PLA/茶渣复合材料的制备与性能改善
2022-12-29 01:44龚新怀肖峰赵升云刘凯叶进辉金富露蔡佳栩
工程塑料应用 2022年12期
龚新怀,肖峰,赵升云,刘凯,叶进辉,金富露,蔡佳栩
(1.武夷学院生态与资源工程学院,福建省生态产业绿色技术重点实验室,福建武夷山 354300;2.华侨大学材料科学与工程学院,环境友好功能材料教育部工程研究中心,福建厦门 361021)
茶饮是世界上除水之外最流行的饮品,茶叶在生产、消费等环节中会产生大量茶渣剩余物,中国是世界上主要的茶叶生产和消费大国,每年可产生500万t以上的茶渣(TW)剩余物资源[1-2]。将TW填充树脂中制备塑茶复合材料,可大量削减茶渣堆积,减少固废污染,还可以降低塑料使用量,减少塑料“白色污染”,同时制备的塑茶复合材料融合了植物材质和塑料双重优势特性,兼具茶叶香气和茶文化元素,是一种具有广泛应用前景的多功能新型仿木复合材料[2]。目前塑茶复合材料的研究主要以聚乙烯[3-4]和聚丙烯[5-7]等不可降解树脂为基体。聚乳酸(PLA)无毒环保、可降解,具有优良的力学性能和塑料加工性,日益受到研究者的重视[8]。熊伟等[9]采用挤出-注塑工艺制备了PLA/茶梗纤维复合材料,并对其耐水性、密度及力学性能进行了测试与分析。龚新怀等[10-13]则研究了PLA/TW复合材料的界面改性及增韧增塑改性问题。但其对复合材料的加工流变性研究均未涉及,且制备的复合材料中TW质量分数仅为30%,难以有效发挥填充改性作用。
塑茶复合材料的制造过程中,复合材料的加工流变性、茶渣添加量以及填料与基体间的界面相容性改善是其关键。目前虽然零星可见一些关于塑茶复合材料的界面增容改善研究报道[3,5,10-11],但对塑茶复合材料的加工流变性以及TW最大可添加量的研究,尚未见报道。此外,TW富含多酚等活性组分,这可能赋予复合材料一定的抗菌功效等[2],相关研究鲜见报道。
因此笔者采用密炼-注塑工艺制备了PLA/TW生物质复合材料,重点探讨了TW填料粒径、用量及转速等对其加工性能的影响,并考察了不同界面增容对复合材料性能的改善作用,此外,首次对PLA/TW复合材料的抗菌性能进行了初步研究。以期为塑茶复合材料的研究提供一定参考。
1 实验部分
1.1 主要原材料
TW:用前将TW用流水清洗去除杂质,风干、鼓风干燥后,粉碎机粉碎,用标准分样筛分别筛取得到<75,75~125,125~180 μm和180~600 μm 4种粒径的TW,湖北随州神农茶叶有限公司;
PLA:熔体流动速率(MFR)为22 g/10 min(190℃,2.16 kg),深圳光华伟业实业有限公司;
二苯基甲烷二异氰酸酯(MDI):上海阿拉丁生化科技股份有限公司;
硅烷偶联剂:KH550,广州泰瑞新材料有限公司;
甲基丙烯酸缩水甘油酯接枝聚乳酸(GPLA):单体接枝率为4.88%,武夷学院;
大肠杆菌、金黄葡萄球菌:中国工业微生物菌种保藏管理中心。
1.2 主要仪器及设备
转矩流变仪:XSS-300型,上海科创橡塑机械设备有限公司;
注塑机:SA600/150型,宁波海天塑料机械集团有限公司;
电子式万能试验机:ETM104B型,深圳万测试验设备有限公司;
热变形维卡温度测定仪:XRW-300HA型,中国承德市大加仪器有限公司;
扫描电子显微镜(SEM):SU8000型,日本日立公司。
1.3 试样制备
将PLA,TW,KH550,MDI,GPLA按照表1的配方称料,转入流变仪中混炼至设定时间后,取出经机械粉碎造粒,然后用注塑机注塑成型标准样条。物料混炼温度为180℃,混炼速度为40 r/min,混炼7 min。注塑温度为165~190℃,压力为55~80 MPa,保压时间为5 s,样条冷却时间为10~30 s。

表1 PLA/TW复合材料配方 g
1.4 性能测试与表征
(1)力学性能测试。
拉伸性能按GB/T 1040.2-2006测试,拉伸速度为5 mm/min,试样尺寸为150.0 mm×10.0 mm×4.0 mm;
弯曲性能按GB/T 9341-2008测试,弯曲速度为2 mm/min,试样100.0 mm×10.0 mm×4.0 mm,跨距60 mm,挠度6 mm;
简支梁缺口冲击强度按GB/T 1043.1-2008测试,缺口类型B型,缺口深度0.8 mm,试样尺寸为80.0 mm×10.0 mm×4.0 mm。试样测定5~6次取平均值。
(2)维卡软化点(VSP)测试。
VSP按GB/T 1633-2000测定,试样尺寸30.0 mm×10.0 mm×4.0 mm,平行测试3次,求平均值。
(3)断面微观形态观察。
PLA/TW断面喷金处理后,用SEM观察其形态,测试加速电压为3 kV。
(4)抗菌性能测试。
抑菌性能按照QB/T 2091-2003测试,菌浓度3×108~3.5×108cfu/mL。以PLA树脂为参照,计算PLA/TW复合材料对大肠杆菌和金黄葡萄球菌的抑菌率。
2 结果与讨论
2.1 TW粒径及含量对复合材料性能的影响
(1)加工流变性能。
为简化研究体系,固定PLA/TW质量配比为70/30,考察了TW粒径和混炼转速对PLA/TW复合材料加工流变性的影响,结果列于表2。由表2可知,随混炼速率的增加,不同粒径制备的PLA/TW复合材料加工平衡扭矩和平衡料温都呈增大趋势。这是因为随混炼转速的增加,转子对物料体系施加的剪切作用力就越大,转子受到物料体系的阻力就越大,导致测试的平衡扭矩增大,同时转子转速增加,其对混合物料的剪切作用增强,摩擦致热效应越明显,导致最终的平衡料温也越高。由表2还可知,随TW粒径的增加,混合物料的平衡扭矩先增大后减小,按物料平衡扭矩的大小顺序排列依次为TW(125~180 μm)>TW(75~125 μm)>TW(180~600 μm)>TW(<75 μm),表明TW粒径过大或过小时,PLA/TW复合材料的加工平衡扭矩较小,而TW粒径介于75~180 μm时的PLA/TW复合材料的加工平衡扭矩较大。这可能是由于刚性的TW粒径过大时,PLA对TW包裹不够充分,两者难以形成较结实的复合材料,无法形成较大的摩擦阻力;而TW粒径过小时,同样无法产生较大的摩擦阻力,摩擦阻力越大,表明两者的相互融合作用更强[14]。

表2 不同TW粒径的PLA/TW复合材料的加工流变数据
因此综合考虑,为保证PLA与TW有更好的相互融合作用,同时拓宽TW原料来源,将TW(125~180 μm)和TW(75~125 μm)混匀,得到粒径为75~180 μm的TW,用 于 后 续PLA/TW复 合 材 料 的制备。
固定TW粒径为75~180 μm,研究了混炼转速和TW质量分数对PLA/TW复合材料加工性能的影响,结果列于表3。由表3可知,随混炼转速的增加,PLA/TW复合材料的加工平衡扭矩和平衡料温都呈增大趋势,其原因与上述相同。而随TW含量的增加,PLA/TW复合材料的加工平衡扭矩和平衡料温则呈先增大后减小趋势,这主要是由于TW用量增加,复合材料内部TW与PLA之间、TW本身之间产生的摩擦作用点数量增加,相应的混炼扭矩和加工料温就增大。但当TW质量分数超过50%时,PLA/TW复合材料的加工平衡扭矩和料温有所下降,这可能是由于TW含量过多,导致复合材料中分散相TW无法被基体树脂PLA充分包裹,形成TW团聚体,TW与PLA之间的结合与摩擦位点减少,导致复合材料熔体体系平衡加工扭矩和平衡料温下降。

表3 不同TW添加量的PLA/TW加工流变数据
(2)力学性能。
随填料TW含量的增加,PLA/TW复合材料的力学强度和韧性逐渐减小,而刚性(模量)则呈增加趋势见表4。这与Almgren[15]和Li[16]研究结果类似。这主要是由于填料TW大多以片状、颗粒状等形态分散于PLA基体中,难以发挥纤维的增强作用[2,6]。此外,TW表面富含羟基,极性大,与极性较低的PLA基体界面相容性差,界面粘结不紧密导致TW颗粒处容易产生应力集中,在受外力作用时容易产生裂纹,加速复合材料的破坏。随着TW添加量的增加,应力集中点数量也增多,导致PLA/TW复合材料的力学强度下降。此外,TW为刚性生物质填料,其含量增加将使复合材料的刚性增加,模量增大,而断裂伸长率减小[17]。

表4 TW用量对PLA/TW复合材料的力学性能的影响
(3)耐热性能。
不同TW添加量的PLA/TW复合材料的VSP如图1所示。由图1可知,随着TW质量分数增加,PLA/TW复合材料的VSP逐渐提高,当TW添加质量分数40%增加到50%以后,PLA/TW复合材料的VSP发生突跃,由(79.3±0.8)℃增加到(146.6±1.4)℃以上。这可能是由于刚性TW填料添加量的增加,使PLA/TW复合材料的耐热性提高;另一方面,TW用量的增加,在提高PLA/TW复合材料耐热性的同时,可使复合材料在测试VSP的时候,受热时间延长,促进了PLA的重结晶,导致复合材料VSP增大[18]。

图1 不同TW添加量的PLA/TW复合材料的VSP
(4)抗菌性能。
TW中富含的多酚作为一种天然的抗菌抗氧剂,是茶生物质中最重要的活性组分,理论上可赋予塑茶复合材料一定的抗菌抗氧化功能[19-20]。试验测试了PLA/TW复合材料对大肠杆菌和金黄葡萄球菌的抗菌性能,结果如图2、图3所示以及列于表5。由表5可知,随TW含量的增加,复合材料对大肠杆菌和金黄葡萄球菌的抑菌率逐渐增加,当TW质量分数为50%时,PLA/TW复合材料对大肠杆菌的抑菌率超过99%,对金黄葡萄球菌的抑菌率超过90%,表明PLA/TW复合材料具有一定的抗菌性能。

图2 不同TW含量的PLA/TW复合材料的抗菌性能(大肠杆菌)
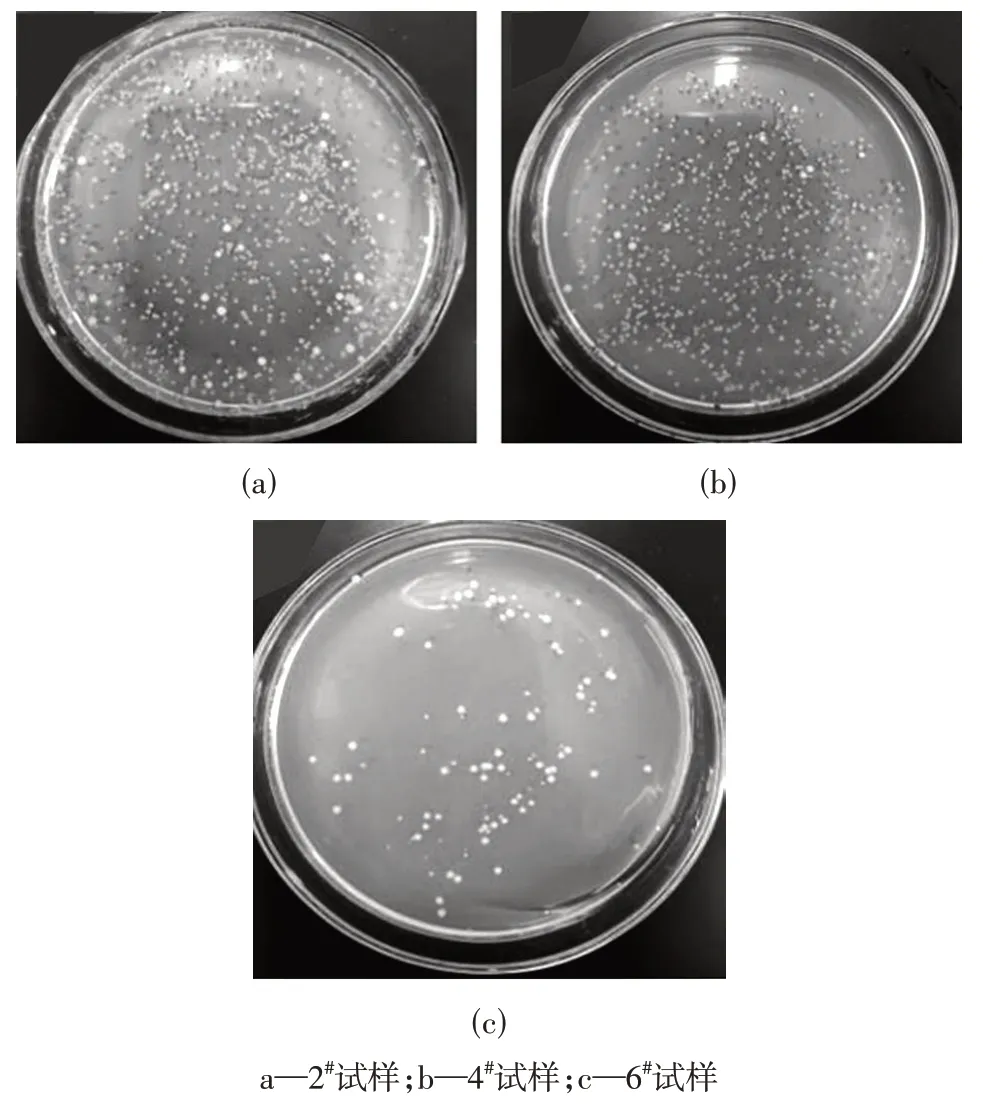
图3 不同TW含量的PLA/TW复合材料的抗菌性能(金黄葡萄球菌)
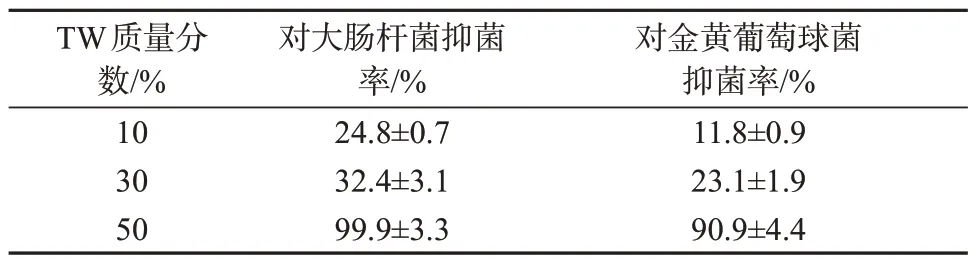
表5 不同TW含量的PLA/TW复合材料抗菌性能
2.2 界面增容对PLA/TW复合材料的性能改善
(1)力学性能。
为增强PLA/TW复合材料的界面相容性,充分发挥TW的填充增强作用,试验采用KH550,MDI和GPLA为界面改性剂,分析了其添加量对复合材料的界面增容和性能改善作用,结果列于表6。由表6可知,3种界面改性剂添加都能使PLA/TW复合材料的力学性能获得不同程度的提高。其中以GPLA的界面增容效果最优,MDI次之,KH550界面改性效果最差,并在GPLA添加质量分数为10%时,PLA/TW复合材料的力学性能最佳,此时复合材料的拉伸、弯曲强度和缺口冲击强度分别比纯PLA/TW提高43.7%,42.1%和24.1%,拉伸弹性模量、弯曲弹性模量分别提高26.5%和10.4%,断裂伸长率提高26.1%。
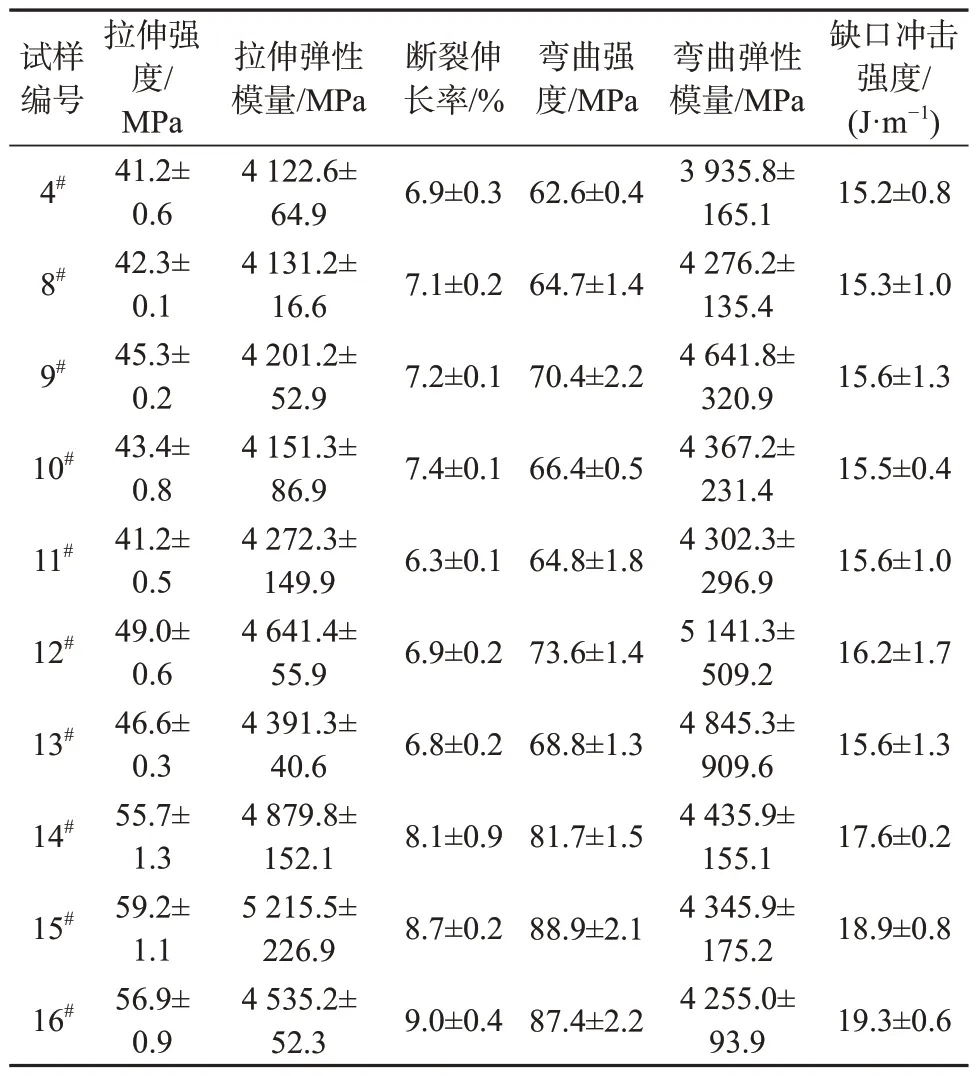
表6 不同界面增容方式下PLA/TW复合材料的力学性能
(2)界面相容性。
增容前后PLA/TW复合材料的拉伸断面SEM图如图4所示。由图4a可知,未增容PLA/TW复合材料的TW与PLA界面处有明显空隙(图4a),表明二者界面结合作用弱。经KH550(图4b)、MDI(图4c)及GPLA(图4d)界面增容后,复合材料中TW与PLA的界面相容性得到明显改善,TW与PLA的界面空隙体积减小甚至消失,TW被基体树脂包裹更加紧密,用GPLA增容改善效果最明显。
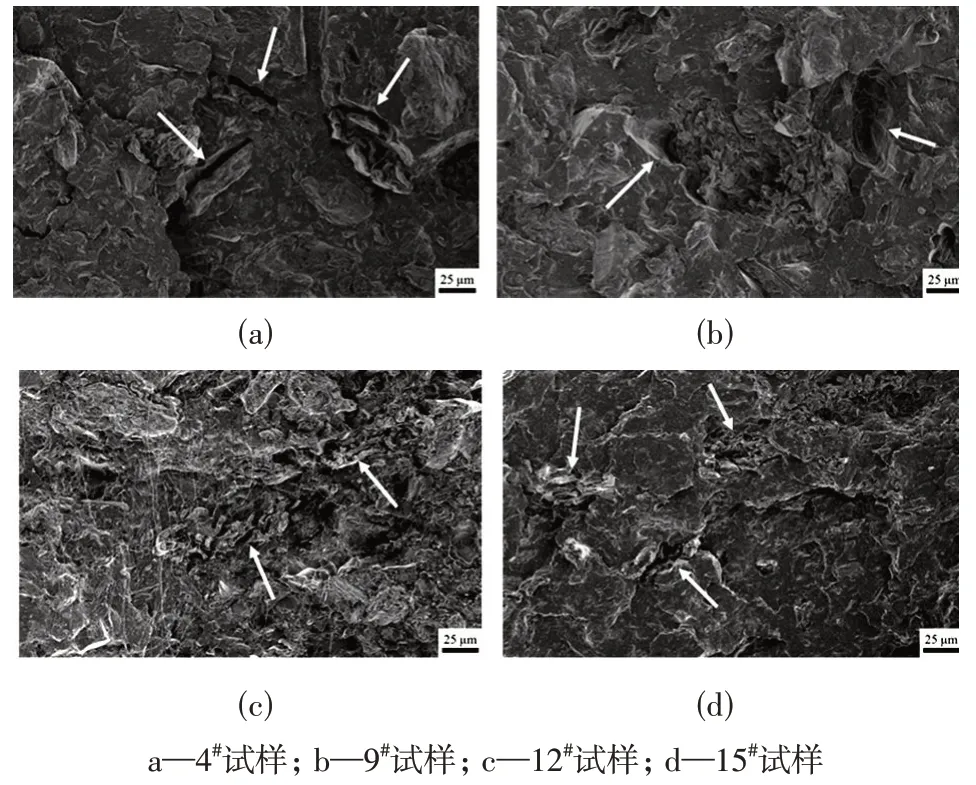
图4 PLA/TW复合材料增容前后拉伸断面SEM图(放大400倍)
(3)耐热性能。
不同界面增容方式对PLA/TW复合材料的VSP列于表7。由表7可知,KH550,MDI及GPLA界面增容后,复合材料VSP都得到提高,以GPLA增容改善效果最明显。在GPLA添加质量分数为10%时,PLA/TW复 合 材 料 的VSP由(71.5±0.4)℃ 增 加 到(148.3±0.7)℃,提高了107.4%。

表7 不同界面增容方式下PLA/TW复合材料的VSP
3 结论
(1)PLA/TW复合材料的平衡扭矩与平衡料温随TW含量和混炼速率的增加而增加,并在TW粒径为75~180 μm时更高。
(2)随TW含量的增加,复合材料的力学强度和韧性下降,而刚性及耐热性呈增大趋势,且其对大肠杆菌和金黄葡萄球菌的抑菌率逐渐增加,在TW质量分数为50%时,复合材料对大肠杆菌和金黄葡萄球菌的抑菌率分别超过99%和90%。
(3)增容剂KH550,MDI及GPLA添加改善了PLA/TW复合材料的结构与性能,以GPLA增容改善效果最优,在质量分数为10%时,复合材料的综合性能最佳。
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
中国食用菌(2021年10期)2021-11-04
装备制造技术(2020年2期)2020-12-14
山东冶金(2019年3期)2019-07-10
北京航空航天大学学报(2017年2期)2017-11-24
凿岩机械气动工具(2017年3期)2017-11-22
中国铸造装备与技术(2017年3期)2017-06-21
电子产品可靠性与环境试验(2016年6期)2016-05-17
中国机械工程(2015年13期)2015-12-16
中国塑料(2015年12期)2015-10-16