60 min 内基本上达到平衡状态, 其中纤维素含量、 催化剂生长浓度对吸附作用的影响明显。

图1 纤维素浓度对RhB 去除率的影响Fig.1 Effect of cellulose content on RhB removal efficiency

图2 碳化温度对RhB 去除率的影响Fig.2 Effect of carbonization temperature on RhB removal efficiency

图3 催化剂生长浓度对RhB 去除率的影响Fig.3 Effect of catalyst generating concentration on RhB removal efficiency
2.2 FeII/FeIII LDH-CCA 的制备工艺参数优化
2.2.1 RhB 去除率响应值Y 结果方程式

式中,X1表示纤维素含量编码值,X2表示碳化温度编码值,X3表示催化剂生长浓度编码值, 变量的系数大小表示对Y值的影响强度, 系数正负表示变量是否具有协同作用, 所以从系数上来看, 纤维素含量和催化剂生长浓度的系数分别为5.47、 5.43 均大于碳化温度编码值系数1.90, 表明Ccel和Ccata对RhB 去除率有较大影响。
2.2.2 ANOVA 分析及二次回归拟合
根据表3 响应值Y(RhB 去除率)的模型ANOVA 分析, 模型F 值为141.89 表明预测模型是显著的。 p 值小于0.0500 表示模型项显著。 在这种情况下,X1,X2,X3,X1X3,X2X3,是重要的模型项。 失拟项F值为1.81 意味着缺乏拟合相对于纯误差并不显著。 有28.48%的概率, 是由于噪声产生这个水平的失拟项F值。 预测值R2=0.9461 与调整值R2=0.9875 的差值处于小于0.2 的合理水平。
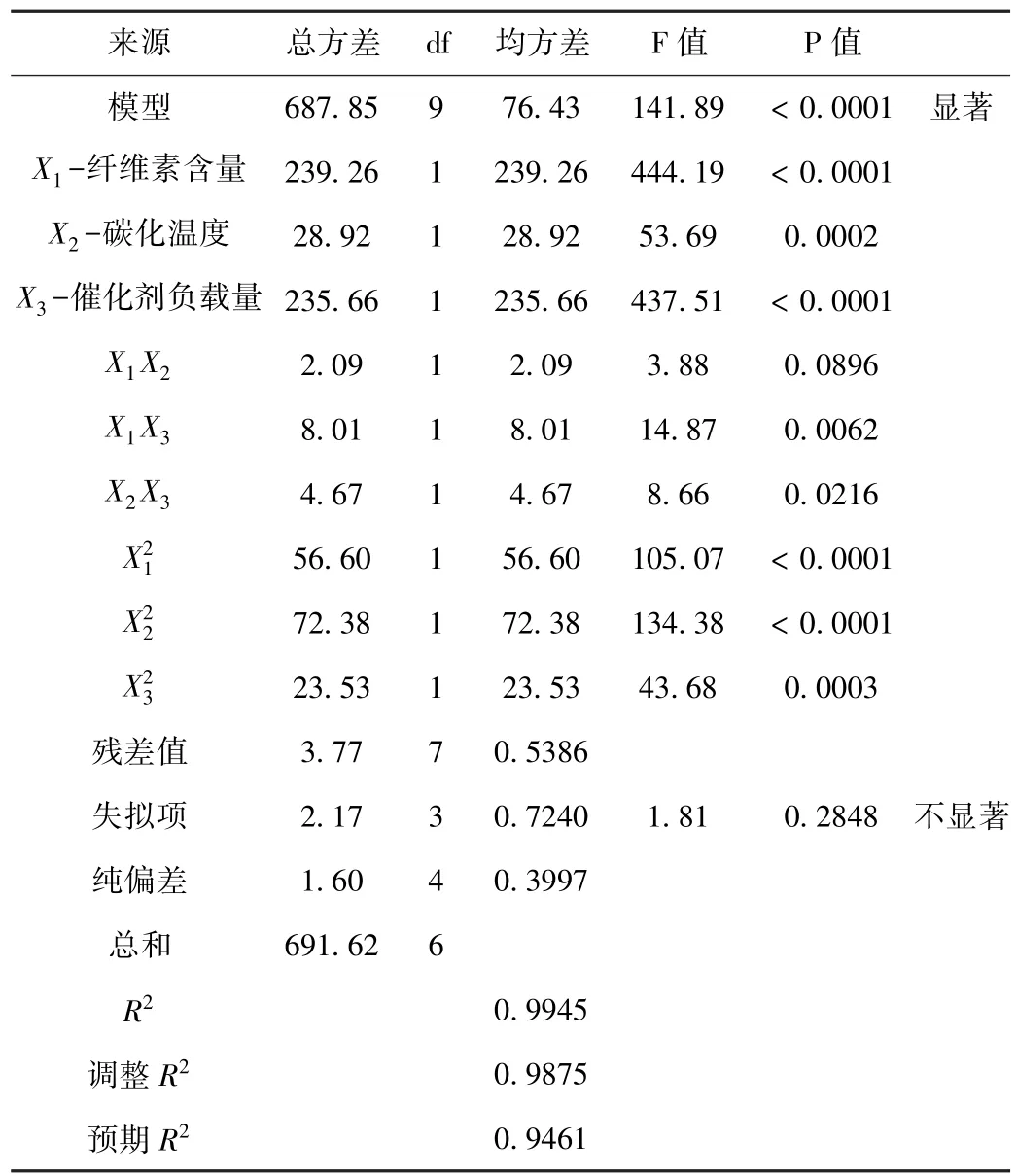
表3 响应值Y(RhB 去除率)的模型ANOVA 分析Table 3 ANOVA for quadratic mode of corresponding value Y(Removal rate of RhB)
2.2.3 交互作用的响应曲面图
如图4(a)所示, RhB 去除率随纤维素含量Ccel增加呈现持续上升趋势, 而随碳化温度Tc呈现先上升,Tc>864.8 ℃后,Y(R.E.)开始下降, 在Ccata= 20 mmol/L 不变的情况下,Y(R.E.)max>81%。 图 4(b)中 RhB 去除率响应值Y(R.E. )随Ccata升高而增加, 在Tc=850 ℃保持不变的情况下,Y(R.E. )在Ccel和Ccata影响下的最高值Y(R.E. )max>84%。 图4(c)显示的是Tc、Ccata两者对Y(R.E.)的影响, 在Ccel=4 ω%保持不变的情况下,Y(R.E.)max>83%。
2.2.4 工艺优化及模型检验
利用二次规划法(QP)对二次模型方程进行优化, 使Y(R.E. ) 在试验范围内达到最大。 采用间歇法确定了Y(R.E.)max对应的材料制备工艺条件为: 纤维素含量Ccel=4.936 ω%、 碳化温度Tc=860.5 ℃、 催化剂生长浓度Ccata=24.99 mmol/L。 考虑到各项指标的消耗最小的要求, 通过模型验证, 确定了最优工艺参数水平, 使RhB 去除率Y(R.E. )达到85.02%, 而在进行的试验中,Y(R.E. )最大值为84.61%(表2)。 在现有的27 种类型材料中, 5-B-Ⅲ型材料的综合表现与最优材料最为接近, 故采用5-B-Ⅲ型的制备工艺参数作为本模型的现实最优值, 纤维素含量Ccel= 5 ω%、 碳化温度Tc=850 ℃、 催化剂生长浓度Ccata=25 mmol/L。

表2 Box-Behnken 设计试验矩阵及相应的试验值和预测值Table 2 Box–Behnken design matrix and corresponding experimental and predicted response
对5-B-Ⅲ型进行模型验证试验, 在相同条件下试验三次,分别获得 85.33%, 84.60%, 85.89% 的结果, 与预测值85.23%相距甚微, 说明通过此模型的预测性符合预期。

图4 RhB 去除率随不同组合变量变化的曲面图Fig.4 Surface plots of target capacitance versus different variables
3 结 论
响应曲面法优化试验结果表明,自变量对因变量的线性和二次效应显著。 考虑到降低制备过程中的能量输出和物料消耗,取最佳制备条件为纤维素含量Ccel=5ω%,碳化温度Tc=850 ℃,催化剂生长浓度Ccata=25 mmol/L,在此条件下,RhB 的180 min 去除率超过85%。 与传统的单因素优化方法耗时、成本高、信息模糊等缺点相比,本研究采用的试验设计方法和建立的模型提供了完整、准确的结果,能够通过不同的自变量系统有效地预测响应。
猜你喜欢
中国资源综合利用(2022年9期)2022-10-13
钢铁钒钛(2022年2期)2022-08-03
黑龙江水利科技(2022年4期)2022-05-25
现代矿业(2022年3期)2022-04-09
炭素(2021年3期)2021-12-31
环境卫生工程(2021年4期)2021-10-13
纺织科技进展(2021年3期)2021-06-09
纺织科技进展(2021年3期)2021-06-09
陶瓷学报(2021年1期)2021-04-13
中国麻业科学(2019年2期)2019-06-18
