
钛合金椭圆超声振动辅助切削表面质量仿真研究*
2022-08-29 10:43陈德雄井绪芹
航空制造技术 2022年15期
陈德雄,井绪芹
(莆田学院,莆田 351100)
钛合金由于其强度高、耐腐蚀、耐高温等优点,已成为航空航天工业不可缺少的材料[1]。然而,某些因素限制了钛合金技术的更广泛发展,特别是其低导热系数和高化学活性对刀具磨损和切削效率的影响,从而进一步影响工件加工表面的质量[2]。航空材料对于工件的加工精度和表面质量有着很高的敏感度。在制造难加工材料时,工件的表面质量,特别是残余应力,是制造难加工材料时最为关注的问题之一,它对工件的疲劳强度、抗腐蚀能力和蠕变寿命有着重要的影响[3]。因此,如何获得良好的钛合金切削加工质量一直是国内外科研人员研究的热点课题。超声振动辅助切削技术(UVAM)在20 世纪50 年代由日本学者隈部淳一郎[4]提出。作为一种新颖而有效的加工技术,可有效提高工件的切削加工性能[5],被广泛应用于钛合金切削加工领域。
Lu 等[6]建立超声振动切削仿真模型研究振动频率对切削力和切削温度的影响规律,研究表明,切削力和切削温度随着振动的频率增大而减小。Li 等[7]将超声振动加工技术应用于沉头孔加工,试验结果表明,相对于普通切削,超声振动切削使钻头的寿命提高了3 倍,并可以得到良好的表面完整性,提高了加工效率。Pei等[8]试验研究指出,随着振幅的增大,刀具与工件在切削过程中的非接触距离增大,降低了切削温度,因而可以减小工件表面粗糙度。有关学者同样得到了超声振动切削技术在降低切削力[9]、切削温度[10]、提高刀具寿命[11]和表面质量[12]的有关结论。残余应力是工件在去除外部载荷后,保持工件内部平衡所形成的应力系统。通常情况下,残余拉应力会降低结构的承载能力或间接通过影响工件对疲劳、腐蚀和断裂等失效机制的敏感性而导致工件过早失效。相反,残余压应力通过抵消一部分工作载荷施加的拉应力,可以提高工件的疲劳寿命。Maroju等[13]分析指出由于超声振动切削可使切削力、有效应力和温度降低,得到的残余应力主要是压缩残余应力,所得到的残余压应力比普通切削高35%左右。Khajehzadeh等[14]研究了单向超声振动的不同振幅对残余应力的影响,采用4 μm、8 μm 和12 μm 振幅得到的残余压应力较普通切削分别提高了53.34%、73.00% 和100%。
尽管有上述研究,但大部分学者的研究往往是基于一维单向超声振动切削,对于二维椭圆超声振动中残余应力的热力耦合方面和表面形貌还没有得到充分的理解,需要进一步的研究工作来分析振动参数(频率和振幅)对这种复合加工过程中表面质量的影响。本研究采用有限元方法对比分析了普通切削(CM)、沿切削方向超声振动切削(CDVAM)和椭圆超声振动切削(EVAM)3 种不同切削方式钛合金切削表面质量,并着重研究振动参数对椭圆超声振动切削残余应力和表面形貌的影响规律。
1 超声振动切削仿真模型建立
图1 为钛合金超声振动切削有限元仿真模型,工件的几何模型长(L)×宽(W)尺寸设置为2 mm×1 mm,并将其设置为变形体。在切削过程中,刀具的硬度和强度远高于工件,因而将刀具设置为刚体。为提高模型运行效率和精度,将工件划分为切削区和非切削区,对切削区的网格进行细化,非切削区采用较粗糙划分网格。刀具和工件模型均采用CPE4RT 单元。刀具的几何尺寸和切削参数分别为:前角2°,后角7°,刃口钝圆半径10 μm,未变形切屑厚度t为0.2 mm。在刀具上定义超声振动,其中a为水平方向振幅;b为垂直方向振幅;f为振动频率;ω为角速度。固定工件底边和左右两侧Y方向运动和旋转运动,工件与刀具的相对运动定义在工件上,并施加X方向的切削速度V,这样可以实现超声振动的复合运动。

图1 钛合金超声振动切削有限元模型Fig.1 Finite element model of ultrasonic vibration cutting of titanium alloy
影响加工过程输出有限元预测结果可靠性的因素有很多,除材料热力学参数、切削工艺参数和有限元参数,如网格划分、最大和最小单元尺寸、网格类型外,预测精度还取决于本构模型、失效准则和刀–屑相互作用关系等。
1.1 材料本构模型
在切削过程数值模拟中,材料切削作用是通过引入瞬时流动应力来完成的,瞬时流动应力取决于可靠的材料本构模型、材料失效参数、接触条件和其他相关切削参数。在高速加工过程中,变形区的应变率约为103~106s–1[15]。由于在描述切削过程中应力–应变关系方面的优异性能,Johnson–Cook(J–C)材料本构模型被广泛应用于钛合金切削加工仿真建模[16]。J–C 材料本构模型综合考虑了应变、应变率和温度对流动应力的影响,可以较为准确地反馈钛合金切削过程中复杂的热力耦合行为,其流动应力与应变的关系可表示为

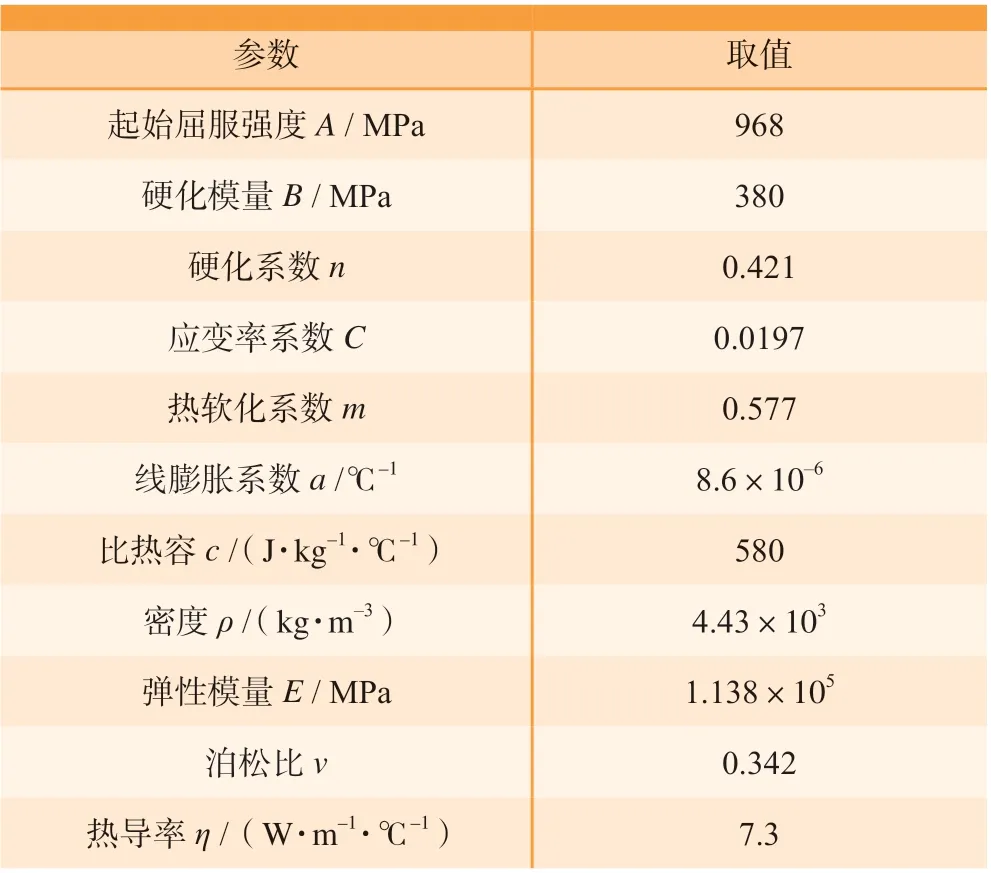
表1 Ti6Al4V 的J–C 参数及物理和热力学性能参数[17]Table 1 J–C parameters and physical and thermodynamic property parameters of Ti6Al4V[17]
1.2 材料失效准则
在切削过程中,切屑与加工表面由于韧性断裂出现分离。采用综合考虑应变硬化、应变率硬化和热软化效应的J–C 失效准则能更好地阐述工件与刀具相互作用表面之间的裂纹生长行为[17],其临界失效等效塑性应变可表示为

式中,p/σ为应力三轴度;D1~D5为材料失效参数,取值分别为–0.09、0.25、–0.5、0.014、3.87[18]。
采用基于单元积分点的标量损伤参数γ来定义材料失效,其表达式为

1.3 摩擦模型
在切削过程中,刀具与切屑的接触性能直接影响刀具与切屑接触表面的应力、应变和温度分布[19]。刀具和工件之间的摩擦采用Zorev[20]提出的摩擦模型进行建模,将刀屑接触区分为两个摩擦区域,即靠近刀尖处的黏结区和远离刀尖处的滑移区。剪切应力τf表达式如下。

式中,剪切应力τf在黏着区域为常数,等于工件的临界剪切应力;在滑动区域,剪切应力τf与刀具表面的法向应力σ成正比。
1.4 临界切削速度分析
在超声振动系统中,对于系统的振动频率f和X方向振动振幅,切削速度有一个临界值,在较高的切削速度下切削时刀具和工件不会发生分离。刀具在X方向的振动速度可表示为

因此,刀具振动的最大速度为vmax=aω=2πfa,要实现超声振动的周期性分离切削特性,切削速度应满足:V≤vmax。本研究取V=75 m/min,水平方向最小振幅为10 μm,振动频率最小为25 kHz,则刀具振动的临界速度vcrit=2πfminamin≈94.2 m/min>V,满足临界条件,可以实现超声振动的周期性分离切削特性,刀具与工件之间的相对速度将出现周期性变化。
2 仿真结果分析与讨论
2.1 超声振动切削表面残余应力形成机理分析
任何类型的残余应力都会对工件的尺寸稳定性产生影响。一般认为,残余应力的成因可归结为机械应力引起的塑性变形、热应力引起的塑性变形和组织相变引起的体积变化[21]。在切削过程中,钛合金受到的热荷载和机械荷载分别是形成拉伸和压缩残余应力的原因[14]。在设计中,通常希望工件表面的残余应力为压应力,以使工件在静态和动态载荷下表现出更大的阻力,进而提高工件的抗疲劳和耐腐蚀特性。
选取切削速度V=75 m/min,振幅a=10 μm,b=15 μm,振动频率f=25 kHz,分别得到图2 所示的不同切削方式的工件表面形貌以及沿切削方向的残余应力(S11)分布情况。图2(a) 为普通切削加工方式的工件表面形貌,工件表面整体较光滑,有部分凸起;随着距已加工表面深度的增加,残余压应力值逐渐减小并逐渐转变为拉应力,最大残余压应力深度为25.3 μm。图2(b)为沿切削方向超声振动切削加工方式工件表面形貌,工件表面平整,最大残余压应力深度为34.9 μm,并且残余压应力场分布有一定增大。图2(c)为椭圆超声振动切削加工方式工件表面形貌,工件表面粗糙,出现凹坑和毛刺,残余压应力场分布显著增大,最大残余压应力深度为66.1 μm。

图2 不同加工方式作用下的工件表面形貌Fig.2 Morphology of workpiece under different machining methods
图3 为不同加工方式的Y方向切削力(Fy)随时间变化情况。可以看出,CDVAM 方式较CM 方式的切削力有一定增大,这主要是因为刀具振动和切削速度的耦合作用会对工件产生间歇性的冲击载荷,进而引起切削力增大。图4 为EVAM 方式刀具轨迹,在每个切削循环中,刀具首先在1 点与工件接触,然后在2点从底部接触到3 点,最后从3 点进入分离点4。对于EVAM 方式,当施加Y方向耦合振动时,相当于增加切削厚度,从而使切削力呈现出明显的周期性脉冲波动特性现象。在刀具对工件进行切削的过程中,刀具沿Y方向振动,不断对工件表面进行高频冲击,工件亚表面形成塑性区,刀尖周围的材料向外延伸,产生压缩残余应力,在已加工表面下形成高应力区。
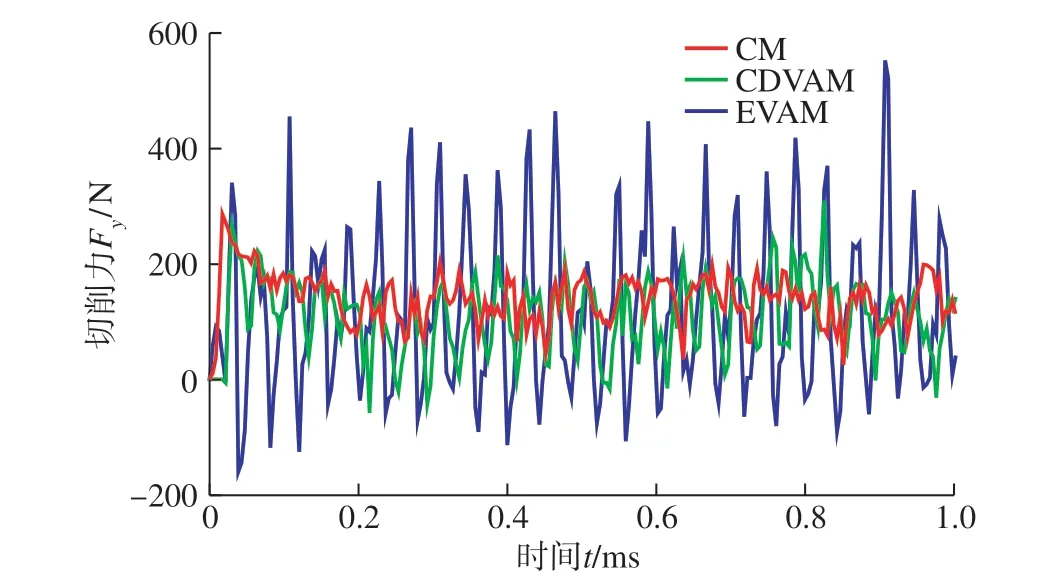
图3 不同加工方式的切削力(Fy)Fig.3 Cutting forces (Fy) under different machining methods

图4 椭圆超声振动切削过程示意图Fig.4 Schematic diagram of elliptical ultrasonic vibration cutting process
超声振动引起工件大塑性变形,使切削区瞬时温度上升,如图5 所示。当刀具与工件之间发生周期性分离时,在每个振动循环中都会发生循环冷却,从而降低工件的整体温度。此外,由于刀具和工件的分离,刀具和工件之间的平均摩擦力将减少。减少摩擦力将减少由于刀具前刀面和切屑之间、刀具后刀面和已加工表面之间的摩擦而产生的热量。较低的切削温度会降低加工拉应力的量,这种效应与超声振动引起的压缩冲击载荷相结合,有利于工件表面产生更大的残余压应力。在EVAM 方式下,Y方向的振动不断对工件表面施加压缩冲击载荷,使材料表面的残余压应力场进一步增大,有助于提高材料的耐磨性、耐蚀性和疲劳强度。因而本文着重研究EVAM 方式对钛合金工件表面质量形成的作用机理,探究振动参数对工件表面质量的影响规律。所选取的振动参数如表2 所示,着重研究超声振动参数(振动频率、X方向振动振幅和Y方向振动振幅)对工件残余应力和表面形貌的影响。

表2 超声振动仿真参数Table 2 Ultrasonic vibration simulation parameters

图5 不同加工方式的切削温度Fig.5 Cutting temperature of different machining methods
2.2 振动参数对切削表面质量的影响
2.2.1 振动频率对切削表面质量的影响
对不同振动频率下Ti6Al4V 的EVAM 加工方式进行有限元模拟。选取X方向振幅a=10 μm,Y方向振幅b=15 μm,对比分析25 kHz、30 kHz、35 kHz、40 kHz 和45 kHz 5 种不同频率的切削加工质量。图6 为不同振动频率的残余应力分布(其中正值代表残余压应力,负值代表残余拉应力)。从图6(a)可以看出,沿着深度方向残余压应力先增大后减小至表面变为残余拉应力;并且,随着频率的增大,残余压应力影响层深度减小。从图6(b)可以看出,当振动频率从25 kHz 增大到40 kHz时,最大残余压应力先增大后减小;当振动频率超过45 kHz 时,最大残余压应力又随之变大。增大振动频率有助于提高刀具单位时间内对工件的脉冲冲击次数,利于形成压应力表面。当频率为35 kHz 时,最大残余压应力达到最大值为–787.3 MPa,深度为64.5 μm。

图6 不同振动频率对残余应力的影响Fig.6 Effects of different vibration frequencies on residual stress
图7 表明,已加工表面形貌和应力分布都表现出对振动频率的强烈依赖性。在较低的振动频率下工件表面出现毛刺和凹坑,对于较大的振动频率,工件表面较为平整,与CM 方式接近。根据式(6)可知,随着振动频率的增大,刀具沿Y方向的速度分量随之增大,进而与工件相互作用加剧,因此在已加工表面出现明显的应力集中。振动频率越大,在一定的切削时间内,切削循环次数越多,有利于材料的去除,减少毛刺和凹坑,从而可以提高切削加工效率。
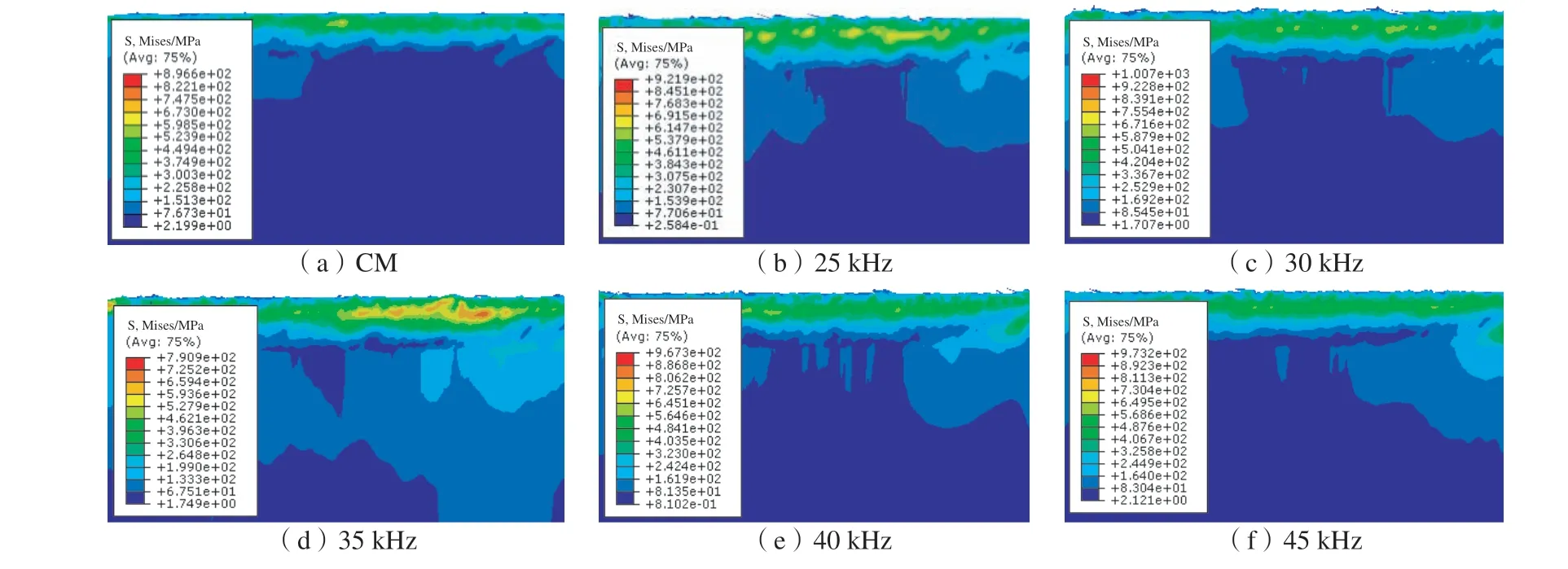
图7 不同振动频率的已加工表面形貌Fig.7 Morphology of machined surface with different vibration frequencies
2.2.2X方向振动振幅对切削表面质量的影响
选取Y方向振幅b=15 μm,频率f=25 kHz,对比分析10 μm、20 μm、30 μm、40 μm 和50 μm 5 种不同X方向振幅的切削加工质量。图8 为不同X方向振动振幅沿深度方向的残余应力分布。可以看出,随着X方向振幅的增大,残余压应力影响层深度减小,减小的幅度相较频率影响的减小幅度大。当振幅为20 μm 时,最大残余压应力达到最大值为–729.3 MPa,深度为55.4 μm;当振动振幅从20 μm增大到40 μm 时,最大残余压应力随之减小;当振动振幅超过40 μm 时,最大残余压应力又随之变大。在大振动振幅作用下,刀具与工件的接触时间增大,更有利于刀具和工件之间的热量传递,因而可以减小热载荷对应力场的影响。
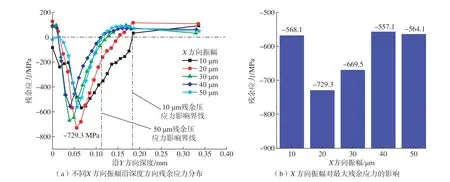
图8 不同X 方向振幅对残余应力的影响Fig.8 Effects of X-direction vibration amplitudes on residual stress
图9 为不同X方向振动振幅对工件已加工表面形貌的影响。可以看出,在振幅为10 μm 时,已加工表面形貌出现毛刺和凹坑,有明显的应力集中。随着X方向振幅的增大,加工表面形貌逐渐改善,变得更加平整,与CM 方式接近,并且应力场分布范围减小。具体地说,刀具运动轨迹、瞬时切削速度、刀具瞬时前角和后角都会受X方向振幅的影响,进而影响加工表面的形貌。随着X方向振幅的增大,刀具在切削方向上的耦合速度增大,刀具对切屑的冲击载荷增大而产生的高应变速率会对刀具前方的切屑产生更高的应力甚至诱发预损伤,刀具振动所提供的额外能量引起切削温度升高而导致材料软化,并且椭圆底部刀具轨迹的每个椭圆轨迹之间的相交距离更小[22],切削作用时间增大。基于以上优点,超声振动切削更有利于切屑的去除和改善工件表面质量。
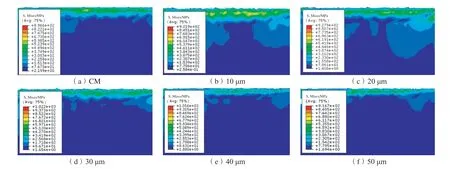
图9 不同X 方向振动振幅的已加工表面形貌Fig.9 Morphology of machined surface with different X-directional vibration amplitudes
2.2.3Y方向振动振幅对切削表面质量的影响
选取X方向振幅a=10 μm,频率f=25 kHz,对比分析15 μm、25 μm、35 μm、45 μm 和55 μm 5 种不同Y方向振幅的切削加工质量。图10 为不同Y方向振动振幅沿深度方向的残余应力分布。从图10(a)可以看出,随着Y方向振幅的增大,残余压应力影响层深度减小,但其减小的幅度相较X方向振幅影响的减小幅度小。从图10(b)可以看出,当振幅为25 μm 时,最大残余压应力达到–754.5 MPa,深度为70 μm。当振动振幅超过25 μm 时,随着振幅的增大,最大残余压应力随之减小。与图8(b)相对比可以看出,相较于X方向振幅对残余应力的影响,增大Y方向振幅对工件表面施加更大的动态冲击力,有利于形成更大的残余压应力。
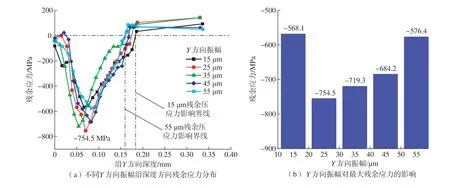
图10 不同Y 方向振幅对残余应力的影响Fig.10 Effects of Y-direction vibration amplitudes on residual stress
图11 为不同Y方向振动振幅对工件已加工表面形貌的影响。可以看出,当Y方向振幅较小时,加工表面出现部分毛刺和凹坑。随着Y方向振幅的增大,加工表面毛刺和凹坑现象更加明显,有明显的应力集中。随着Y方向振幅的增大,椭圆底部刀具轨迹的每个椭圆轨迹之间的相交距离变大,净切削时间减少,容易导致加工表面形成毛刺和凹坑。

图11 不同Y 方向振动振幅的已加工表面形貌Fig.11 Morphology of machined surface with different Y-direction vibration amplitudes
3 结论
本文采用有限元分析方法研究了不同加工方式的Ti6Al4V 合金工件表面形貌和残余应力。着重分析了不同EVAM 工艺参数对工件的残余应力和表面形貌的影响规律。从以上研究可以得出如下主要结论。
(1)对比分析CM、CDVAM 和EVAM 3 种加工方式的最大残余压应力深度分别为25.3 μm、34.9 μm 和66.1 μm。超声振动切削有助于增大压应力场范围,但EVAM 方式由于Y方向振幅的作用容易导致工件表面形貌出现凹坑和毛刺。
(2)当频率为35 kHz 时,最大残余压应力达到最大值为–787.3 MPa,深度为64.5 μm。提高振动频率,切削循环次数增多,有助于改善工件表面形貌。
(3)当X 方向振幅为20 μm 时,最大残余压应力达到最大值–729.3 MPa,深度为55.4 μm。随着X方向振幅的增大,刀具对切屑的冲击载荷增大,并且每个椭圆轨迹之间的相交距离减小,有利于切屑的去除,工件表面形貌完整性更好。
(4)当Y方向振幅为25 μm 时,最大残余压应力达到最大值为–754.5 MPa,深度为70 μm。增大Y方向振幅对工件表面施加更大的动态冲击力,有利于形成更大的残余压应力。但每个椭圆轨迹之间的相交距离随之变大,引起工件表面形貌完整性恶化。
猜你喜欢
航空制造技术(2022年9期)2022-07-28
粉末冶金技术(2021年3期)2021-07-28
建材发展导向(2021年6期)2021-06-09
粉末冶金技术(2021年1期)2021-03-29
World Journal of Diabetes(2019年7期)2019-07-23
当代陕西(2018年9期)2018-08-29
股市动态分析(2016年24期)2017-01-07
股市动态分析(2016年23期)2016-12-27
科学与财富(2016年29期)2016-12-27
中国新技术新产品(2016年23期)2016-12-26
