
特厚板GMAW和SAW的焊接热影响区宽度
2022-11-23 02:22石红昌苏兰黄安明
大型铸锻件 2022年6期
石红昌 苏兰 黄安明
(德阳天元重工股份有限公司,四川 德阳 618000)
在焊接热循环的作用下,热影响区的组织和性能是不均匀的,是焊接接头性能最薄弱的区域。过热区过宽,会造成焊接接头脆性断裂范围扩大,硬度峰值提高,韧性降低,在焊接刚度较大的结构时,常在过热区出现脆化或裂纹;不完全重结晶区过宽,会促使形成局部软化区,加剧该区域组织的不均匀性,导致力学性能不均匀[1-3]。焊接结构的力学性能很大程度上取决于其热影响区的宽度[4],因此,研究焊接热影响区的宽度对提高焊接接头质量具有实际意义。
超声检测是检查金属材料焊接质量的一种方式,可以在不损坏焊接接头内部组织的前提下,检测其中存在的微观缺陷,以便于对其进行有效处理,实现焊接质量的提升[5]。焊接缺陷往往存在于焊缝、熔合区和热影响区,因此必须要评估焊接热影响区的宽度值,选择合理的检测范围,才能确保有效检测出焊接接头一定范围内的所有缺陷。国标GB/T 11345—2013《焊缝无损检测超声检测技术、检测等级和评定》中规定:“检测区域为焊缝和焊缝两侧至少10 mm母材或热影响区宽度(取二者较大值)的内部区域。”在实际检测中对于厚度大于60 mm的钢板,焊接时的热输入通常较大,其热影响区宽度的确定就显得十分重要。
目前对热影响区宽度的测量以金相显微镜观察、显微硬度测试和数值模拟为主。熊建平等[6]通过焊接接头各区域金相组织观察、显微硬度测试研究了在不同焊接线能量条件下,4 mm厚的16Mn钢板MAG焊接头热影响区宽度与性能。Georgios等[4]通过测试焊接接头的显微维氏硬度,根据硬度值变化评估了铁素体球墨铸铁薄片电弧焊缝的热影响区宽度。刘永贞等[7]通过宏观金相试验、硬度试验、透射电镜试验和有限元模拟的方法,研究了壁厚为18.9 mm的X70/316L双金属复合管TIG焊接头的热影响区宽度。麻永林等[3]采用数值模拟技术研究了12 mm厚的SS400钢板的焊接热循环过程,得到了热影响区宽度的随热输入改变的变化规律。焊接热影响区宽度通常是指其平均宽度,然而大厚板焊接接头的热影响区宽度在厚度方向上有时相差甚远,近母材表面处的宽度往往较小[8]。以往的研究中关于大厚度钢板焊接热影响区宽度的研究较少,为了更为准确地测量大厚板焊接的热影响区平均宽度,本文采用分层取样进行试验,测量ZG300-500H/Q345R异种钢GMAW焊接以及Q345R钢SAW焊接的热影响区平均宽度,为检测焊接接头缺陷、提高焊接质量提供一些参考。
1 试样制备和试验方法
采用GMAW焊接工艺对厚度均为100 mm的铸钢ZG300-500H和Q345R钢板进行对接焊,在Q345R侧开单边35°V形坡口,坡口间隙为6~8 mm;采用SAW焊接工艺对80 mm厚的Q345R钢板对接焊,双面开60°坡口,间隙4~5 mm。焊接完成后在垂直于焊缝方向上采用线切割各切取6块接头金相试样,试样尺寸均为20 mm×10 mm×10 mm。取样位置如图1、图2所示,取样尺寸如图3所示。加工切割后的试样进行以下试验。

图1 GMAW接头取样示意图
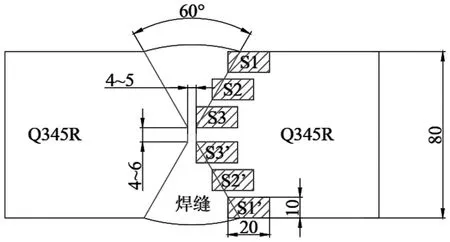
图2 SAW接头取样示意图

图3 试样尺寸示意图
1.1 金相试验
采用线切割方法取得的12块试样,经砂纸打磨、抛光机抛光后,用体积分数为4%硝酸酒精溶液腐蚀。在XTL-340E体视显微镜下观察焊接接头宏观金相组织形貌,拍摄照片并测量其热影响区的宽度。在GX40金相显微镜下观察焊接接头各区域显微组织,分别对焊缝、热影响区和母材区进行拍照。
1.2 硬度试验
为了较为准确的测量热影响区的宽度,对接头试样沿试样厚度中心方向进行维氏硬度测试。根据GB/T 2654—2008《焊接接头硬度试验方法》,对试样进行磨抛、腐蚀等工序,以确定焊接接头各区域的位置,本试验采用HXD-1000TM/LD数字式显微硬度计。从焊接接头试样上的焊缝位置开始,依次往热影响区、母材区域进行测试,每隔1 mm打一个点,当硬度值发生突变时,在距硬度值突变点两侧0.25 mm的位置各打一个点,再在热影响区内每隔0.5 mm打一个点,直到硬度值变化趋于平稳时每隔2 mm打一个点。加载载荷为1000 g,加载时间为15 s。
2 结果和分析
2.1 金相结果
GMAW、SAW焊接接头宏观形貌分别如图4、图5所示,由图中可知焊接接头各区域之间界限明显,接头截面分为焊缝区(Weld zone,WZ)、热影响区(Heat affected zone,HAZ)和母材区域(Base material,BM)。根据焊缝、热影响区、母材的宏观形貌,对热影响区的宽度进行测量,在试样的上、中、下部分分别测量热影响区宽度,测量数据如表1、表2所示。计算得出,GMAW焊接接头ZG300-500H一侧热影响区的平均宽度为2.01 mm,Q345R一侧热影响区的平均宽度为1.95 mm;SAW焊接接头热影响区平均宽度为4.63 mm。

(a)G1 (b)G4

(a)S1 (b)S1’

表1 体视显微镜下测量的GMAW热影响区宽度

表2 体视显微镜下测量的SAW热影响区宽度
图6、图7分别为GMAW焊接接头ZG300-500H一侧和Q345R一侧各区域的微观组织,由图可知,焊接接头不同位置的显微组织差异较大。Q345R侧母材为细小块状分布的铁素体及珠光体组织;Q345R侧热影响区主要由板条铁素体和少量珠光体构成,总体组织比母材区更为粗大,靠近焊缝熔合线的区域由于其经历焊接热循环时在较高温度停留的时间较长,组织较粗大,而靠近母材的区域组织受热循环影响较小,晶粒较细小;焊缝区为粗大的柱状晶组织,由先共析铁素体和细小针状的珠光体、铁素体组成;ZG300-500H侧母材组织为粗大块状分布的铁素体和珠光体;ZG300-500H侧热影响区中部主要由晶粒得到明显细化的铁素体和珠光体组成,靠近焊缝熔合线的区域主要由粒状贝氏体、针状铁素体和少量珠光体组成,晶粒较粗大。

(a)焊缝-热影响区-母材(从左向右) (b)焊缝-热影响区

(a)焊缝-热影响区-母材(从左向右) (b)焊缝-热影响区
图8为SAW焊接接头各区域的微观组织,从图中可以观察到,母材区域的组织为条状分布的珠光体及块状铁素体,可看到母材明显的轧制方向;热影响区为较细小为铁素体和珠光体组织;焊缝区组织由细小的针状铁素体和珠光体构成。

(a)焊缝-热影响区-母材(从左向右) (b)焊缝-热影响区
2.2 硬度测试结果
图9为GMAW接头试样G1~G6的不同区域显微硬度分布图。图中横坐标原点为第一个硬度测试点位置,往右侧依次是焊缝区、热影响区以及靠近热影响区的母材区。从图中可知,从焊缝区、热影响区到母材区域,6块试样的硬度都呈先升高后降低的趋势。从图9(a)~(c)中可以观察到,ZG300-500H一侧母材的硬度值在180~210HV左右,ZG300-500H一侧热影响区的硬度最高,其值可达280HV;从图9(d)~(f)中可以观察到,Q345R一侧母材的硬度值在160~180HV左右,Q345R一侧热影响区的硬度最高,其值可达272HV。焊缝区的硬度值在170~200HV左右。根据硬度值分布测量GMAW接头热影响区尺寸,测量数据如表3所示。测试得到ZG300-500H/Q345R的GMAW焊接接头两侧热影响区的平均尺寸分别为2.33 mm和2.17 mm。

(a)G1 (b)G2
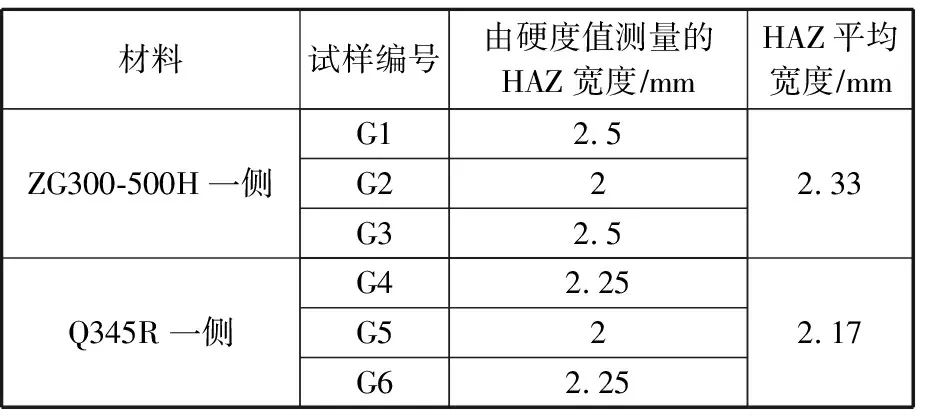
表3 由硬度值分布测量的GMAW接头热影响区宽度
图10为SAW接头试样S1~S3’的不同区域显微硬度分布图。图中横坐标原点为第一个硬度测试点位置,往右侧依次是焊缝区、热影响区以及母材区。从图中可知,从焊缝区、热影响区到母材区域,6块试样的硬度整体呈降低的趋势。从图中可以观察到,SAW接头Q345R母材的硬度值在145~165HV左右,热影响区硬度值在160~180HV左右,焊缝区硬度值最高,其值约为200~230HV。根据硬度值分布测量SAW接头热影响区尺寸,测量数据如表4所示。测试得SAW接头热影响区的平均尺寸为4.71 mm。

(a)S1 (b)S1’

表4 由硬度值分布测量的SAW接头热影响区宽度
3 结论
(1)宏观金相观察GMAW焊接接头ZG300-500H一侧热影响区平均宽度为2.01 mm,Q345R一侧热影响区的平均宽度为1.71 mm,SAW焊接接头热影响区平均宽度为4.63 mm。
(2)硬度试验结果表明,GMAW焊接接头ZG300-500H一侧热影响区平均宽度为2.33 mm,Q345R一侧热影响区的平均宽度为2.17 mm,SAW焊接接头热影响区平均宽度为4.71 mm。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
航空制造技术(2022年5期)2022-07-15
失效分析与预防(2021年6期)2021-02-15
上海金属(2020年4期)2020-08-25
航空制造技术(2020年11期)2020-07-01
中国金属通报(2019年6期)2019-08-20
武汉科技大学学报(2019年4期)2019-07-04
中国特种设备安全(2018年2期)2018-03-14
