
常减压蒸馏装置长周期运行腐蚀分析与防腐蚀策略
2022-03-07 07:35张林
石油化工腐蚀与防护 2022年1期
张 林
(中韩(武汉)石油化工有限公司,湖北 武汉 430082)
中国石化某石化公司2号常减压蒸馏装置于2007年12月建成投产,设计加工能力5 Mt/a,主要由电脱盐、初馏、常压蒸馏、减压蒸馏和压缩机等系统组成,装置设计加工胜利原油和阿曼原油的混合原油(混合比为1∶1),硫质量分数和酸值设计值分别为0.96%和1.00 mgKOH/g。装置主要加工仪长管输原油,2016年6月开工运行至2020年10月停工大修改造,首次实现“四年半一大修”的长周期运行目标。
随着炼油企业加工原料重质化、劣质化趋势加剧以及设备服役时间日益延长,炼油装置长周期安全运行会面临较大挑战[1]。因此,为提升设备管理水平,实现炼油装置“五年一修”长周期安全运行,针对2号常减压蒸馏装置运行期间加工原油和腐蚀监检测情况,结合大修期间腐蚀检查发现的问题,综合分析设备腐蚀现状和工艺防腐蚀控制效果,分别从原油质量与电脱盐、工艺防腐蚀与腐蚀监检测、增强预知性维修等方面提出了防腐蚀策略,全力确保炼油装置安全稳定长周期运行。
1 主要腐蚀问题
1.1 运行期间出现的腐蚀问题
常减压蒸馏装置的腐蚀包括低温腐蚀和高温腐蚀。低温腐蚀主要表现在常压塔顶循系统和减一线系统的设备和管线。其中减一线系统换热器和管线发生铵盐沉积和冲刷腐蚀,包括原油-减一线换热器E-1201泄漏,减一线流量表引压管、泵叶轮以及进出口管线阀体冲刷腐蚀(见图1)。常压塔顶循系统腐蚀主要是指常顶换热器E-1001A/B/C与空冷器A-1002之间碳钢管道的腐蚀减薄,管道测厚最小值5.35 mm,减薄率43.7%。高温腐蚀主要是高温硫和环烷酸腐蚀问题,主要发生在常压炉转油线(20R+316L)和减压炉转油线(20R+316L)焊缝的冲刷腐蚀泄漏(见图2)。

图1 减一线下回流副线阀阀体泄漏

图2 减压炉转油线复合衬里焊缝泄漏
1.2 停工检查发现的腐蚀问题
(1)初馏系统
初顶油气-低温热水换热器E-1401壳程介质为低温热水,管束表面有大量锈垢,垢下有蚀坑深0.2~0.5 mm,腐蚀形貌见图3。初顶后冷器E-1510D壳程介质为循环水,壳体内壁轻微积垢,垢下基体表面可见蚀坑,蚀坑深度0.5~1.0 mm,管束表面腐蚀严重,防腐涂层破坏严重,蚀坑深度约1.5 mm,腐蚀形貌见图4。另外含盐污水水冷器E-1517B管束外表面坑蚀严重,共抽检75根换热管,其中有2根减薄超过60%,6根腐蚀减薄40%~60%,15根腐蚀减薄20%~40%。

图3 E-1401管束外壁腐蚀形貌

图4 E-1510D管束腐蚀形貌
(2)常压系统
常压转油线的三通左侧支管马鞍口约1.3 m焊缝只有0.3 m完整复层合口,其余复层焊口开焊(含原焊缝未熔合)或腐蚀开裂,见图5。转油线北部斜三通与直管段接口处存在凹陷,凹陷沟槽宽4 mm,最深处约5 mm。

图5 常压转油线马鞍口复合衬里开裂
常压塔C-1002顶部封头及顶部塔内壁局部附着一层黑色垢物,厚度约10 mm,垢下密布蚀坑,蚀坑深0.5~1.0 mm,塔壁环向焊缝及垂直焊缝较饱满,热影响区局部蚀坑深度达3.0 mm;顶回流分布管表面腐蚀严重,蚀坑深1.0~3.0 mm,最大直径8.0 mm,腐蚀形貌见图6。顶部第一层塔盘浮阀脱落约20%,塔盘表面局部密布蚀坑,深约0.2 mm,溢流堰局部减薄约1.3 mm,顶一层塔盘316L腐蚀挂片腐蚀速率0.1 mm/a;顶数第二层及第七层塔盘浮阀腐蚀减薄严重,部分浮阀已薄如纸片,腐蚀形貌见图7。

图6 常压塔顶内壁焊缝腐蚀形貌

图7 常压塔顶浮阀及塔盘腐蚀形貌
常顶后冷器E-1511A—D壳程介质为循环水,4台换热器壳体内壁表面均附着轻微水垢,垢下有明显蚀坑,蚀坑深度0.5~1.0 mm;E-1511C/D管束表面防腐涂层局部鼓包脱落,脱落部位管束表面蚀坑严重,如图8所示。常一线水冷器E-1512管束整体坑蚀严重,有2根管束减薄超过60%,25根腐蚀减薄20%~40%。

图8 E-1511C管束腐蚀形貌
(3)减压系统
减压转油线材质为20R+316L,部分焊缝存在局部腐蚀开裂问题,腐蚀形貌见图9。鉴于转油线内衬复合板焊缝发生开裂,本次检修时对局部缺陷焊缝进行补焊,同时对斜插三通DN600与支管DN400角焊缝进行重新处理。
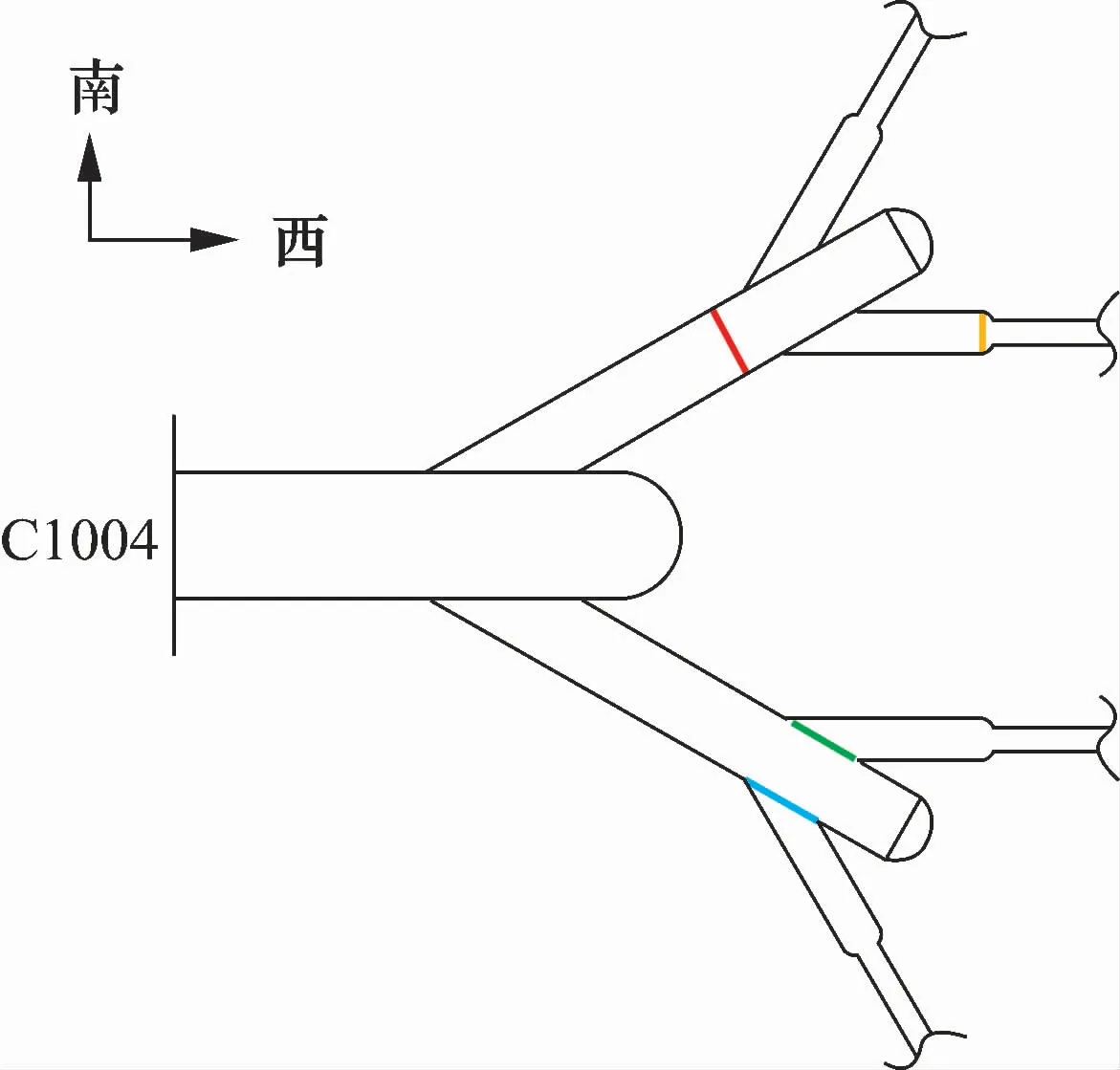
图9 减压转油线内衬复合板焊缝缺陷分布
C-1004材质为16MnR+316L,减一线一段填料东北方向发生局部塌陷,深度约80 mm;减一线二段填料上方分布器内可见填料碎片,主要为氯化铵盐沉积垢下腐蚀,腐蚀形貌如图10所示。减二线填料靠近人孔处发生局部塌陷,深度180 mm;减二线集油箱上部少数盖板表面存在较多蚀坑,蚀坑直径2.0~8.0mm,蚀坑深约0.8mm。

图10 减压塔减一线填料破碎形貌
原油-减一线换热器E-1201A管箱隔板与管箱连接处有较大凹坑,凹坑尺寸为50 mm×20 mm,深约15 mm,腐蚀形貌见图11。管箱隔板密封面腐蚀严重,局部呈锯齿状,如图12所示。腐蚀原因为氯化铵盐沉积垢下腐蚀。

图11 E-1201A管箱密封面蚀坑形貌
图12 E-1210A管箱隔板腐蚀形貌
(4)压缩机系统
压缩机出口水冷器E-1519管箱内部堆积大量泥垢及少量黏泥,垢下有大片蚀坑,隔板表面有较大蚀坑,直径约15 mm,深约1.5 mm,管板约80%管口堵塞,为循环水腐蚀,腐蚀形貌见图13。管束表面及壳体内壁密布蚀坑,蚀坑深度约0.5 mm,腐蚀形貌见图14。腐蚀机理为低温HCl-H2SH2O腐蚀。

图13 E-1519管箱隔板结垢腐蚀形貌

图14 E-1519管束腐蚀形貌
1.3 影响装置长周期运行的主要腐蚀问题
(1)低温部位腐蚀。常减压蒸馏装置三顶冷凝冷却系统的HCl-H2S-H2O腐蚀部位主要包括塔顶换热器、空冷器、水冷器及其管线,其中处于相变部位(初凝区)的换热器或空冷器入口腐蚀相对严重[2-4],加强工艺防腐蚀操作和腐蚀监检测,加快推进“三顶精准加注智能控制系统”在常压塔顶挥发系统的应用;另外重视减一线铵盐腐蚀问题,加强腐蚀测厚。
(2)高温硫和环烷酸腐蚀。在常减压转油线,复合衬里焊缝存在腐蚀缺陷,势必会造成腐蚀泄漏,故检修期间彻底完成复合内衬焊缝处理,确保转油线隐患基本消除。
(3)循环水腐蚀。从冷换设备腐蚀情况看,装置冷凝冷却器水侧腐蚀结垢情况总体较好,存在问题主要在循环水走壳程的初顶E-1510和常顶E-1511管束,原因为循环水流速低而导致结垢,垢下腐蚀严重。
2 常减压蒸馏装置防腐蚀综合分析
综合2号常减压蒸馏装置存在的腐蚀问题,分析认为在经历四年半长周期生产运行后,设备总体状况良好,这与企业重视工艺、设备运行管理和防腐蚀管控措施得当密不可分。
2.1 原料油管控
加工原油的性质是影响常减压蒸馏装置长周期运行的重要因素之一,如原油硫、酸超过设防值,氯含量、盐含量或者其他杂质含量过高,都会导致设备和管线腐蚀加剧,甚至会造成装置非计划停工,因此严格控制采购原油种类显得十分必要[5]。2016—2020年原油性质统计数据见图15。由图15可以看出,装置2016—2020年加工原油的硫质量分数、酸值均满足0.96%和1.00 mgKOH/g设计值,而且原油酸值逐年下降,缓解了常减压及后续二次加工装置防腐蚀压力。
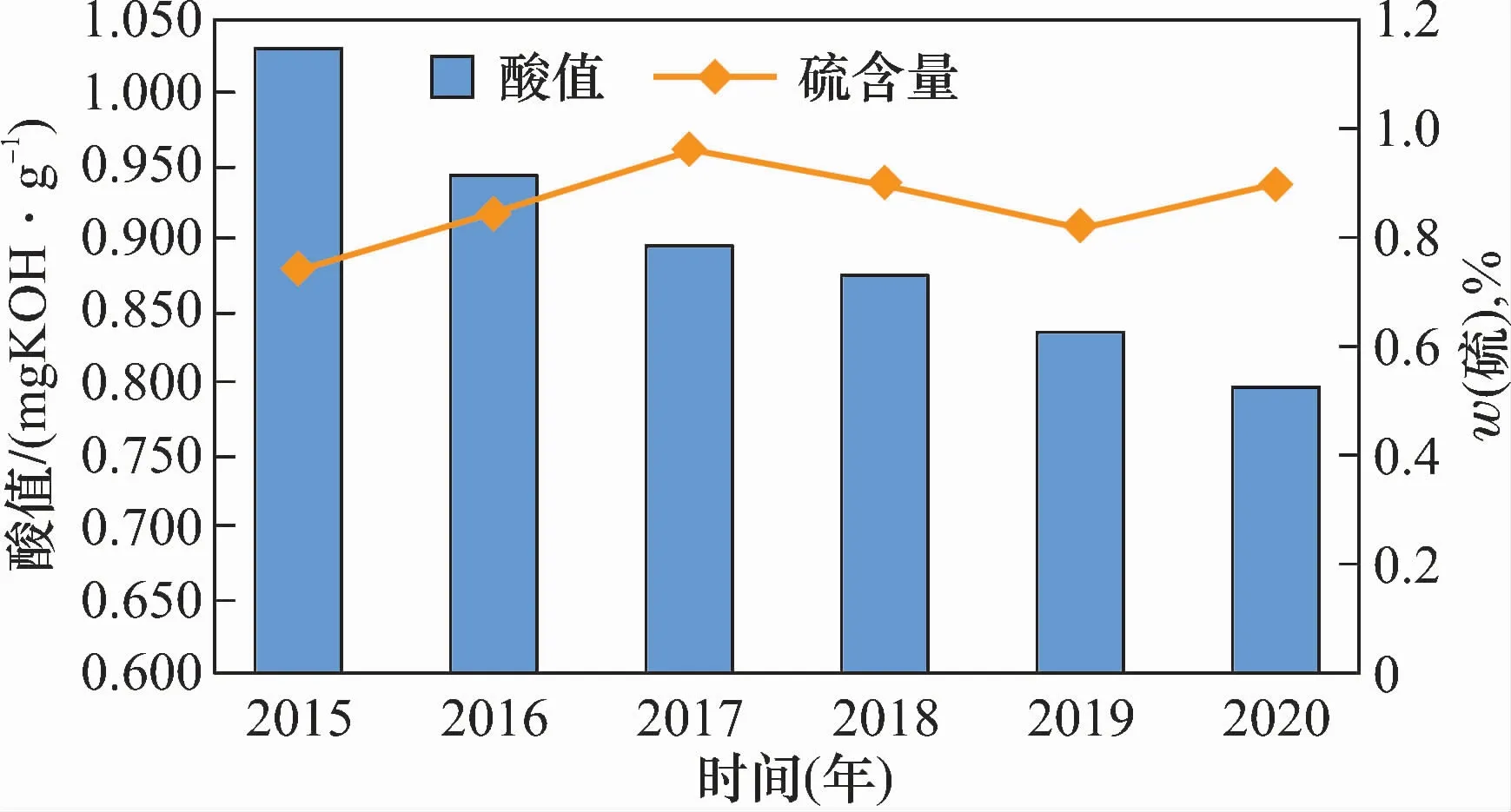
图15 装置加工原油的酸值和硫含量统计
2.2 “一脱三注”工艺防腐蚀
常减压装置作为炼油企业的生产龙头,其长周期、安全、稳定的运行对整个企业的生产至关重要;“一脱三注”工艺防腐效果直接影响装置长周期运行和二次加工装置原料油质量[6-7]。
(1)电脱盐运行管理。原油电脱盐运行好坏直接影响塔顶低温系统的安全运行。企业目前两套原油电脱盐装置,分别采用交直流和脉冲电脱盐技术,原油脱后盐质量浓度小于3.0 mg/L、水质量分数小于0.2%,电脱盐合格率大于92%。装置2016—2020年电脱盐效果统计见图16。

图16 电脱盐合格率和脱后盐含量统计
(2)“三注”工艺防腐蚀。装置塔顶采用注氨水(中和剂)、缓蚀剂、注水的“三注”防腐蚀工艺,2016—2020年三顶含硫污水监测分析数据统计结果见表1。由表1可以看出,装置塔顶系统含硫污水pH值控制稳定,铁离子质量浓度小于3.0 mg/L,腐蚀控制达标。

表1 装置三顶含硫污水分析数据 mg/L
(3)减压系统防高温腐蚀。采用加注高温缓蚀剂控制技术,监测减二线、三线蜡油中铁离子质量浓度小于1.5 mg/L,证明控制稳定。
3 结 语
2020年装置检修期间完成了转油线复合衬里焊缝修复、初顶油气冷却器E-1401管束钛管升级,初顶后冷器E-1510、常顶后冷器E-1511管束更新等,为设备可靠运行打下良好基础。为保证装置长周期安全运行,仍需加强设备防腐蚀管理,具体防腐策略如下:
(1)合理控制原油性质。装置加工原油性质的稳定以及有效控制腐蚀性介质含量是装置腐蚀控制的根本,是设备长周期运行的保证。
(2)开展原油深度电脱盐技术攻关。从目前两套电脱盐运行情况看,脱后盐质量浓度平均控制在2.5 mg/L左右,能够满足控制工艺指标。但如果进一步开展电脱盐工艺优化,在不提高注水量的前提下,采取二级注水反注一级,提高单级比例,同时适当提高电脱盐温度等措施,提高电脱盐脱盐率,而且保证脱后原油盐的质量浓度在1.5 mg/L以下,将会大大缓解塔顶挥发系统腐蚀控制压力,同时也降低后续加工原料油中杂质含量。
(3)加强工艺防腐蚀管理,保证工艺操作平稳。重视装置塔顶“三注”工艺防腐蚀操作等,用好常压装置“精准加注智能控制系统”,避免装置挥发系统局部结盐沉积。
(4)加强腐蚀监检测工作。落实关键部位腐蚀介质检测、确保在线腐蚀监测探针系统正常运行,定期采用脉冲涡流扫查技术对设备管线缺陷进行排查。
(5)开展装置检修后设备适应性评价。从原油适应性、工艺防腐蚀效果以及工艺设备可靠性考虑,通过停工大检修设备腐蚀检查工作,评估整个装置可靠性。
猜你喜欢
高师理科学刊(2022年9期)2022-10-20
腐蚀与防护(2021年6期)2021-12-17
能源工程(2021年5期)2021-11-20
建材发展导向(2021年15期)2021-11-05
焊管(2021年7期)2021-07-27
防爆电机(2020年5期)2020-12-14
石油化工腐蚀与防护(2020年5期)2020-11-13
文物保护与考古科学(2020年1期)2020-04-06
海峡姐妹(2019年6期)2019-06-26
表面工程与再制造(2019年1期)2019-05-11
