钻头微织构参数对切削力的影响研究
2023-02-21 01:02葛丰榕于占江李兆祥张瀚文李一全
工具技术 2023年12期
葛丰榕,于占江,李兆祥,张瀚文,李一全
1长春理工大学跨尺度微纳制造教育部重点实验室;2长春理工大学机电工程学院;3机械工业第九设计研究院股份有限公司
1 引言
钛合金具有良好的机械性能和耐蚀性能,被广泛应用于船舶、医疗和航天航空等领域,然而钛合金工艺性能较差,导致在加工钛合金零件时存在切削温度高、制造成本高和切削力大等问题,严重影响刀具使用寿命以及加工效率[1]。
目前大多采用超声辅助加工、激光辅助加工、优化切削加工参数和刀具表面微织构化[2,3]等方法提高钛合金的可加工性,从而降低钛合金加工过程中的切削力。刀具表面微织构化技术是一项非常有潜力的刀具改性技术,目前已有大量实验结果表明,在刀具表面制备微织构能够降低刀具切削力[4]、改善刀—屑界面的接触状态[5,6]和延长刀具寿命[7,8]。同时,很多学者通过有限元仿真研究了刀具在切削过程中的切削温度、刀具磨损和切削力等[9,10]。郭大林[11]通过DEFORM软件进行织构麻花钻钻削仿真实验,结果表明,后刀面微槽麻花钻在降低切削力和切削温度等方面均有良好表现。邓大松等[12]利用DEFORM软件研究微槽织构参数对织构麻花钻的钻削性能影响和作用机理。
在一定织构参数范围内,刀具表面微织构技术能够有效改善刀具的切削性能,降低加工过程中的切削力。表面织构对刀具表面的影响依赖于织构几何形状和尺寸,如织构方向、织构图案、尺寸和织构位置[13],不合理的表面织构设计会对刀具磨损[14]、切屑附着力[15]、切削力[16]等产生不利影响。目前大多数研究集中于较大尺度下的织构参数[17],对于微小尺度表面微织构参数的最优组合以及织构参数的主次影响因素仍需要研究和探讨。
本文在麻花钻后刀面的磨损区域设计微槽织构,采用ABAQUS仿真软件进行钻削仿真试验,设计正交试验方案研究后刀面微槽织构参数对钻削钛合金切削力的影响,通过极差和方差分析织构参数的主次影响因素,从而寻找最优的织构参数组合。
2 建立仿真模型
2.1 几何建模与网格划分
如图1所示,利用Pro/E软件建立直径为1mm的后刀面微槽织构麻花钻,具体参数见表1。为减小仿真运算量,仅对织构麻花钻的钻削部分进行仿真分析,以便更快速准确地得到仿真结果,并将麻花钻模型导入ABAQUS仿真软件中。

表1 麻花钻模型参数

图1 后刀面微槽织构麻花钻
建立边长为2mm、厚度为0.5mm的正方形工件,为了使仿真结果更加精准,划分工件以及刀具切削区域的网格时进行局部加密,使工件的边缘单元长度为0.1mm,厚度为0.02mm,中央单元长度为0.03mm的六面体减缩积分,工件的单元数量为61050。刀具切削区域的单元长度为0.04mm,其他区域单元长度为0.08mm的线性四面体单元,工件与麻花钻的网格划分如图2所示。

图2 模型的网格划分
2.2 材料属性与边界条件
钛合金工件(Ti-6Al-4V)和YG8刀具的基本物理属性分别见表2和表3[18]。在仿真过程中四边固定约束工件底部,将麻花钻设为刚体,并在X轴与Y轴两个方向对麻花钻进行约束,将其数值输入为0,设定麻花钻沿着Z轴的正方向进给,由麻花钻的进给量和转速分别确定Uz值和URz值,设定麻花钻的转速n=800r/min,进给量f=0.1mm/r。

表2 常温下工件材料Ti-6Al-4V的主要物理及机械性能
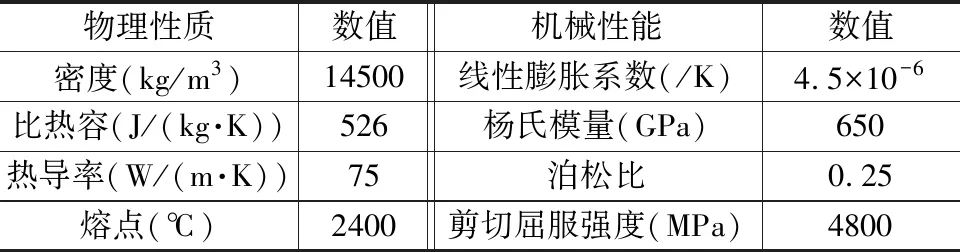
表3 常温下刀具材料YG8的主要物理及机械性能
2.3 材料本构模型与分离模型
一般情况下,Johnson-Cook材料本构模型能够较好地反映金属材料在大变形和较高温度下的失效过程和强度极限,方程简单并能反映各因素在加工中对材料的影响,J-C材料模型为[19]

模型参数如表4所示。

表4 Ti-6Al-4V的修正Johnson-Cook材料模型常数
网格单元在积分点处的应变值对材料的断裂失效具有一定的影响,材料的断裂参数ω为[20]
ω=∑(Δε/εf)
式中,Δε为材料的等效塑性应变增量;εf为材料的失效应变。
当网格单元在积分点处的断裂参数>1时,该处网格单元失效并被删除,切屑与工件将产生分离,失效应变的计算式为[20]
式中,d1~d5为材料的损失参数,数值如表5所示。

表5 Ti-6Al-4V的J-C模型中d1~d5参数值
3 仿真试验方案
为研究织构单因素对切削力的影响,在众多因素中选取微槽间距、离刃距离、微槽长度三个影响较大的因素,图3为不同织构参数刀具的平均切削力变化情况。当微槽长度和离刃距离一定,在微槽间距为5~15μm时,切削力先减小后随之增大。当微槽织构间距和长度一定时,随着离刃距离增加,切削力先减小后增大;当微槽与切削刃距离为35μm时,切削力最小。当微槽间距和离刃距离一定时,随着微槽长度的增加,切削力逐渐减小。

图3 不同因素织构参数的切削力变化
在单因素试验的基础上,以切削力为指标进行优化试验设计,选取微槽间距、离刃距离、微槽长度设计三因素两水平正交试验,找到微槽织构参数对切削力影响的主次因素,以及最优的微槽织构参数组合,并对结果进行极差和方差分析,试验因素及水平见表6。本试验在确定因素水平时考虑了各因素间交互作用的处理原则,试验方案如表7所示。

表6 因素水平
4 试验结果
基于ABAQUS软件进行钻削仿真后,提取麻花钻在Z方向上所受的力,选取钻削开始到平稳阶段的切削力为研究对象,即钻削深度为0~0.5mm时的平均切削力,试验的平均切削力结果如图4所示。

图4 试验结果
试验0为常规麻花钻的平均切削力,试验1~8为微槽织构麻花钻的平均切削力,可以看出,微槽织构麻花钻的平均切削力均小于常规麻花钻,表面微槽织构有效降低了切削力。
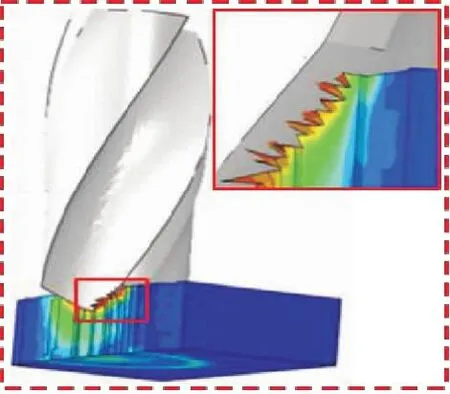
常规麻花钻与微槽织构麻花钻在同一位置、同一时刻的切削过程对比如图5所示,切削力对比见图6。
(a)常规麻光钻

(a)常规麻花钻
当麻花钻开始接触工件材料时,由于横刃与工件的挤压作用使切削力迅速升高,随着织构麻花钻的进给,切削力会在一个区间范围内波动,当织构麻花钻钻出工件后,切削力逐渐降低。从图可以看出,微槽织构参与切削前的阶段和常规麻花钻钻出工件后两种麻花钻的切削力基本一致,但当微槽织构参与切削时,切削力明显降低。局部放大图显示切削力每个周期的变化呈山峰状,与常规麻花钻相比,当微槽织构参与到切削时,每个切削力周期均有明显的下降趋势,使该周期有较大一部分切削力处于峰值之下,其平均切削力明显减小。当刀具角度一定时,刀具切削过程中的切削力与刀具前刀面的刀屑接触长度成正比。微织构的置入减小了刀具前刀面与切屑之间的接触面积和接触长度,从而降低了切削过程中的切削力[21]。
4.1 极差分析
计算极差Rj时,交互作用列和因素列一样看待,试验分析结果如表8所示,根据所求极差结果将各因素按主次顺序排列,因素A,B,C都是对切削力影响较大的主要因素。

表8 试验结果分析
A×C的影响较小,直接用优水平组合A2C2作为A×C的优搭配,不考虑其他搭配。A×B和B×C的搭配影响较大,需要进一步考虑,表9是考查其搭配的二元表,A2B1和B1C2为其两因素的优搭配。通过考虑织构各参数的优搭配和优水平,可以确定织构参数的最优组合为A2B1C2,即在此条件下,该织构刀具的切削力最小。常规麻花钻平均切削力为164.182N,与常规麻花钻相比,最优水平的微槽织构麻花钻可使切削力降低16.4%。

表9 二元表
4.2 方差分析


表10 微槽参数试验结果
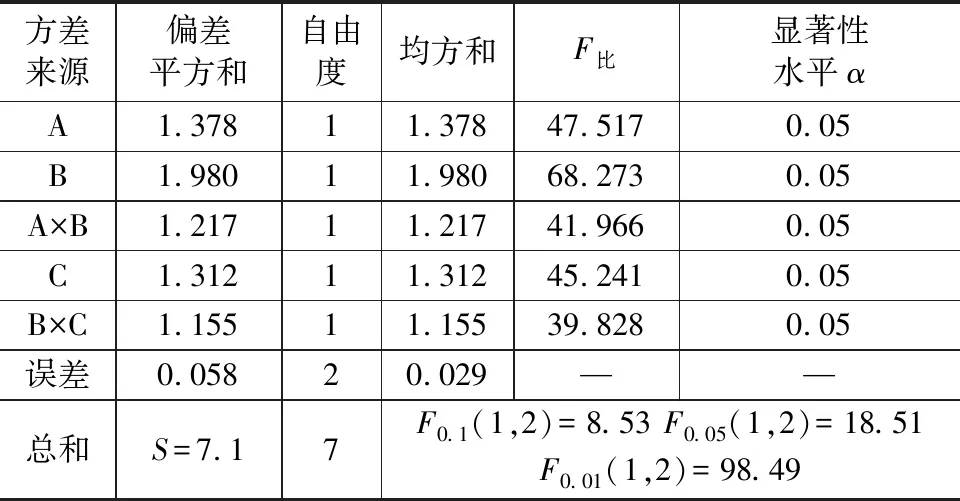
表11 方差分析
4.3 置信区间

0.0625-0.38=137.328
误差限为

其中
由此可得,本试验A2B1C2为最优组合,其指标真值区间为(137.328-0.379)~(137.328+0.379),即136.949~137.707,此时的置信度为95%。
5 结语
(1)在钻削钛合金时,麻花钻后刀面置入微槽织构能够有效降低切削力,与常规麻花钻相比最优水平的微槽织构麻花钻可使切削力降低16.4%。
(2)结合正交试验设计方法,微槽织构的离刃距离对切削力影响最大,其次是微槽织构间距和长度。
(3)在选定水平区间的最优组合为A2B1C2,最优组合的切削力大小区间(136.949,137.707),置信度为95%。
猜你喜欢
工具技术(2023年9期)2023-10-24
装备制造技术(2022年6期)2022-10-02
中国机械工程(2022年16期)2022-09-03
宝钢技术(2022年3期)2022-07-12
中外文摘(2019年19期)2019-11-12
伴侣(2017年6期)2017-06-07
光学精密工程(2016年4期)2016-11-07
船海工程(2015年4期)2016-01-05
河南科技(2014年23期)2014-02-27
河南科技(2014年5期)2014-02-27