选煤厂调度绞车排绳装置选型研究
2022-10-28 04:26袁军
机械工程与自动化 2022年5期
袁 军
(山西焦煤 西山煤电 西曲选煤厂,山西 古交 030200)
0 引言
调度绞车是选煤厂和矿山井下常用的运输设备,由于安装或绞车本身稳定性的原因,在运行中常出现钢丝绳缠绕不均、压绳、咬绳、乱绳等现象,绞车长时间工作可导致钢丝绳的使用寿命下降,严重时可导致调度绞车振动和失稳,危及操作人员安全,因此需要对调度绞车进行技术改造或加装排绳装置,使得钢丝绳能够紧密有序地排列在滚筒上。目前市面上缺乏专用的排绳装置,各种排绳技术存在不同的优缺点,本文对各类型排绳装置的工作原理和特点进行了分析比较,对选煤厂调度绞车的安全技术改造具有一定的参考价值。
1 调度绞车概述
调度绞车是一种以电动机作为动力来源、行星齿轮系作为动力传动媒介的牵引装置,常见于选煤厂或井下采区的调度室,也可用作其他类型牵引作业的辅助设备。相关规程中规定了调度绞车的工作条件:①调度绞车工作的环境温度为-10 ℃~40 ℃;②25 ℃时,调度绞车工作的环境湿度应小于95%;③调度绞车的工作海拔应不高于2 km;④调度绞车工作环境中若存在二氧化碳、煤尘和甲烷等有害气体或粉尘,各成分气体浓度应满足《煤矿安全规程》所规定之下限。
图1为调度绞车结构示意图。根据制动闸和工作闸的状态不同,调度绞车运行中存在3种状态:①工作状态,此时工作闸抱紧,制动闸释放,行星架在行星轮的带动下转动,由于卷筒和行星架采用固定方式连接,因此能够带动钢丝绳缠绕在卷筒上,矿车被提升起来;②制动状态,当矿车需要刹车时,工作闸释放,制动闸抱紧,卷筒和矿车处于停止状态,制动状态时电动机的动力仍然能够传动至行星轮,但是此时内圈齿无负载空转;③下放状态,这时工作闸和制动闸均处于释放状态,重物受到重力作用而拉动钢丝绳下放,卷筒倒转释放钢丝绳。
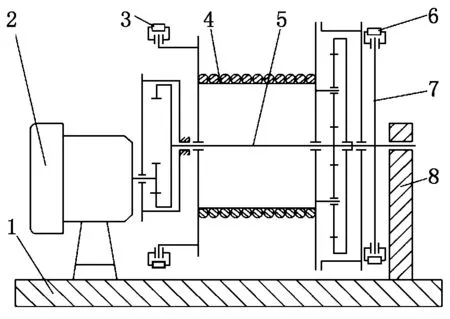
1-底座;2-电动机;3-制动闸;4-卷筒;5-传动主轴;6-工作闸;7-制动盘;8-支架
2 调度绞车排绳问题
在选煤厂煤料辅助运输中,调度绞车具有减小工人劳动强度、提高运输效率的作用,但是由于绞车本身结构或者安装时容易出现的问题,调度绞车存在一定的安全隐患。调度绞车由拖动控制系统和机械设备组成,在选煤厂煤料提升方面发挥着重要作用。但在有些安装空间受限的场合,钢丝绳轨道重心与调度绞车的滚筒轴心存在偏心,这就容易导致调度绞车在工作时发生钢丝绳缠绕紊乱,出现压绳、咬绳和乱绳等现象。当工人因操作经验不足或操作失误时,钢丝绳极易卷在滚筒的同一方向。因此在上述主观或客观的原因下,调度绞车会出现钢丝绳跳动、冲击和振动,特别是位于绞车正下方的矿车组,轻则掉出轨道,严重时可导致矿车组撞毁支护结构,甚至威胁周围工人安全。钢丝绳在发生压绳、咬绳和乱绳等现象的情况下长期工作会出现变形和划伤,降低其使用寿命。综上所述,调度绞车排绳问题主要由3方面引起:①目前选煤厂所使用的调度绞车没有加装排绳装置,绞车安装时也存在对中偏心的问题;②手动排绳器的操作存在安全隐患;③排绳器的生产利润较低,且选煤厂或煤矿等场合容易发生责任事故。
3 动力源选择
目前有的调度绞车在出厂时安装有排绳装置,这种排绳装置为一体式,也就是用绞车的电动机进行拖动,如果新装的调度绞车不配有排绳装置,可选择加装分体排绳装置。调度绞车的排绳装置结构和形式多样,根据其动力源不同,调度绞车分为手摇方式、自动力方式、气动方式和液压方式等。
3.1 手摇方式
为了避免乱绳的发生,可采用手摇方式进行排绳,该装置一般由手摇轮、丝杠装置、绳轮和排绳架等部分组成。需要进行排绳时,工人可转动手摇轮,从而带动丝杠转动,绳轮和夹板在此作用力下做往复运动,钢丝绳就按照往复运动的规律均匀排列在滚筒上。该排绳装置需要注意手轮的大小和安装位置,合适的手轮可帮助工人省时省力,安装位置应考虑手轮操作人员的安全性和易操作性。手摇方式机械结构简单,但是需要专门的人员进行操作,人工成本较大。
3.2 自动力方式
自动力方式为手摇方式的改进方式,这种排绳装置采用调度绞车本身的传动装置作为动力源,无需专门的工作人员进行操作。该方式是根据绞车的传动原理和工作状态进行设计的,当调度绞车处于工作状态时,工作闸抱紧,制动闸释放,行星轮既要自转也要公转,矿车被牵引上升;当调度绞车处于制动状态时,工作闸释放,制动闸抱紧,大齿轮架不公转,只有自转,内齿轮状态为空转状态。根据上述分析,自动力方式的排绳装置动力源可采用大行星齿轮轴的动力。该排绳装置对调度绞车的改造幅度较小,使用反向螺纹加长行星齿轮外侧轴,然后加装双向丝杠和链轮即可。自动力方式的排绳装置优点为节省人工、无电源、无防爆要求等,但是这种方式需要对调度绞车进行改造,自行加工零件,不适合大规模应用。
3.3 气动方式
气动方式的自动排绳装置采用气缸作为动力源,图2为其工作原理图。该装置由气缸、机械阀、压力表、单向节流阀、单气控阀、减压阀、气源处理三联件和气源等部分组成。单向节流阀的作用为实现气缸两端节流调速,使气缸的回气腔形成背压;单向节流阀的开闭决定了装置排绳的速度;单气控阀的作用是使活塞杆往复换向。气动排绳装置的优点很多,能够实现全程自动化,无需人工操作,排绳装置是加装在调度绞车上的装置,无需对调度绞车进行机械改造,可以加装在任何型号的绞车上,普及性较好。
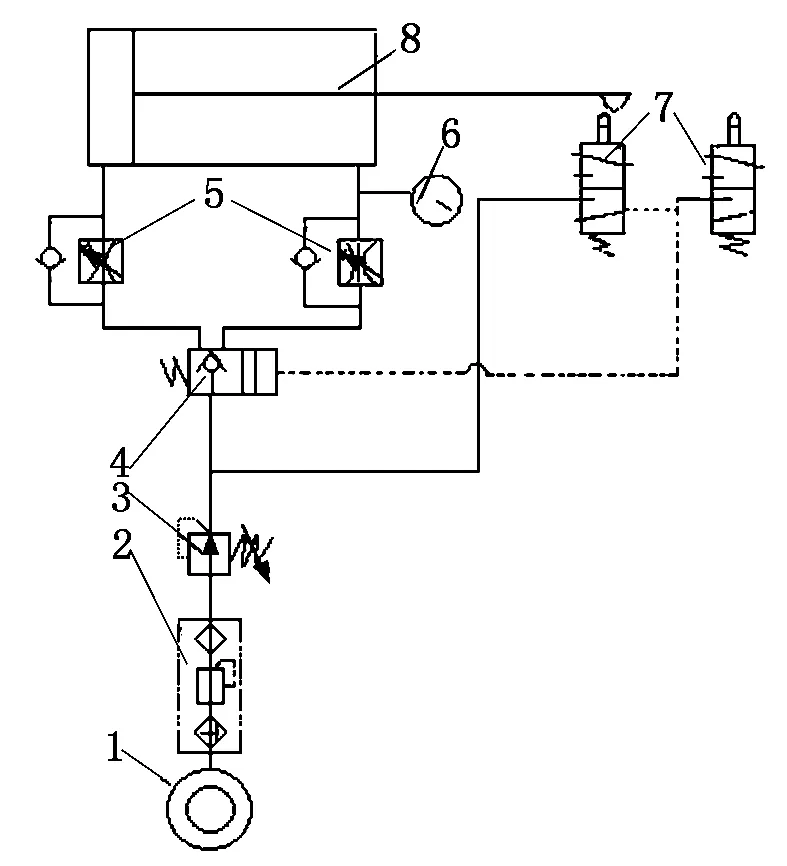
1-气源;2-气源处理三联件;3-单气控阀;4-减压阀;5-单向节流阀;6-压力表;7-机械阀;8-气缸
3.4 液压方式
液压方式的排绳装置结构如图3所示,由液压站、操作台和双作用液压缸等部分组成。操作台上有3个主要控制按键,表示换向阀的状态,通过按下不同的按键使不同的电磁阀导通,从而改变换向阀的联通状态。位于中间的按键为换向阀中位技能,左、右两边的按键分别控制活塞杆推出或缩回,以便实现钢丝绳的从左至右或从右至左的顺序排列。由于不同的绞车运行速度不同,所需排绳装置往复运动的频率也不同,因此需要在液压系统中加入调节阀,对双作用液压油缸的流量进行控制,从而适应不同调度绞车的运行速度。这种液压方式的排绳装置虽然采用了液压能作为动力来源,人工操作较为省力,但是仍然需要操作人员在操作台进行操作,没有实现自动排绳。
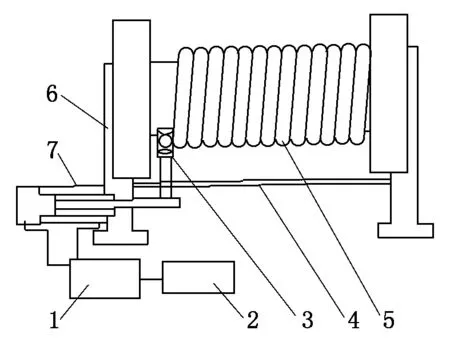
1-液压站;2-操作台;3-压绳轮;4-导辊;5-钢丝绳;6-绞车;7-双作用液压缸
4 结束语
调度绞车排绳装置的社会与经济效益显著:①提高了调度绞车的安全性,对调度绞车进行排绳装置改造或加装自动排绳装置可以避免钢丝绳在卷筒上排列紊乱,能够增加调度绞车的稳定性,避免钢丝绳偏向滚筒一侧而导致机构振动和失稳;②降低了工人的劳动强度,采用自动排绳装置以后,避免由专人进行排绳操作,可以节省劳动力,为企业降低用人成本;③提高了钢丝绳的使用寿命,调度绞车无排绳装置时,钢丝绳极易出现挤绳或咬绳等现象,钢丝绳需要经常更换,采用自动排绳装置后钢丝绳的寿命可延长3倍以上。自动排绳装置具有广阔的发展前景,实际生产中应根据调度绞车型号选择合适的排绳方式。
猜你喜欢
选煤技术(2022年3期)2022-08-20
机械工程师(2022年7期)2022-07-15
选煤技术(2022年1期)2022-04-19
选煤技术(2022年1期)2022-04-19
科技创新与应用(2021年17期)2021-06-29
铁道运营技术(2021年2期)2021-04-01
中国工程机械学报(2016年4期)2016-12-12
山东工业技术(2016年15期)2016-12-01
科技与企业(2015年18期)2015-10-21
同煤科技(2015年4期)2015-08-21