
轨道交通用拐臂复合气体渗氮处理工艺
2022-09-20 06:16郜志文孙力崔效炎孙国进
金属加工(热加工) 2022年9期
郜志文,孙力,崔效炎,孙国进
1.河南精诚汽车零部件有限公司 河南新乡 453000
2.河南工学院材料科学与工程学院 河南新乡 453003
1 序言
随着我国城市化进程的加快,城市人口数量也急剧增加,为缓解市内交通拥堵压力,减少城市污染,轻轨和地铁的建设里程快速增加。以北京为例,截至2021年,路网里程超过780km,车站数量达到450余座。随着地铁里程的增加和运行速度的加快,如何保证轨道交通车辆的安全运行,尤其是在弯道处的安全运行,成为眼下人们关注的焦点。转向架是保证轨道交通车辆安全运行的重要结构,也是轻轨或地铁列车能够高速平稳运行的核心结 构[1-4]。而拐臂又是转向架结构中的关键零件,其作用:一是当车辆以一定速度开始进入曲线运行时,前轮对应外轮轮缘与外轨的内侧面接触,两者互相挤压产生导向力,并由导向力引起导向力矩,使转向架相对线路产生转动;二是刹车和调节车辆行驶速度。图1所示为转向架结构,其中箭头所指处是拐臂零件所处的位置。
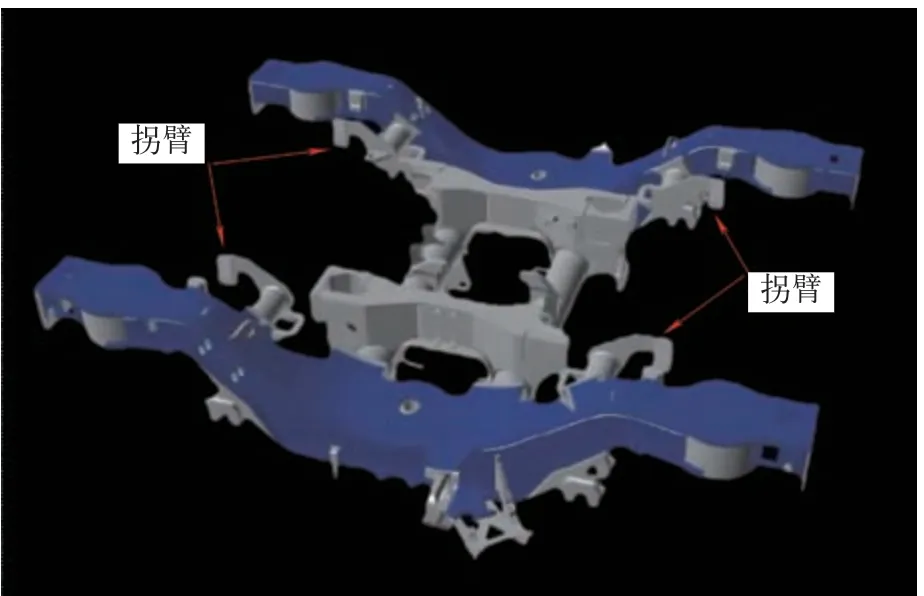
图1 转向架结构及拐臂位置
从上述分析可以看出,轨道交通车辆在行驶过程中,拐臂承受着复杂的交互力的作用,这就要求拐臂不但具有良好的综合力学性能[5],同时还要具有优良的耐磨性和尺寸稳定性。本文针对拐臂的技术要求,在渗氮工艺的基础上,往渗氮气氛中添加微量的NO气体,对拐臂进行复合气体渗氮处理,分析了拐臂热处理后的微观组织,统计了拐臂复合气体渗氮处理后的变形情况。
2 拐臂技术要求及热处理工艺分析
本研究拐臂选用的材质为QT500,这是因为球墨铸铁具有优良的减振性能和润滑性能[6],最终热处理工艺为渗氮处理[7-9]。拐臂零件形状及尺寸要求如图2所示。其中,拐臂下端的外圆直径尺寸和上端的内孔直径尺寸为装配尺寸,精度要求极高,渗氮处理后的白亮层厚度≥8μm。

图2 拐臂结构及实物
生产过程统计显示,采用常规渗氮工艺处理的拐臂主要存在以下缺点:一是渗氮层厚度偏小,渗氮层厚度是保证拐臂耐磨性的关键,而常规渗氮处理的拐臂渗氮层厚度仅能达到技术要求的下限值,约8μm;二是渗氮层不连续,这是由于QT500基体中均匀分布着大量球状石墨,割裂了基体的连续性,从而影响了拐臂渗氮层的连续性,统计结果显示,渗氮层连续度低于60%,这严重降低了拐臂的耐磨性能;三是渗氮周期长,常规的渗氮处理为了达到渗氮层厚度技术要求,渗氮处理生产周期在36h以上。渗氮处理周期的增加对于拐臂尺寸精度控制是十分不利的,且会造成供货周期延长、生产成本升高等附带不良后果。
综上所述,常规渗氮处理的拐臂存在尺寸精度超标、白亮层厚度小、白亮层连续性不足等缺陷。为改善拐臂常规渗氮处理的上述缺点,本文在普通渗氮的基础上,往渗氮气氛中添加了微量的NO气体,对拐臂进行复合气体渗氮处理,并统计了复合气体渗氮处理后拐臂零件的变形情况,分析了复合气体渗氮处理后拐臂的微观组织形貌。在复合气体渗氮条件下,拐臂的渗氮生产周期可缩短到28h以内。
3 拐臂复合气体渗氮处理
3.1 复合气体渗氮处理工艺的制定
常规渗氮工艺采用的是NH3作为渗氮物质,本文的复合气体渗氮工艺,是在原有NH3基础上添加了CO2和微量NO。本研究所制定的复合气体渗氮处理工艺如图3所示。

图3 复合气体渗氮工艺曲线示意
复合气体渗氮工艺,主要包括预氧化、渗氮、预冷和出炉,其中预氧化时炉膛内部通过通风孔与大气连通。
渗氮过程中NH3的流量为6000mm3/h,预冷阶段NH3流量为2000mm3/h。渗氮过程中在NH3中混入1%~6%的CO2和微量NO(所占比例<1%),以达到复合气体渗氮的目的。CO2和NO可以提高渗氮过程中N原子的吸附性和活性,从而提高渗氮层的厚度和连续性,降低渗氮周期。
3.2 复合气体渗氮处理白亮层分析
由于拐臂受力过程复杂,因此渗氮处理前进行调质预处理,以改善拐臂微观组织,保证综合力学性能。对比了相同渗氮时间下(28h),常规渗氮处理和复合气体渗氮处理后拐臂的白亮层形貌,如图4所示。
从图4可看出,常规渗氮处理工艺下,拐臂白亮层明显偏薄,并且在球状石墨位置处未能形成连续的白亮层,复合气体渗氮处理后表面白亮层连续分布,厚度也明显增加。白亮层厚度测量结果显示,复合气体渗氮处理后,除个别石墨位置附近外,白亮层厚度在10~12μm,常规渗氮处理所得到的白亮层厚度为3~5μm,如图5所示。

图4 不同渗氮处理白亮层对比

图5 不同渗氮工艺下白亮层厚度统计
与常规渗氮相比,本研究所采用的复合气体渗氮处理,可明显改善白亮层的均匀性,缩短渗氮生产周期。分析原因认为,CO2和微量NO的加入,可以减小活性N原子结合生成N2趋势,增加活性N原子在工件表面的吸附效率,另外,CO2气体分解产生的活性碳原子可以沉积在石墨球表面促进白亮层的形成,从而改善白亮层的连续性。因此,拐臂零件复合气体渗氮工艺处理后的白亮层厚度和连续性,与常规渗氮处理相比均得到了明显的改善。
3.3 复合气体渗氮处理变形量分析
为保证拐臂的装配性能和使用性能,外圆直径的尺寸必须控制在52.804~52.850mm,内孔直径尺寸必须控制28.20~28.252mm。分析了复合气体渗氮处理前后拐臂两端部位置的外圆直径和内孔直径的尺寸波动,结果如图6所示。

图6 拐臂复合气体渗氮处理后尺寸测量结果及实物
从图6a、b可看出,拐臂经过复合气体渗氮处理后的外圆直径尺寸主要分布于52.815~52.830mm,拐臂内孔直径尺寸主要分布于28.20~28.23mm。复合气体渗氮处理后,拐臂外圆直径和内孔直径尺寸控制精度非常高,完全达到了技术要求。
4 结束语
拐臂是转向架的关键零件,在保障地铁列车、轻轨等安全运行发挥着重要作用。本文采用复合气体渗氮工艺对拐臂进行渗氮处理,分析了复合气体渗氮处理工艺对拐臂白亮层和尺寸精度的影响。具体结论如下。
1)复合气体渗氮处理后,拐臂白亮层厚度稳定在10~12μm,白亮层的连续性得到改善,完全达到使用技术要求。
2)复合气体渗氮处理后,拐臂端部位置外圆直径和内孔直径尺寸变形小,具有良好的尺寸精度。
猜你喜欢
金属热处理(2022年8期)2022-09-05
金属热处理(2022年3期)2022-04-09
青少年科技博览(中学版)(2021年6期)2021-08-30
科技研究·理论版(2021年20期)2021-04-20
科技研究·理论版(2021年20期)2021-04-20
哈尔滨铁道科技(2020年4期)2020-07-22
汽车世界·车辆工程技术(中)(2020年1期)2020-07-09
表面技术(2020年2期)2020-03-04
民间故事选刊·下(2018年5期)2018-05-18
东坡赤壁诗词(2017年5期)2018-01-29
