
汽车轮毂旋压成形工艺研究
2022-07-26 02:08赵玉霞孙华雨方雷
精密成形工程 2022年7期
赵玉霞,孙华雨,方雷
汽车轮毂旋压成形工艺研究
赵玉霞,孙华雨,方雷
(河南机电职业学院,河南 新郑 451191)
优化汽车轮毂旋压成形过程中的工艺参数。设计了四因素四水平正交试验,研究了摩擦因数、旋轮圆角半径、进给率、主轴转速对第1道次和第2道次试样壁厚比值的影响。在第1道次中,进给率对壁厚比值影响最大,其次是摩擦因数、旋轮圆角半径,主轴转速对壁厚比值影响较小。在第2道次中,摩擦因数对壁厚比值影响最大,其次是主轴转速,最后为旋轮圆角半径和进给率。第1道次最优工艺组合为4431,即摩擦因数为0.4,旋轮圆角半径为25 mm,进给率为0.7 mm/r,主轴转速为150 r/min;第2道次最优工艺组合为2243,即摩擦因数为0.2,旋轮圆角半径为8 mm,进给率为1.4 mm/r,主轴转速为210 r/min。所制备的轮毂在0°、90°、180°、270°等4个位置测得的屈服强度相近、抗拉强度也相近,屈服强度和抗拉强度的均值分别为213 MPa和263 MPa,说明所制备的轮毂在4个角度位置具有较优的力学性能均匀性。
旋压成形;汽车轮毂;壁厚比值;摩擦因数;旋轮圆角半径;进给率;主轴转速
汽车轮毂作为承载着全车重量的重要组件,在汽车行进的过程中,兼具传递动力、减震等作用,其性能的优劣将会直接影响到汽车的安全性、舒适性、使用寿命和外观等[1-2]。随着我国科技水平和制造业水平的协同发展,现阶段的汽车轻量化设计引起了厂商和消费者的广泛关注[3-4],铝合金作为一种轻质、强度高、散热性优的材料,代替传统钢材广泛应用于汽车轮毂的制造中,成为了高端汽车的标志。轮毂的制造方法主要有铸造法、锻造法和旋压法[5-8],其中旋压法[9-12]是在特定压力和温度下,通过持续不断的旋转和挤压运动,将轮毂的轮辋结构不断滚压延展,通过旋轮运动实现受力点均匀分布的一种成形加工技术,在加工过程中,保持了金属内部纤维的连续和完整性。基于旋压法所制备的试样具有抗疲劳性能优、抗拉强度和硬度高的优点,通过旋压模更换可以制备出不同规格的轮毂。
曹振等[13]基于强力旋压技术对AZ80镁合金材质轮毂进行减薄,研究了旋压温度、进给比和壁厚减薄率对轮毂性能的影响,研究表明,屈服强度、抗拉强度和伸长率相较于铸态组织均有超过150%的提升。姬广欣等[14]通过实验设计和分析,提出了铸旋铝合金轮毂毛坯的设计流程,确定了设计前后的体积比为(1.03±0.1)︰1,并制定了造型设计规范。宋鸿武等[15]介绍了铝合金轮毂的铸旋成形新技术,分析了铸旋工艺在铝合金轮毂轻量化中的作用,采用铸旋工艺生产可减重5%~15%。唐季平等[16]采用有限元软件模拟了曲轴轮毂多道次旋压成形过程,研究表明,增加旋压成形道次可以增大板坯金属变形区域和等效应力分布的均匀性。徐世文等[17]以某款车轮旋压模具为研究对象,对改进后的模具进行验证,发现该模具能够满足不同铸造毛坯的旋压,且控制上模压力在4.5 MPa内。胡强等[18]通过旋压成形数值模拟及实验,发现当旋压首道次压下率为40%时,轮辋壁厚较均匀,坯料隆起高度较小,材料贴模性较好,2个旋轮所受压力较稳定,沿轮辋厚度方向变形较大且均匀。
文中采用四因素四水平的正交试验方法,以铝合金材质的轮毂为研究对象,对其旋压成形工艺进行系统研究。在正交试验中,以旋压工艺中第1道次和第2道次过程中的摩擦因数、旋轮圆角半径、进给率、主轴转速为因素,以轮毂壁厚比值作为考核指标,最终获得了2个道次的最优工艺组合方案。
1 试验
1.1 材料
使用的原材料为6061铝合金,为Al–Mg–Si系铝合金,其物理和力学性能基本信息如下:密度为2.75 g/cm3,熔点为580~650 ℃,弹性模量为67.8 GPa,抗拉强度为125 MPa,屈服强度为54.1 MPa,断裂伸长率为24.5%。6061铝合金是目前商用铝合金轮毂中最常见的材料。
1.2 试样
文中目标产品为汽车轮毂,如图1所示,成形采用锻造–旋压相结合的方式,旋压工艺部分采用强力旋压–普通旋压2道次相结合的方式,其中强力旋压完成轮辋的壁厚减薄和长度伸长,普通旋压作为补充,主要完成轮辋成形工作,获得所要求的形状。所研究的汽车轮毂直径为566 mm,轮辋部分的厚度为10 mm。以轮毂壁厚比值(定义为成形后轮辋不同区域厚度的比值)作为考核指标[19],用以衡量所制备试样成形质量的优劣,比值越低(趋近于1),成形试样的壁厚均匀性越高,成形质量越优。

图1 汽车轮毂结构示意图
1.3 正交试验设计
利用SPSS软件进行方案设计,根据6061铝合金材料物理特性、旋压成形工艺原理和已有经验,设计四因素四水平试验表,如表1所示。文中采用的旋压工艺包含第1道次和第2道次,2道次均采用正交试验法。四因素分别为摩擦因数、旋轮圆角半径、进给率、主轴转速。
2 结果与讨论
2.1 正交试验分析
表2为基于SPSS软件生成的关于第1道次和第2道次的因素水平试验表和对应结果,可以看出,单道次试验设计了16组。采用极差法研究各个因素对壁厚比值的影响显著性,其中极差是指某一因素在不同水平下试验结果的最大均值与最小均值之差,各因素对指标的影响显著性可通过极差来反映,极差越大,该因素对指标的影响越大。研究四因素对试验结果的极差分析情况,其统计结果如表3所示。
表1 正交试验因素水平表
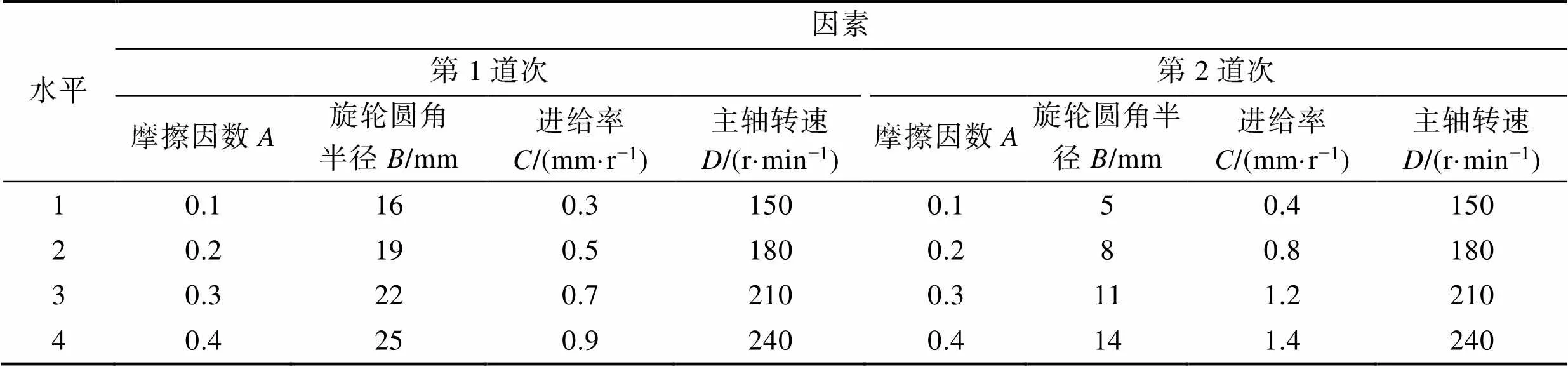
Tab.1 Factor level of orthogonal experiment
表2 正交试验设计及结果统计表

Tab.2 Orthogonal experimental design and results
表3 极差统计表

Tab.3 Range statistics
分析表3中的极差数值可知,在第1道次中,进给率的极差最大,说明进给率对壁厚比值的影响最大,其次是摩擦因数、旋轮圆角半径,二者的极差较相近,主轴转速的极差最小,说明它对壁厚比值的影响较小。结合各因素的均值进一步分析可知,在第1道次中,使壁厚比值最小的旋压工艺组合为4431,即摩擦因数为0.4,旋轮圆角半径为25 mm,进给率为0.7 mm/r,主轴转速为150 r/min。在第2道次中,摩擦因数的极差最大,说明它对壁厚比值的影响最大,其次是主轴转速,最后为旋轮圆角半径和进给率,同样结合各因素的均值进一步分析可知,在第2道次中,使壁厚比值最小的旋压工艺组合为2243,即摩擦因数为0.2,旋轮圆角半径为8 mm,进给率为1.4 mm/r,主轴转速为210 r/min。
图2和图3分别为不同因素取值对第1道次和第2道次成形的试样壁厚比值的影响趋势。在多道次旋压过程中,摩擦因数过大会引起试样表面粗糙,而摩擦因数过小也会导致试样在成形过程中出现较大幅度的波动,不利于试样成形。从图2a和图3a可以看到,文中第1、2道次的摩擦因数最优值分别为0.4和0.2。当旋轮圆角半径增大时,旋轮运动轨迹重叠部分将随之增大,从而降低了试样的表面粗糙度,但是随着半径的增加,旋压力也对应增加,但增加值过大容易引起试样产生扩径、起皱等问题。进给率是指模具旋转一周时旋轮的进给位移,一般在满足成形要求的前提下,进给率的取值应尽量大一些,但过大的进给率会降低试样的表面质量,在第1道次中,进给率的最优值为0.7 mm/r,在第2道次中,进给率的最优值为1.4 mm/r。主轴转速提高过大易造成设备震动,使试样的表面粗糙度下降,比较均值可知,第1、2道次主轴转速的最优值分别为150 r/min和210 r/min。
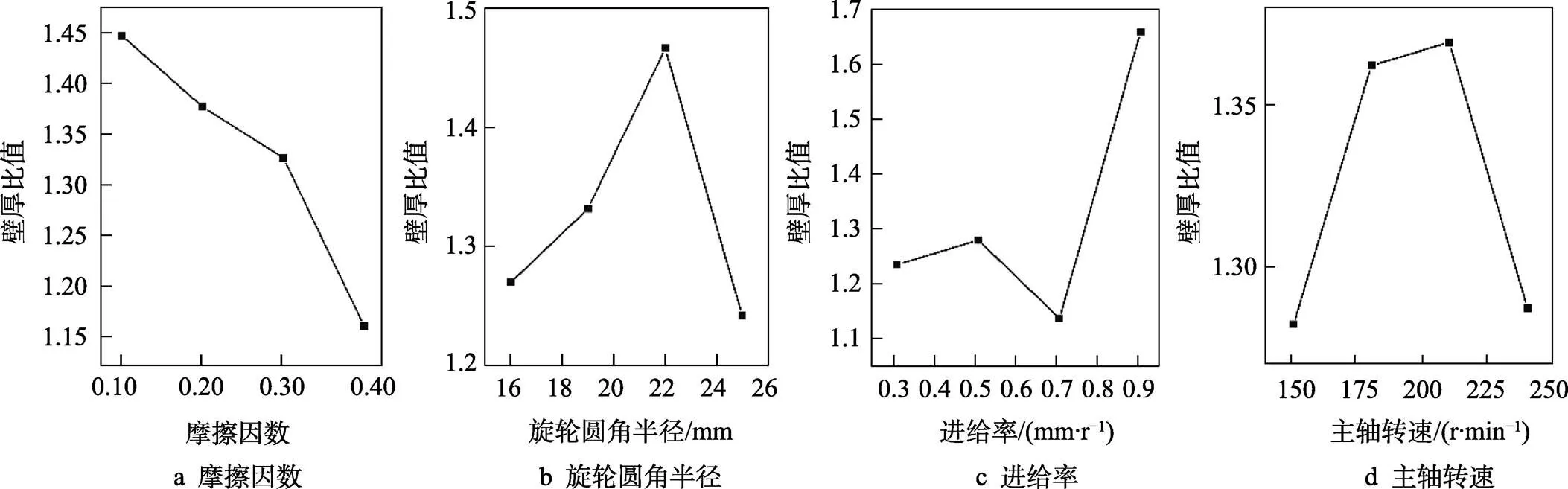
图2 第1道次各因素对壁厚比值的影响
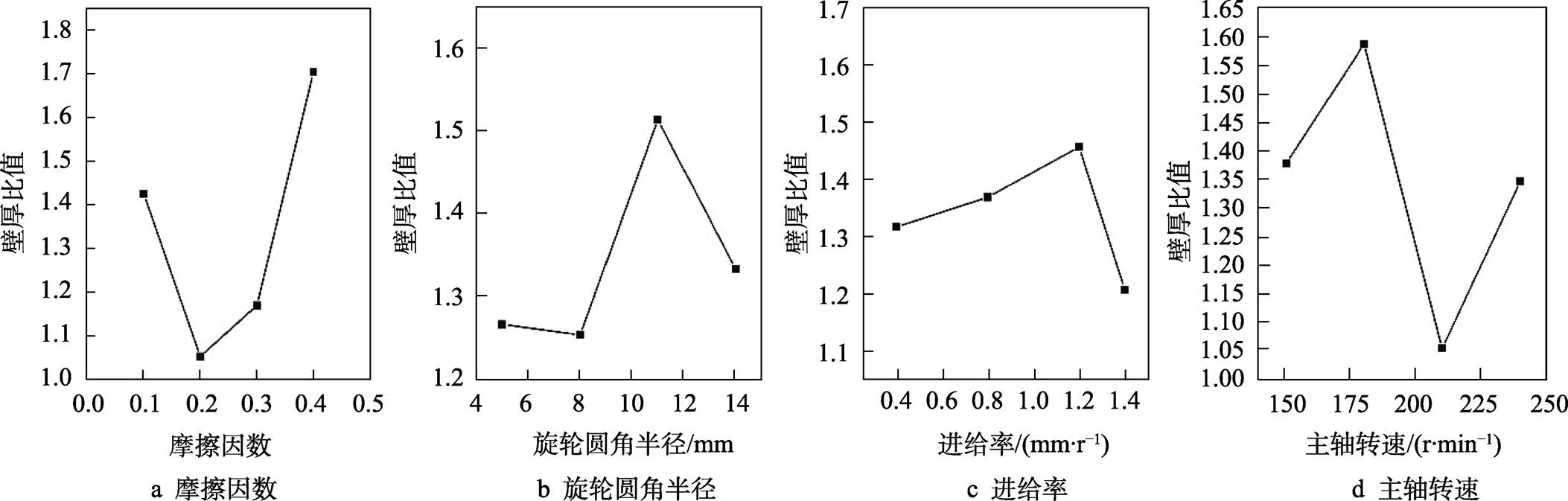
图3 第2道次各因素对壁厚比值的影响
2.2 轮毂力学性能分析
基于最优工艺组合,采用旋压工艺制备的汽车轮毂实物见图4,实际制备流程如图5所示,在完成轮毂制备后,基于轮毂冲击试验进行屈服强度和抗拉强度力学性能测试和分析,测试标准参照GB/T 15704—1995,设置测试位置分别取0°、90°、180°、270°等4个角度,试验中冲击摆锤放置于轮毂正上方,在冲击过程中,锤头以自由落体方式下落并冲击轮毂。表4为不同轮毂位置处的力学性能统计情况,可以看出,4个位置处的屈服强度和抗拉强度均较为接近,屈服强度和抗拉强度均值分别为213 MPa和263 MPa,说明所制备的轮毂在4个角度位置具有较优的力学性能均匀性。
表4 轮毂不同位置处力学性能

Tab.4 Mechanical properties at different positions of wheel hub

图4 采用旋压工艺进行汽车轮毂制备实物
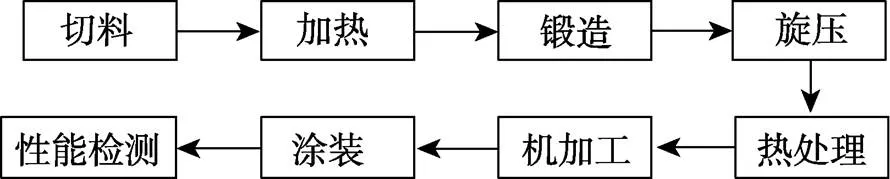
图5 轮毂实际制备流程
3 结论
以汽车轮毂作为研究对象,采用正交试验的方法进行四因素四水平试验方案的设计和分析,通过旋压工艺的第1道次和第2道次实现轮毂的制备,将壁厚比值作为目标函数进行考核,通过均值和极差分析四因素(摩擦因数、旋轮圆角半径、进给率、主轴转速)正交试验。最终获得第1道次最优工艺组合为4431,即摩擦因数为0.4,旋轮圆角半径为25 mm,进给率为0.7 mm/r,主轴转速为150 r/min;第2道次最优工艺组合为224D3,即摩擦因数为0.2,旋轮圆角半径为8 mm,进给率为1.4 mm/r,主轴转速为210 r/min。在力学性能试验部分,所制备的轮毂在不同位置处测得的屈服强度、抗拉强度相差不大,说明所制备的轮毂具有较优的力学性能均匀性。
[1] 何芳, 庄林忠, 何国元, 等. 汽车轮毂用A356铝合金合金化的研究进展[J]. 铸造, 2021, 70(4): 431-437.
HE Fang, ZHUANG Lin-zhong, HE Guo-yuan, et al. A356 Aluminum Alloy for Automobile Wheel Hubs-Research Progress and Inflence of Alloying Elements on Its Microstructure and Properties[J]. Foundry, 2021, 70(4): 431-437.
[2] LI P, MAIJER D M, LINDLEY T C, et al. Simulating the Residual Stress in an A356 Automotive Wheel and Its Impact on Fatigue Life[J]. Metallurgical and Materials Transactions B: Process Metallurgy and Materials Processing Science, 2007, 38(4): 505-515.
[3] 肖占龙, 孙跃东. 基于ANSYS的汽车轮毂的轻量化研究[J]. 农业装备与车辆工程, 2022, 60(2): 143-148.
XIAO Zhan-long, SUN Yue-dong. Research on Lightweight of Automotive Wheel Based on ANSYS[J]. Agricultural Equipment & Vehicle Engineering, 2022, 60(2): 143-148.
[4] KIM K J, LEE J W. Light-Weight Design and Structure Analysis of Automotive Wheel Carrier by Using Finite Element Analysis[J].International Journal of Precision Engineering and Manufacturing, 2022, 23(1): 79-85.
[5] 姜巨福, 匡君, 张颖, 等. A356.2铝合金轮毂局部增压铸造过程数值模拟[J]. 中国有色金属学报, 2022, 32(2): 313-321.
JIANG Ju-fu, KUANG Jun, ZHANG Ying, et al. Numerical Simulation of Local Pressurization Casting Process of A356.2 Aluminum Alloy Wheel Hub[J]. The Chinese Journal of Nonferrous Metals, 2022, 32(2): 313-321.
[6] 卢振生. 汽车轮毂用新型镁合金的锻造组织与性能研究[J]. 热加工工艺, 2021, 50(1): 104-106.
LU Zhen-sheng. Study on Forging Microstructure and Properties of New Magnesium Alloy for Automobile Hub[J]. Hot Working Technology, 2021, 50(1): 104-106.
[7] 余成远, 石家平. 旋压技术在轮毂加工中的应用探讨[J]. 世界有色金属, 2019(4): 229-230.
YU Cheng-yuan, SHI Jia-ping. Application of Spinning Technology in Hub Processing[J]. World Nonferrous Metals, 2019(4): 229-230.
[8] 马春生, 张治民, 郭玉明. 汽车镁合金轮毂等温挤旋成型工艺优化与试验[J]. 农业机械学报, 2012, 43(3): 223-229.
MA Chun-sheng, ZHANG Zhi-min, GUO Yu-ming. Technology of Magnesium Alloy Car's Wheel Hub on Spinning Shaping[J]. Transactions of the Chinese Society for Agricultural Machinery, 2012, 43(3): 223-229.
[9] 孙丽丽, 聂爱琴, 胡小建, 等. 汽车轮毂旋压成形过程的有限元数值模拟[J]. 合肥工业大学学报, 2008, 31(4): 552-555.
SUN Li-li, NIE Ai-qin, HU Xiao-jian, et al. FE Numerical Simulation of Automobile Hub Spinning Forming Process[J]. Journal of Hefei University of Technology, 2008, 31(4): 552-555.
[10] 黄长清, 王似旭, 孙晓冬, 等. 基于有限元模拟的铸旋轮毂内轮缘部位旋压成形分析[J]. 热加工工艺, 2018, 47(3): 116-119.
HUANG Chang-qing, WANG Si-xu, SUN Xiao-dong, et al. Spinning Forming Analysis of Inner Flange of Casting-Spinning Hub Based on FEM Simulation[J]. Hot Working Technology, 2018, 47(3): 116-119.
[11] 田野, 田维鑫, 张海峰. 钢制轮毂类工件旋压成形过程模拟及分析[J]. 热加工工艺, 2015, 44(3): 162-164.
TIAN Ye, TIAN Wei-xin, ZHANG Hai-feng. Simulation and Analysis of Spinning Forming Process of Steel Wheel Hub Work Piece[J]. Hot Working Technology, 2015, 44(3): 162-164.
[12] 韦洲, 张晓光, 马振哲. 基于有限元的旋压铝合金轮毂13°冲击分析[J]. 铸造技术, 2018, 39(11): 2608- 2610.
WEI Zhou, ZHANG Xiao-guang, MA Zhen-zhe. Spinning of Aluminum Alloy Wheel Hub 13° Impact Based on the Finite Element Analysis[J]. Foundry Technology, 2018, 39(11): 2608-2610.
[13] 曹振, 王旭东, 董杰, 等. AZ80镁合金轮毂强力旋压工艺及组织性能研究[J]. 稀有金属, 2018, 42(2): 139- 145.
CAO Zhen, WANG Xu-dong, DONG Jie, et al. Microstructure and Mechanical Properties of Magnesium Alloy AZ80 Wheel Fabricated by Power Spinning[J]. Chinese Journal of Rare Metals, 2018, 42(2): 139-145.
[14] 姬广欣, 周起涛, 薛艳菲. A356铝合金轮毂铸旋新工艺的应用与毛坯设计[J]. 模具技术, 2019(2): 12-15.
JI Guang-xin, ZHOU Qi-tao, XUE Yan-fei. Application of Cast-Spinning Technology and Blank Design for A356 Aluminum Alloy Wheel Hub[J]. Die and Mould Technology, 2019(2): 12-15.
[15] 宋鸿武, 李昌海, 常海平, 等. 高强韧铝合金轮毂的轻量化铸旋新工艺[J]. 稀有金属, 2012, 36(4): 630-635.
SONG Hong-wu, LI Chang-hai, CHANG Hai-ping, et al. A New Cast Spinning Process for Light Weight Aluminum Alloy Wheels[J]. Chinese Journal of Rare Metals, 2012, 36(4): 630-635.
[16] 唐季平, 周敏, 严军, 等. 某汽车蝶形轮缘曲轴轮毂多道次旋压成形工艺设计及研究[J]. 锻造与冲压, 2019(21): 32-36.
TANG Ji-ping, ZHOU Min, YAN Jun, et al. Design and Research of Multi-Pass Spinning Forming Process of Butterfly Flange Crankshaft Hub[J]. Forging & Metalforming, 2019(21): 32-36.
[17] 徐世文, 张立娟, 常海平, 等. 铸旋铝合金车轮旋压模具的优化设计[J]. 精密成形工程, 2018, 10(2): 122- 125.
XU Shi-wen, ZHANG Li-juan, CHANG Hai-ping, et al. Optimal Design of Spinning Die for Spin Casting Aluminum Alloy Wheel[J]. Journal of Netshape Forming Engineering, 2018, 10(2): 122-125.
[18] 胡强, 闫亮明, 杜青春, 等. 两旋轮旋压首道次压下率对轮毂旋压成形的影响[J]. 塑性工程学报, 2022, 29(2): 134-142.
HU Qiang, YAN Liang-ming, DU Qing-chun, et al. Effect of the First Pass Reduction Rate on Spinning Forming of Hub during Two Wheels Spinning[J]. Journal of Plasticity Engineering, 2022, 29(2): 134-142.
[19] 张磊. 高性能铝钪合金轮毂旋压成形工艺及参数优化[D]. 合肥: 合肥工业大学, 2016: 51-54.
ZHANG Lei. Spinning Forming Process and Parameter Optimization of High Performance Al-Sc Alloy Hub[D]. Hefei: Hefei University of Technology, 2016: 51-54.
Spinning Forming Technology of Automobile Wheel Hub
ZHAO Yu-xia, SUN Hua-yu, FANG Lei
(Henan Vocational College of Mechanical and Electrical Engineering, Henan Xinzheng 451191, China)
The work aims to optimize the technological parameters of automobile wheel hub during spinning forming. Four-factor and four-level orthogonal experiment was designed to study the effects of friction coefficient, wheel fillet radius, feed rate, and spindle speed on the wall thickness ratio of the first pass and the second pass. In the first pass, the feed rate range had the greatest effects on the wall thickness ratio, followed by the friction coefficient and the wheel fillet radius. The spindle speed range was the smallest, and had little effect on the wall thickness ratio. In the second pass, the friction coefficient had the greatest effects on the wall thickness ratio, followed by the spindle speed, and finally the wheel fillet radius and feed rate. The optimal process combination of the first pass is4431, that is, the friction coefficient is 0.4, the wheel fillet radius is 25 mm, the feed rate is 0.7 mm/r, and the spindle speed is 150 r/min. The optimal process combination of the second pass is2243, that is, the friction coefficient is 0.2, the wheel fillet radius is 8 mm, the feed rate is 1.4 mm/r, and the spindle speed is 210 r/min. The yield strength and tensile strength of the prepared hub measured at four positions of 0°, 90°, 180° and 270° are similar, respectively, and the mean values correspond to 213 MPa and 263 MPa, indicating that the prepared wheel hub has good mechanical performance uniformity at four positions.
spinning forming; automobile wheel hub; wall thickness ratio; friction coefficient; wheel fillet radius; feed rate; spindle speed
10.3969/j.issn.1674-6457.2022.07.017
TG306
A
1674-6457(2022)07-0124-06
2021–07–21
赵玉霞(1986—),女,硕士,讲师,主要研究方向为车辆工程。
责任编辑:蒋红晨
猜你喜欢
机械管理开发(2022年9期)2022-09-23
机械管理开发(2022年5期)2022-07-07
防爆电机(2022年2期)2022-04-26
汽车实用技术(2022年5期)2022-04-02
模具制造(2022年1期)2022-02-23
电子技术与软件工程(2021年8期)2021-06-16
汽车实用技术(2021年3期)2021-02-24
宇航材料工艺(2019年3期)2019-07-23
航天制造技术(2018年3期)2018-07-07
电脑爱好者(2016年4期)2016-03-08
