
数字光处理型3D 打印参数对导板树脂机械性能的影响
2023-03-12 14:21章家铭叶盛佳杨晓燕忻贤贞
口腔材料器械杂志 2023年4期
章家铭 叶盛佳 杨晓燕 忻贤贞 曾 丽 魏 斌
(上海交通大学医学院附属第九人民医院口腔修复科·口腔综合科*·口腔第一门诊#,上海交通大学口腔医学院,国家口腔医学中心,国家口腔疾病临床医学研究中心,上海市口腔医学重点实验室,上海市口腔医学研究所,上海 200011)
近年来,由于可持续发展理念越来越受到重视,新兴的增材制造技术,即3D 打印成型技术得到飞速发展[1],在一些领域逐渐替代了传统的等材制造与减材制造技术。其中的数字光处理技术(Digital Light Processing,DLP),是将三维实体模型(STL 格式)进行切片保存为二维数据文件,通过数字微镜投影对液态树脂进行逐层光固化,堆积直至成型结束[2-5]。基于DLP 技术的3D 打印已经在口腔医学领域得到广泛应用,例如义齿基托、正畸托槽、诊断模型、外科导板等。
研究表明,诸多打印参数影响着DLP 成型件的精度与性能,包括单层固化时间、底层固化时间、层厚、回合等待时间、平台提升速度、后固化时间、模型设置角度等[6-11]。由于口腔医学的技术敏感性以及临床上对产品更高精度与性能的不断追求,3D 打印工艺参数的研究与优化对于临床生产制造具有重要的意义。本实验对单层固化时间、层厚、后固化处理时间、模型设置方向等工艺参数进行研究,旨在获取符合临床要求的最佳参数范围,为临床应用及生产树脂导板提供依据与参考。
1 材料和方法
1.1 主要材料、仪器和软件
1.1.1 主要材料 D031 牙科树脂 (乐一,中国)。
1.1.2 主要仪器 everes uno DLP 光敏树脂3D打印机 (Sisma,意大利);405nm 紫外光固化箱(3DSWAY,中国);万能力学试验机(劳埃德EZ 2000,英国);D 型邵氏硬度计(Syntek,中国);游标卡尺(Deli,中国)。
1.1.3 主要软件 SolidWorks 3D 建模软件和ChituBox 切片软件。
1.2 试样制备
分别按以下参数进行试样的制备:
单层固化时间分别为1.2 s、1.3 s、1.4 s、1.5 s、1.6 s,层厚0.05 mm,模型Z 方向设置,紫外光固化箱中后固化处理15 min。
单层固化时间为1.5 s,层厚分别为0.025 mm,0.05 mm、0.100 mm,模型Z 方向设置,紫外光固化箱中后固化处理15 min。
单层固化时间为1.5 s,层厚为0.05 mm,模型分别X、Y、Z 方向设置(如图1),紫外光固化箱中后固化处理15 min。
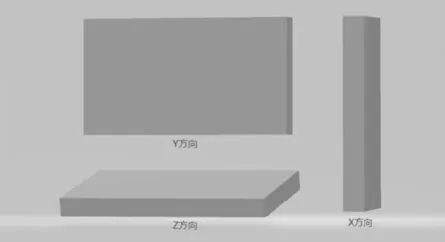
图1 本实验的 X、Y、Z 方向设置示意
单层固化时间为1.5 s,层厚为0.05 mm,模型Z 方向设置,分别在紫外光固化箱中后固化处理5 min、10 min、15 min、20 min、25 min。
每组分别制备精度测试试样(50 mm×30 mm×5 mm),硬度测试试样(50 mm×50 mm×6 mm,FCLHCSL0265),弯曲强度测试试样(80 mm×10mm×4mm,GB/T 9341-2008),拉伸强度测试试样(GB/T 1040.2-2006,图2)各15 个。
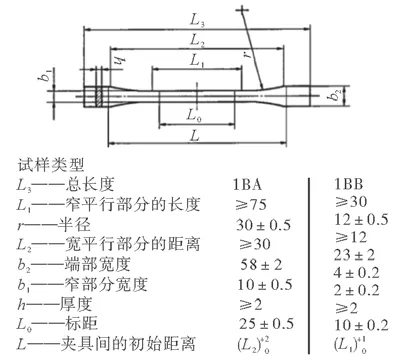
图2 拉伸强度试样示意
1.3 精度与性能测试
本实验中,精度的测量结果用相对误差表示,使用Deli 电子游标卡尺分别测量试样X、Y、Z 方向的尺寸并根据式1-1 计算相对误差,式中a 代表相对误差,L 代表测得尺寸,L0代表软件设计的尺寸,最终结果取平均值。硬度根据FCLHCSL0265塑料-硬度的测定-邵氏硬度计法使用D 型邵氏硬度计测量并计算平均值。弯曲性能根据GB/T 9341-2008 在万能力学试验机上进行测试,并计算每组平均值。拉伸强度根据GB/T 1040.1-2018 塑料 拉伸性能的测定 第1 部分:总则,在万能力学试验机上进行测试并计算平均值。弯曲强度与拉伸强度均以MPa 为单位(1 MPa=7500 mmHg)。
1.4 统计学分析
利用SPSS 26.0 统计学软件对结果数据进行统计学分析,采用单因素方差分析并计算P值。P<0.05 表明差异具有统计学意义。
2 结果
2.1 各项参数对尺寸精度的影响
2.1.1 单层固化时间对尺寸精度的影响 对单层固化时间分别为1.2 s、1.3 s、1.4 s、1.5 s、1.6 s,层厚0.05 mm,模型Z 方向设置,紫外光固化箱中后固化处理15 min 的精度测试试样进行分析。结果表明:尺寸精度随着单层固化时间的增加先升高再降低,1.3s 时达到最高精度,X、Y、Z 轴相对误差分别为0.84%、0.92%、1.02%,结果具有统计学意义(P<0.05)(图3A)。
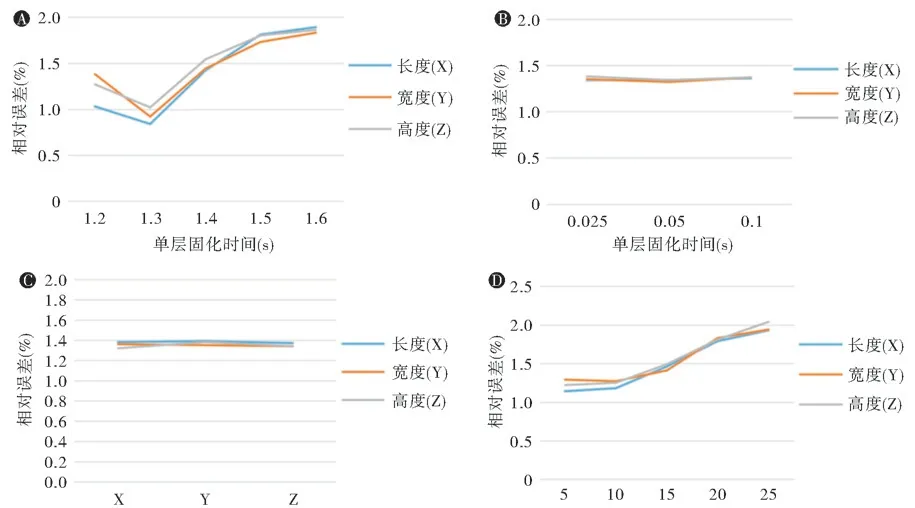
图3 各种参数对尺寸精度的影响
2.1.2 层厚对尺寸精度的影响 单层固化时间为1.5 s,层厚分别为0.025 mm,0.05 mm、0.100 mm,模型Z 方向设置,紫外光固化箱中后固化处理15 min 的精度测试试样进行分析。结果表明尺寸精度与层厚的关系并不显著(P>0.05)(图3B)。
2.1.3 模型设置方向对尺寸精度的影响 对单层固化时间为1.5 s,层厚为0.05 mm,模型分别X、Y、Z 方向设置,紫外光固化箱中后固化处理15 min的精度测试试样进行分析。结果表明尺寸精度与模型的设置方向关系并不显著(P>0.05)(图3C)。
2.1.4 后固化处理时间对尺寸精度的影响 对单层固化时间为1.5 s,层厚为0.05 mm,模型Z 方向设置,分别在紫外光固化箱中后固化处理5 min、10 min、15 min、20 min、25 min 的精度测试试样进行分析。结果表明尺寸精度随着后固化时间增加而降低,结果具有统计学意义(P<0.05)(图3D)。
2.2 各项参数对硬度的影响
2.2.1 单层固化时间对硬度的影响 对单层固化时间分别为1.2 s、1.3 s、1.4 s、1.5 s、1.6 s,层厚0.05 mm,模型Z 方向设置,紫外光固化箱中后固化处理15 min 的硬度测试结果进行分析。结果表明:硬度随单层固化时间的增加而增加,1.4 s 后趋于平缓,结果具有统计学意义(图4A)。
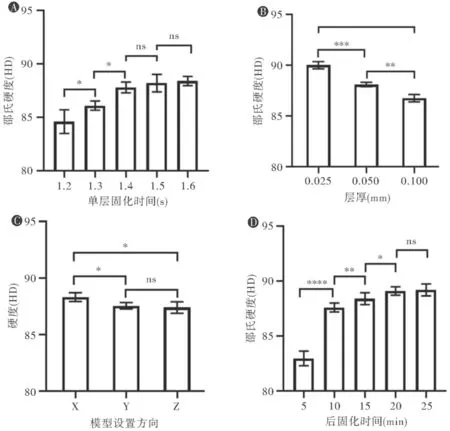
图4 各种参数对硬度的影响
2.2.2 层厚对硬度的影响 对单层固化时间为1.5 s,层厚分别为0.025 mm,0.05 mm、0.100 mm,模型Z 方向设置,紫外光固化箱中后固化处理15min的硬度测试试样的测试结果进行分析。结果表明:硬度随着层厚增加而降低,结果具有统计学意义(图4B)。
2.2.3 模型设置方向对硬度的影响 对单层固化时间为1.5 s,层厚为0.05 mm,模型分别X、Y、Z 方向设置,紫外光固化箱中后固化处理15min 的硬度测试结果进行分析。结果表明硬度与模型设置角度关系并不显著(图4C)。
2.2.4 后固化处理时间对硬度的影响 对单层固化时间为1.5 s,层厚为0.05 mm,模型Z 方向设置,分别在紫外光固化箱中后固化处理5 min、10 min、15 min、20 min、25 min 的硬度测试结果进行分析。结果表明:硬度随着后固化时间增加而增加,20 min后趋于平缓,结果具有统计学意义(图4D)。
2.3 各项参数对弯曲强度的影响
2.3.1 单层固化时间对弯曲强度的影响 对单层固化时间分别为1.2 s、1.3 s、1.4 s、1.5 s、1.6 s,层厚0.05 mm,模型Z 方向设置,紫外光固化箱中后固化处理15 min 的弯曲强度结果进行分析。结果表明:弯曲强度随着单层固化时间增加而增加,1.5 s 后趋于平缓,结果具有统计学意义(如图5A)。

图5 各种参数对弯曲强度的影响
2.3.2 层厚对弯曲强度的影响 对单层固化时间为1.5 s,层厚分别为0.025 mm,0.05 mm、0.100 mm,模型Z 方向设置,紫外光固化箱中后固化处理15 min 的弯曲强度测试结果进行分析。结果表明弯曲强度随着层厚增加而降低,结果具有统计学意义(如图5B)。
2.3.3 试样打印方向对弯曲强度的影响 对单层固化时间为1.5 s,层厚为0.05 mm,模型分别X、Y、Z 方向设置,紫外光固化箱中后固化处理15 min 的弯曲强度测试结果进行分析。结果表明:弯曲强度在Y 方向打印时最大,Z 方向其次,X 方向最低,结果具有统计学意义(如图5C)。
2.3.4 后固化处理时间对弯曲强度的影响 对单层固化时间为1.5 s,层厚为0.05 mm,模型Z 方向设置,分别在紫外光固化箱中后固化处理5 min、10 min、15 min、20 min、25 min 的弯曲强度测试结果进行分析。结果表明:弯曲强度随后固化时间增加而增加,15 min 后趋于平缓,结果具有统计学意义(如图5D)。
2.4 各项参数对拉伸强度的影响
2.4.1 单层固化时间对拉伸强度的影响 对单层固化时间分别为1.2 s、1.3 s、1.4 s、1.5 s、1.6 s,层厚0.05 mm,模型Z 方向设置,紫外光固化箱中后固化处理15 min 的拉伸强度测试结果进行分析。结果表明拉伸强度随单层固化时间增加而增加,1.4 s后趋于平缓,结果具有统计学意义(如图6A)。
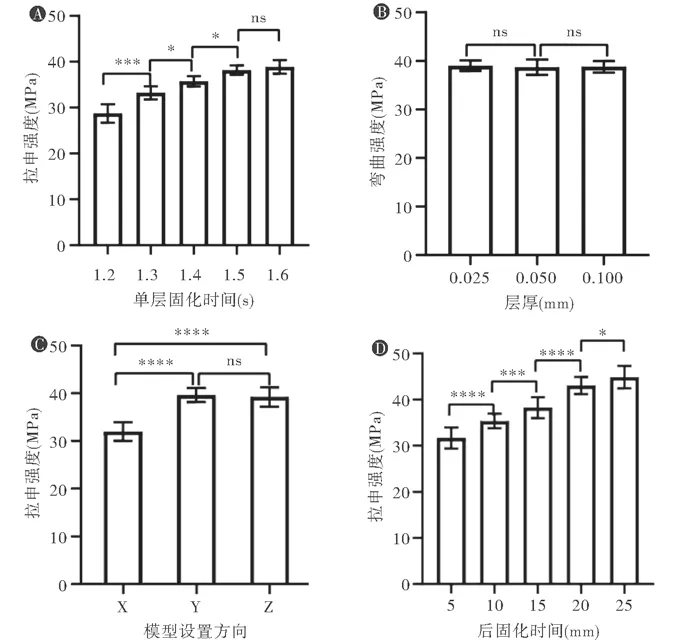
图6 各种参数对拉伸强度的影响
2.4.2 层厚对拉伸强度的影响 对单层固化时间为1.5 s,层厚分别为0.025 mm,0.05 mm、0.100 mm,模型Z 方向设置,紫外光固化箱中后固化处理15 min 的拉伸强度测试结果进行分析。结果表明拉伸强度随着层厚增加而降低,结果具有统计学意义(如图6B)。
2.4.3 模型设置方向对拉伸强度的影响 对单层固化时间为1.5 s,层厚为0.05 mm,模型分别X、Y、Z 方向设置,紫外光固化箱中后固化处理15min 的拉伸强度测试结果进行分析。结果表明拉伸强度在模型X 方向设置时最低,Y 方向与Z 方向无显著差异(如图6C)。
2.4.4 后固化处理时间对拉伸强度的影响 对单层固化时间为1.5 s,层厚为0.05 mm,模型Z 方向设置,分别在紫外光固化箱中后固化处理5 min、10 min、15 min、20 min、25 min 的拉伸强度测试结果进行分析。结果表明:拉伸强度随后固化处理时间增加而增加,15 min 后趋于平缓,结果具有统计学意义(如图6D)。
3 讨论
光固化过程中,液体树脂吸收特定波长紫外光能量发生聚合反应形成固体树脂,具有固化收缩的特性,且曝光时间过短则液体树脂吸收能量不足,聚合反应发生不全,影响固体树脂精度与物理强度,曝光时间过长则会在打印件边缘产生过固化部分,又因为紫外光的能量呈高斯分布特性,每一层中的树脂固化程度并不均匀,存在一定的“暗区”[12-14],也会进一步影响其成型精度与物理性能,因此后固化处理对打印件而言是必要的。本实验中打印件精度随着单层固化时间增加而先增加后降低,而后固化处理整体降低了打印件精度,但大幅增加了其物理性能,其趋势与齐剑峰等的研究结果[15]基本一致,且与原理相符。
根据Lambert-Beer 定律:
A 为吸光度,是对某一特定溶液或物体对光吸收能力的描述,b 为吸收层厚度,c 为吸光物质的浓度,K 为摩尔吸光系数。
对于同种液态树脂而言,c 固定不变,A 受到吸收层厚的影响,层厚越大,则每一层吸收光的能量越大。本实验中,打印件的硬度、弯曲强度、拉伸强度随着层厚的增加而小幅度降低,趋势与其原理基本一致,但其降低的幅度不及肖涵等的实验结果[13],可能是由于该实验使用的是导板树脂,透光性较强,导致摩尔吸光系数K 较低所造成的。
根据Quintana R 等的实验[8],模型建立时的设置角度与方向也会影响打印件的物理性能,这可能与分层堆积造成的打印件内部极性有关本实验设置了X、Y、Z 3 个较为有代表性的方向进行研究,结果表明尺寸精度与硬度受设置角度影响不大,而弯曲强度与拉伸强度明显均在模型Y 方向设置时较大。但由于临床实际打印的物体形状不规则或打印角度倾斜时,因为逐层打印的原理会形成边缘台阶从而影响表面精度,这一点应根据临床的实际需要再加考虑。
种植导板使用的目的在于提高种植手术的精确性、安全性,将术前的数字化设计转移到实际手术中,从而帮助种植体避开下牙槽神经管、上颌窦等重要解剖结构,更精确的定位,能有效将术前设计的种植体位置转移到患者口内颌骨中,使种植体避开神经线、上颌窦等重要解剖结构,降低术后并发症风险[16],因而对导板树脂生产时的精度误差研究具有临床意义。因种植导板在术中受到多种力的作用,使用过程中具有断裂、变形等风险,一旦发生则会很大程度影响手术的进行,因此探寻其物理性能随参数变化的规律也具有同样重要的临床意义。本实验围绕everes uno DLP 光敏树脂3D 打印机,研究了部分打印工艺参数对成型件尺寸精度与性能的影响及规律,结果表明导板树脂的打印件的相对误差最低可控制在1%左右,在打印厚度<7.5 mm 的导板时可达到T/CAMDI 038-2020 增材制造(3D 打印)口腔种植外科导板所规定的尺寸精度要求。在1.3 s 单层固化时间时,成型件的尺寸精度最高,硬度与拉伸强度在1.4 s 后趋于平缓,弯曲强度在1.5 s 后趋于平缓;层厚0.025 mm 时,尺寸精度、硬度、弯曲强度、拉伸强度均达到相对最优值;模型设置Y 方向时,弯曲强度与拉伸强度达到相对最优值;后固化时间的增加会降低成型件精度,硬度在10 min 后趋于平缓,拉伸强度与弯曲强度均在15 min 后趋于平缓。然而实际的生产应用面临着更多需要考虑的因素,例如层厚影响成型件的边缘锯齿程度及成型时间、模型设置方向大幅影响成型总时间等。因此综上考量,单层固化时间在1.3 s~1.4 s,层厚0.025 mm,模型根据实际形状倾向于Y 方向设置,后固化时间10 min~15 min 时生产的导板各项性能较优。
4 结论
本实验利用DLP 型3D 打印机,研究了光敏树脂成型相关参数与成型件精度、硬度、弯曲强度、拉伸强度的关系,证明了DLP3D 打印的参数与打印件的精度、物理性能之间存在一定的规律,并且不同因素间的影响强弱不同。因此,通过对参数的筛选,可以实现对单层固化时间、层厚、模型设置方向、后固化处理时间的优化,从而提高打印件的精度和物理性能,对实际生产应用起到了一定的指导作用。该研究不仅为今后多因素实验的因素筛选与因素优化提供理论基础,而且为不同种类树脂材料的同类型研究提供设计思路。
猜你喜欢
分子催化(2022年1期)2022-11-02
四川冶金(2019年5期)2019-12-23
电子制作(2019年15期)2019-08-27
测控技术(2018年9期)2018-11-25
上海大中型电机(2017年4期)2017-02-06
电线电缆(2016年5期)2016-02-27
中国塑料(2014年1期)2014-10-17
原子能科学技术(2014年1期)2014-02-28
现代农业科技(2009年19期)2009-03-20
中学生数理化·八年级数学华师大版(2008年3期)2008-08-26
