
陶瓷/金属焊接技术研究现状及发展
2023-03-16 04:31赵经香李希超戴作强郑莉莉孙明月
材料科学与工程学报 2023年6期
赵经香,李希超,戴作强,郑莉莉,时 婧,徐 斌,孙明月
(1.青岛大学 机电工程学院/动力集成及储能系统工程技术中心/电动汽车智能化动力集成技术国家地方联合工程技术中心(青岛), 山东 青岛 266071; 2.中国海洋大学 材料科学与工程学院, 山东 青岛 266100; 3.中国科学院金属研究所 沈阳材料科学国家研究中心, 辽宁 沈阳 110016; 4.中国科学院金属研究所 中国科学院核用材料与安全评价重点实验室, 辽宁 沈阳 110016)
1 前 言
在某些工作环境下,单一材料的性能已无法满足实际应用要求,因此复合材料的制备已成为当前热门的研究领域之一[1]。陶瓷材料作为一类重要的工业制造材料,在物理、化学和机械性能等方面都具有优异的性能,例如高硬度、高耐磨性、高耐腐蚀性及高热稳定性和化学稳定性等。但由于其固有的脆性、低延展性和较差的可加工性,陶瓷在使用过程中容易发生断裂,并且不容易生产大规模的复合材料构件,因此,陶瓷的工程应用受到限制[2]。金属材料具有优良的塑性、延展性、易导电性和传热性,但其易被腐蚀,稳定性较差,因此在性能上与陶瓷形成了一种互补关系。若能在陶瓷与金属之间建立可靠的连接,制造出满足要求的复合材料构件,不仅可以实现不同材料之间的优势性能互补,还可以降低使用成本,进一步拓宽二者的应用范围[3]。然而,由于陶瓷和金属是两类性质不同的材料,相互结合时会由于二者存在热/力学性能方面的差异而无法获得良好的连接接头[4]。二者连接的难度主要表现在以下三个方面:(1)金属在陶瓷表面的润湿性差,难以实现良好的冶金结合[5];(2)陶瓷与金属的热膨胀系数差异大,连接处容易产生较大的残余应力,导致连接接头力学性能差;(3)陶瓷与金属键型不同,化学稳定性不同,使得二者之间的冶金反应变得困难[6]。如何有效地实现陶瓷/金属的连接成为近些年来异种材料连接研究的重点。
陶瓷/金属连接工艺可分为三大类,即焊接连接、机械连接和粘接连接[7]。表1总结了三类连接工艺的特点。陶瓷与金属连接的总体要求有三点:(1)连接接头需有足够的强度;(2)接头需具有良好的气密性;(3)接头的残余应力要尽可能的小。综合考虑复杂场合要求、使用条件、气密性、工艺成本、工艺效率及接头质量等因素,陶瓷/金属的焊接连接工艺是更好的选择。
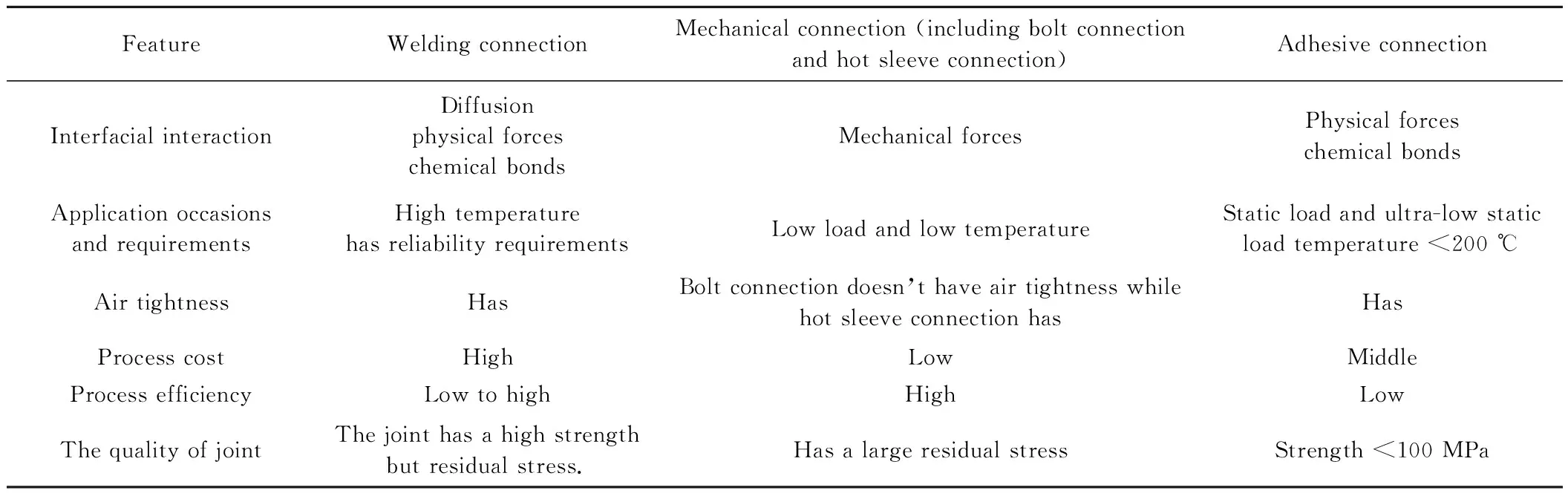
表1 三类陶瓷/金属连接工艺比较[8-9]
焊接连接工艺按照连接机理可将其分为熔焊、钎焊和压焊三类[10]。熔焊是指通过被焊材料在高温下熔化并形成可靠焊接接头的连接方法,但由于熔焊过程中在熔融基体金属中存在部分分解,无法获得坚固的陶瓷/金属接头。钎焊是指依靠熔融钎料润湿母材、填充焊缝和永久性化学键合来获得焊接质量可靠的接头的连接方法。压焊是指通过被焊材料在压力作用下发生物质迁移或塑性变形而获得焊接效果良好的接头的方法,主要有扩散焊、摩擦焊和爆炸焊等。这些连接方法各有优点和局限性,适用于不同的工作场合。综合考虑工艺操作、连接效果等方面,目前广泛应用于陶瓷与金属连接的方法主要有:钎焊、扩散焊、摩擦焊等。
2 钎 焊
钎焊是一种将陶瓷与金属连接在一起的简单、可靠且有效的方法,在钎焊过程中,通常会借助熔点低于相邻材料的填充金属作为钎料将陶瓷与金属进行连接[11]。其焊接过程如图1所示。随温度升高,钎料熔化而母材保持固态,经过一段时间的母材润湿、毛细间隙填充与化学键合,陶瓷与金属结合在一起[12]。
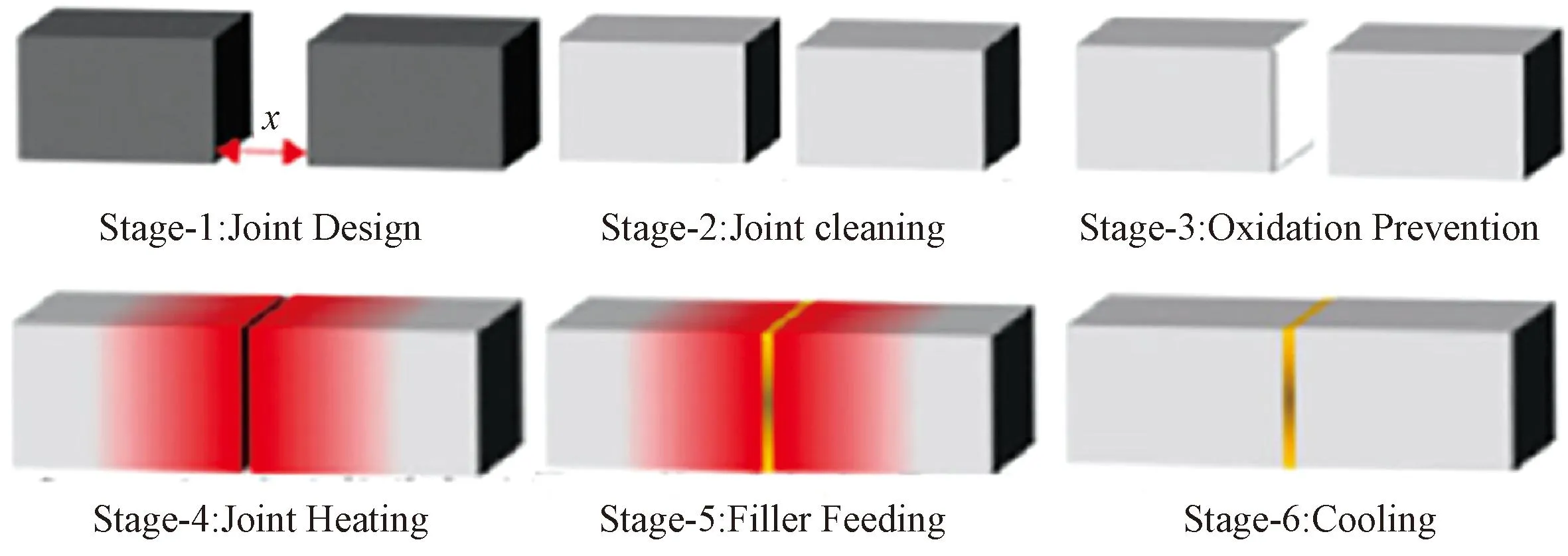
图1 钎焊机理[13]
2.1 间接钎焊与直接钎焊
钎焊的关键是使用填充金属润湿陶瓷表面的能力[14],而液体能否润湿固体表面取决于两者表面的张力和元素之间的反应性[15],因此陶瓷材料的表面性能、微观结构以及钎料合金在钎焊气氛中与陶瓷的反应性都是控制润湿的主要方面。为此主要有两种提高润湿性的方法,一种是间接钎焊法,另一种是直接钎焊法。
间接钎焊法又称金属化钎焊法或两步法,第一步是对陶瓷进行预金属化处理,第二步是用普通钎料进行钎焊,其中第一步最常用的方法是Mo-Mn法。但其局限性在于连接工艺操作复杂、周期较长。
直接钎焊法也称为添加活性元素法,是指在钎料中加入活性元素Ti,Zr,Hf,Nb,Ta等,这些元素与陶瓷反应形成反应层,有助于在陶瓷与金属之间实现永久性的化学键合,获得可靠的钎焊接头[16]。直接钎焊法的关键是使用钎料润湿陶瓷,此外还要考虑焊后残余应力大的问题[17]。可使用中间层或复合钎料来降低界面的残余应力,进而提高接头质量[18]。但是局限性在于接头耐高温性能较差且钎料的铺展面积有限[19]。
2.2 影响钎焊效果的主要因素
2.2.1钎焊工艺参数 在钎焊过程中,焊接工艺参数的变化对钎焊接头的性能和界面组织有很大影响,其中工艺参数主要包括钎焊温度、保温时间和加热速率等[20]。
Pan等[21]使用Ag-Cu-Ti作为钎料研究了Ti3AlC2陶瓷与40Cr钢的直接钎焊连接,分析了钎焊保温时间对接头组织和力学性能的影响。如图2所示,随着钎焊时间从10 min增加到30~60 min时,发现在钎料/40Cr钢界面上形成了连续的反应层和强烈的结合,同时接头剪切强度从27.7 MPa(10 min)显著提高到196.4 MPa(30 min),后又缓慢降低到191.3 MPa(60 min),由此确定最佳钎焊保温时间为30 min(图3)。
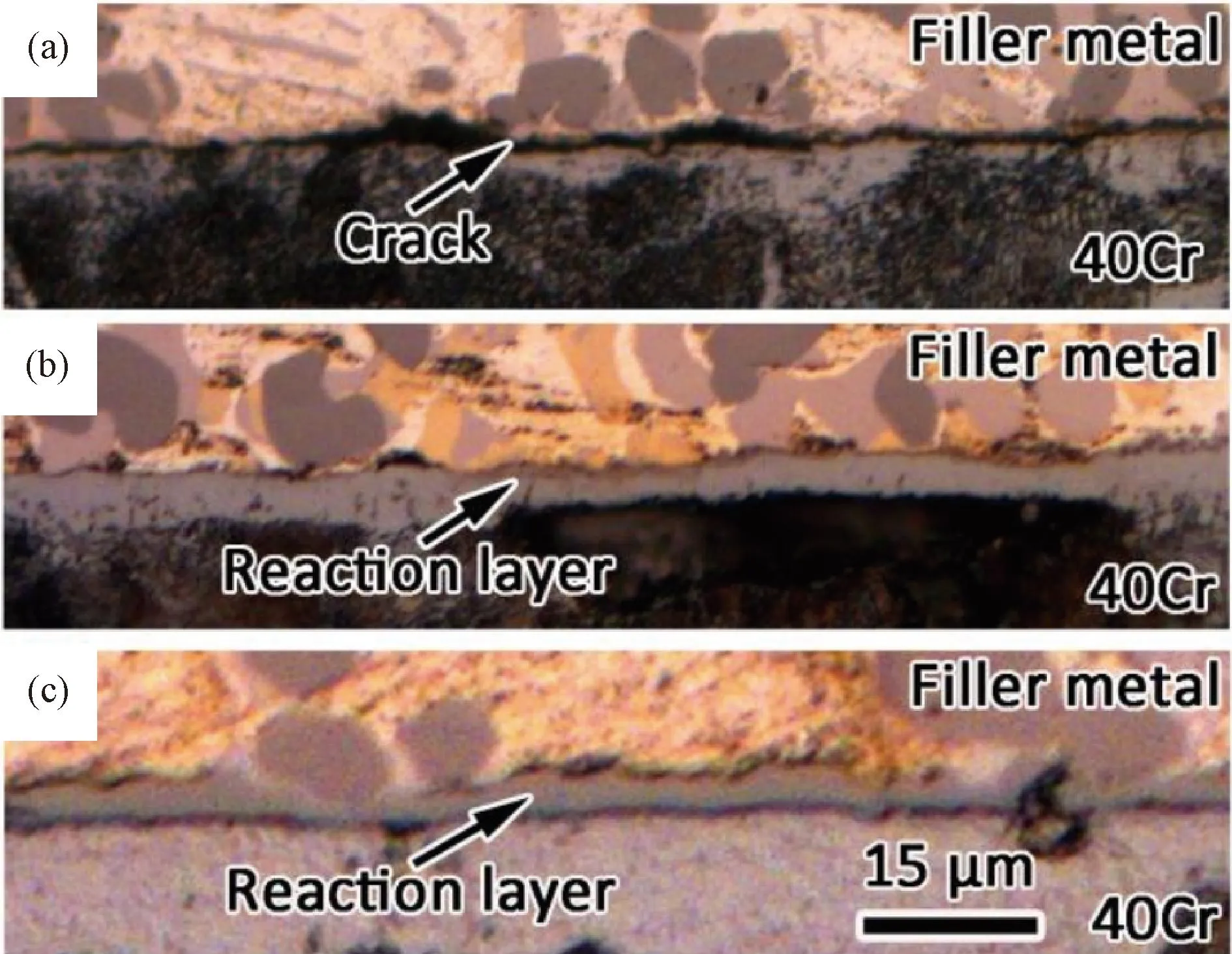
图2 填充金属/40Cr界面的微观结构 (a)10 min;(b)30 min;(c)60 min [21]
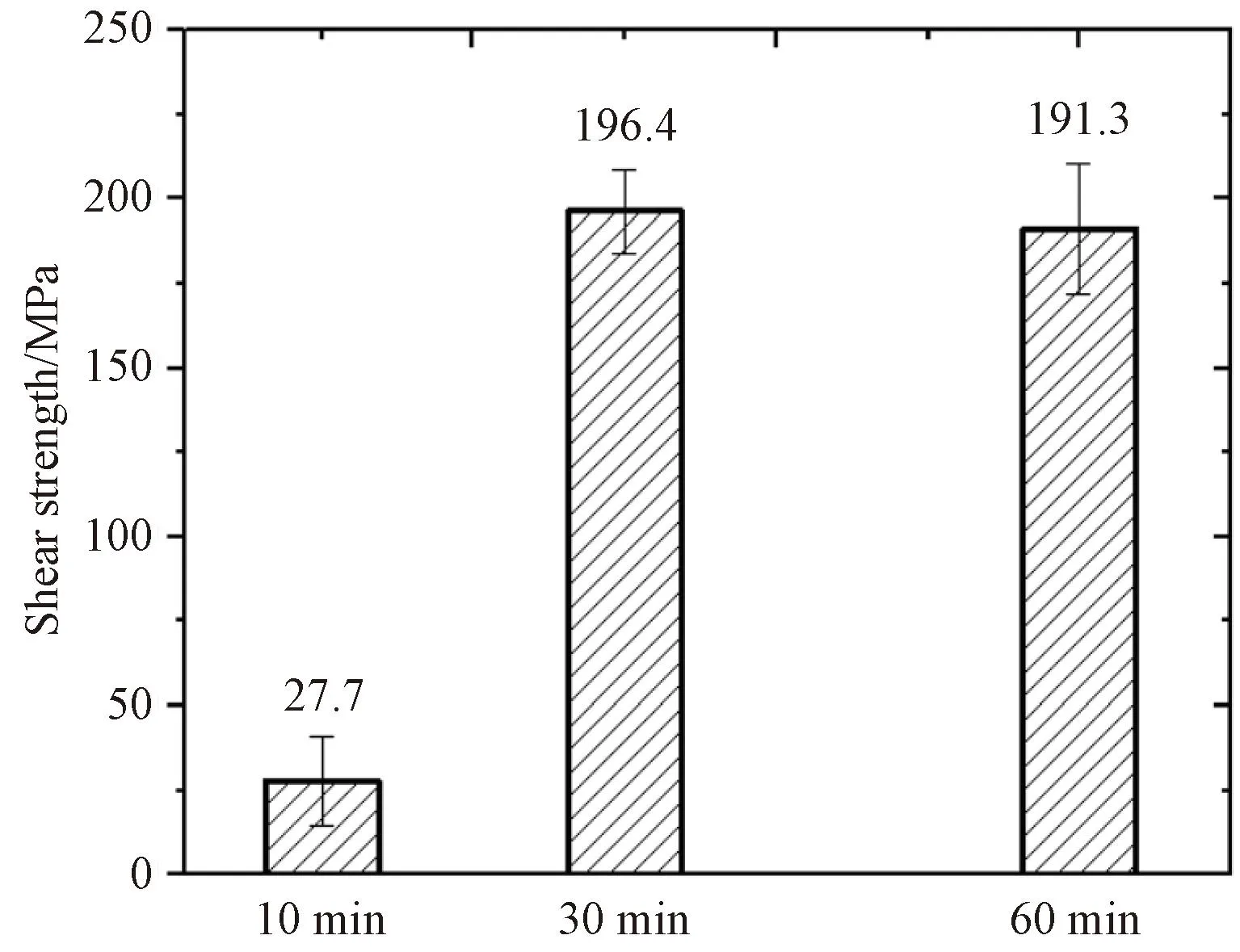
图3 不同钎焊保温时间下钎焊接头的抗剪强度[21]
Xia和Wang等[22]使用Ni箔作为中间层通过直接钎焊技术成功连接Ti3SiC2陶瓷和TC4合金,研究了钎温度对接头界面微观结构的影响。结果表明,随焊接温度的升高和保温时间的延长,元素间的化学反应更充分,钎焊层的宽度逐渐增加。但当温度达到1 040 ℃时,接头中TC4基板附近出现微小空洞,导致接头强度有所降低。同样,Wang和Xia等[23]使用Cu中间层也获得了Ti3SiC2陶瓷和TC4合金的可靠接触反应钎焊接头。通过研究不同温度下TC4/Ti3SiC2接头的界面组织和力学性能,发现随温度的升高,接头的剪切强度从(77±13) MPa增加到(132±8) MPa,但随着温度的进一步升高,其又降低到(84±9) MPa(图4)。
图4 不同钎焊温度下TC4/Ti3SiC2钎焊接头的剪切强度[23]
李玉龙等[24]研究了Ag-Cu-Zn钎料在TiC-Ni金属陶瓷表面的润湿性。在实验过程中,由于Zn元素易在真空中挥发,而加热速率的快慢会影响Zn的挥发,因此加热速率也会对钎焊效果产生影响。如图5所示,在不同加热速率下,Ag-Cu-Zn都能润湿TiC-Ni金属陶瓷。加热速率低于22.5 ℃/min时,Ag-Cu-Zn钎料在金属陶瓷表面润湿性良好。随着加热速率升高,Zn的挥发速率加快,润湿角由20.1°增加到76°,润湿效果变差。润湿角越小,陶瓷表面的润湿性越好,焊接质量就越高。
图5 真空环境中不同加热速率时Ag-Cu-Zn在金属陶瓷表面润湿角θ和基底直径d/d0随时间的变化[24]
2.2.2钎料 钎料是指钎焊过程中用于填充焊缝的一类金属或合金材料,其主要作用是润湿陶瓷表面,以便更好地连接陶瓷与金属,活性元素在此过程中起着十分重要的作用。陶瓷表面的润湿性越好,钎焊焊接效果越好,故钎料的组成元素是影响钎焊焊接效果的另一个重要因素[25]。图6中列出了用于陶瓷与金属钎焊连接的钎料的基体成分主要有Ag、Au、Ni、Cu等,其中Ag-Cu基、Sn基钎料性能较好,目前被广泛研究。
图6 根据钎焊温度和钎料种类对钎焊进行分类[12]
Xin等[26]将Ag-Cu钎料和Ag-Cu-Ti钎料分别应用于陶瓷与金属的钎焊,比较了不同组元钎料合金对钎焊焊接效果的影响。图7显示,随时间增加,Ag-Cu-Ti合金使润湿接触角θ从110°减小到12°,而Ag-Cu合金使接触角θ变化不大。在钎料中加入Ti可以降低SiO2陶瓷表面的接触角θ。接触角的大小将决定接头的粘接强度。接触角越小,润湿性越好,钎焊焊接效果越好。由此表明,活性元素Ti的引入提高了钎焊的焊接效果。活性元素中Ti活性较好,故Ag-Cu-Ti活性钎料是应用较为广泛的的活性钎料[27]。
图7 润湿接触角θ随时间的变化曲线[26]
此外,活性金属元素在钎料中的含量也会影响钎焊的焊接效果。Li等[28]研究了Ti含量对Sn0.3Ag0.7Cu-Ti (SAC-Ti) 钎料在SiC陶瓷表面润湿性的影响。如图8所示,活性元素Ti的添加能显著提高钎料在陶瓷表面的润湿性。在钎焊温度和保温时间恒定的条件下,随着Ti含量的增加,润湿接触角先减小后增大。150°的润湿接触角表明陶瓷表面未发生润湿行为,当Ti含量增加到1.5 wt%时,钎料在陶瓷表面的接触角最小,约为9°,此时焊接效果最佳。当Ti含量进一步增加到2.0 wt%时,Ti-Sn间的化学反应加剧,钎料流动性和Ti的有效活性下降,导致接触角增大,焊接效果有所降低。因此Ti的含量并不是越多越好,适量的Ti含量可以增强活性钎料在陶瓷表面的润湿性,进而提高钎焊的焊接效果[29]。
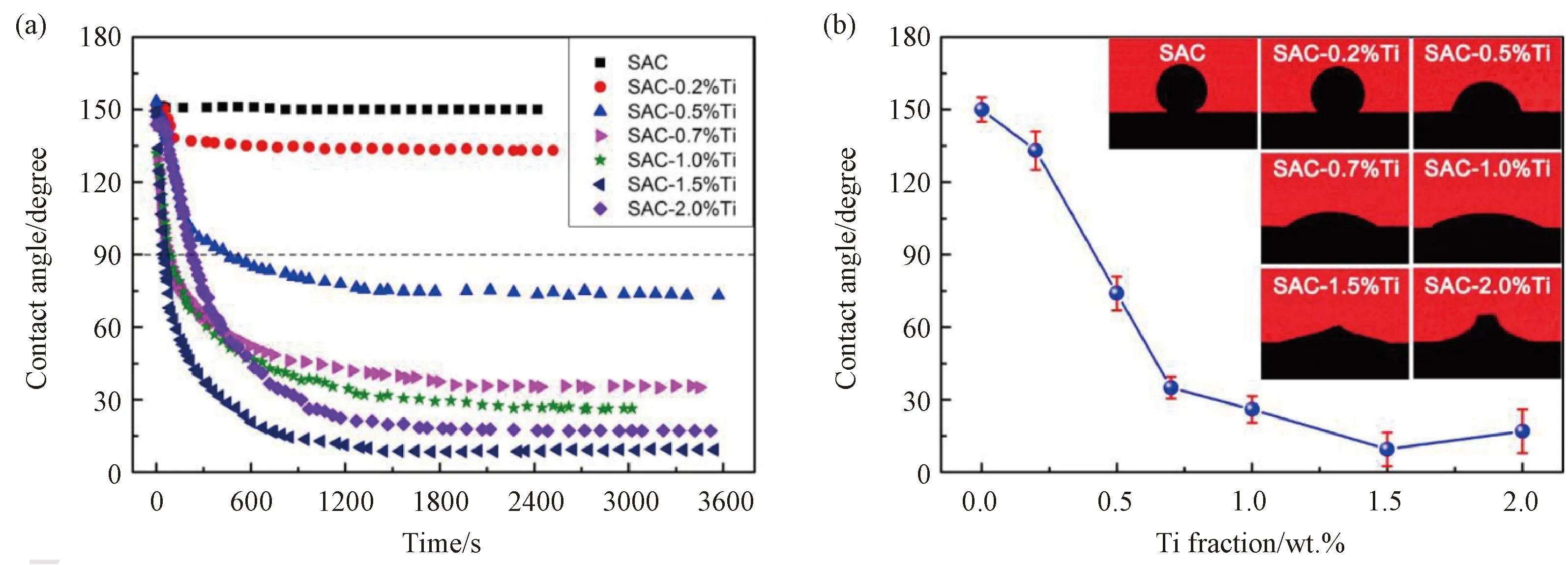
图8 (a)在1233K(950 ℃)和60 min条件下,不同Ti含量的接触角随时间的变化;(b)平衡接触角和液滴/SiC系统随Ti含量增加的变化[28]
3 扩散焊
扩散焊是一种广泛应用于耐高温陶瓷/金属连接的技术,其显著特点是接头强度高、精度高、变形小、质量可靠,且具有优异的耐高温性能和抗腐蚀性能[30]。
3.1 固相扩散焊与液相扩散焊
扩散焊是一种通过原子扩散来获得可靠接头的技术,因此扩散过程尤为重要。通常根据扩散过程中是否出现液相将其分为固相扩散焊和瞬时液相扩散焊两类[31]。
3.1.1固相扩散焊 固相扩散焊是指在温度和压力的作用下,被焊材料始终保持固态并紧密接触,经过一段时间的局部塑性变形,形成可靠的焊接接头[32]。如图9所示,固相扩散焊三个过程相互交叉进行,最终实现陶瓷与金属的有效连接。

图9 固相扩散焊机理
与钎焊不同,固相扩散焊的焊接过程中不存在低熔点钎料金属,因此形成的接头具有耐高温、质量可靠的特点。但其局限性在于连接温度高、时间长。
3.1.2瞬时液相扩散焊 (transient liquid phase, TPL) TPL的基本过程大致分为五个阶段,如图10所示,随着温度的升高,低熔点中间层材料逐渐熔化,润湿母材并形成液相,在压力的作用下,经过一段时间的元素扩散、部分母材溶解以及接头等温凝固,最终实现接头成分和组织结构均匀化,获得焊接效果良好的接头[33]。
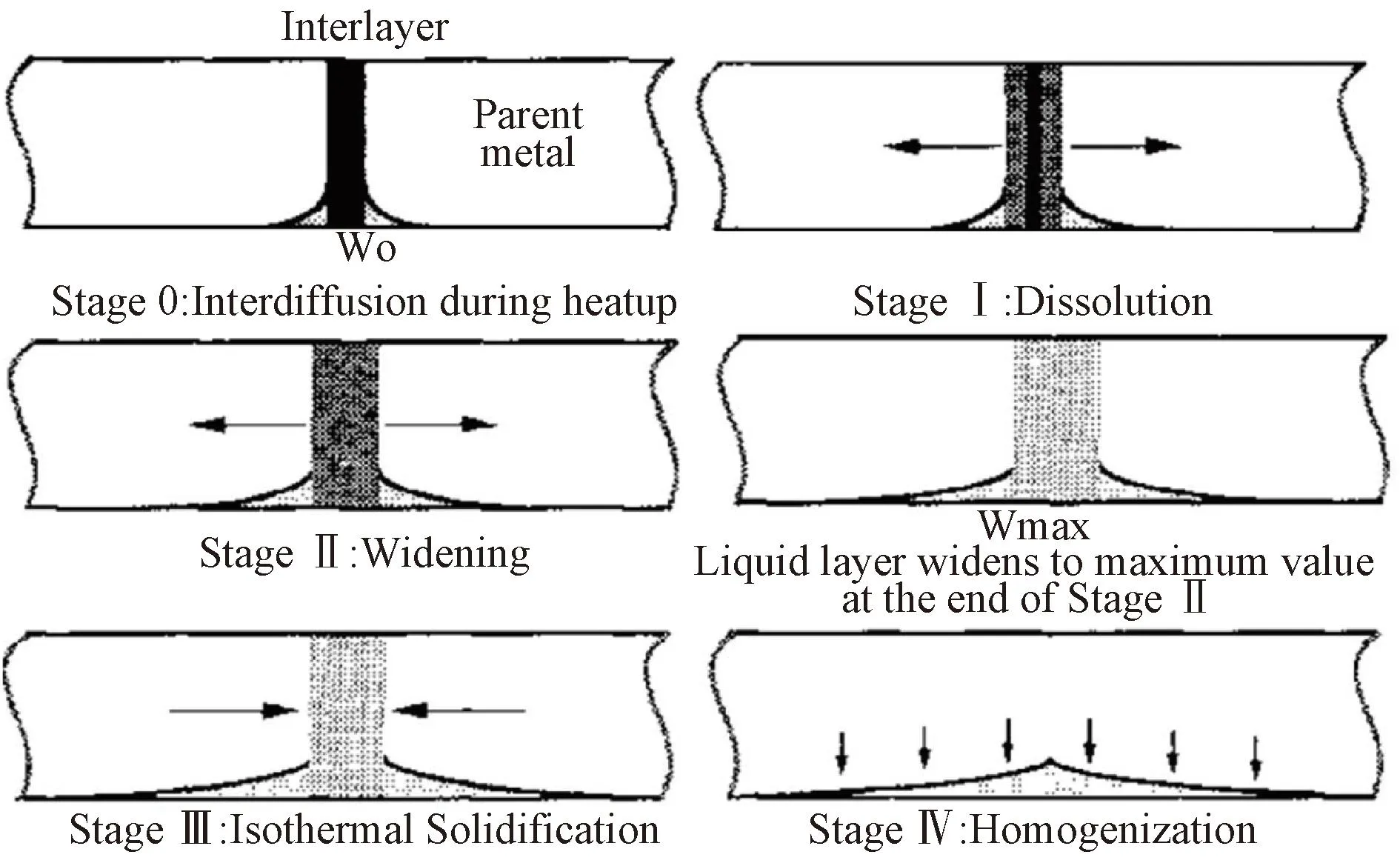
图10 瞬时液相扩散焊机理[34]
TPL结合了钎焊和固相扩散焊的优点,既能降低焊接温度,又能提高接头的使用温度,因而应用最为广泛[35]。随着扩散焊的发展和工艺方法的多样性,为了获得良好的连接效果,提高其接头强度,常常会使用中间层将陶瓷与金属连接起来[36]。
3.2 影响扩散焊效果的主要因素
影响扩散焊焊接效果的因素主要有两方面,一是工艺参数,包括温度、压力、保温时间、真空度及材料的表面处理等;二是中间层,包括是否添加中间层、中间层的厚度及中间层材料的选择等[37]。
3.2.1工艺参数 (1)焊接温度、焊接压力和保温时间
焊接温度的变化对母材的屈服强度、原子的扩散行为以及界面孔洞的消除等都有着重要的影响。温度Tb=(0.6~0.8) Tm,其中Tm为熔点较低母材的熔点[38]。在较低温度(0.6 Tm以下),焊接时间可长达数小时,在高温(0.8 Tm以上),焊接时间可能仅为几分钟[31]。由于扩散连接是一个热激活过程,温度的升高会使原子扩散更充分,容易获得成分均匀的接头[39]。但如果温度过高,也会影响焊接效果。因此,如何选取最佳焊接温度,是影响扩散连接效果的关键。
适当地延长连接保温时间,可以使母材(或与中间层)之间的扩散更加充分,促进焊接接头成分和组织结构均匀化,获得优质的接头[40]。但如果保温时间过长,产生的脆性中间相会恶化接头的性能。因此,合适的连接保温时间,也会影响焊接的接头质量。
在焊接温度和保温时间一定的条件下,提高焊接压力不仅可以破坏陶瓷表面的氧化膜[41],使分子或原子扩散更充分,获得更高质量的接头,还可以加速焊接工艺进程,提高焊接效率[42]。通常扩散焊采用的压力在0.5~50 MPa之间,随着焊接压力的增大,界面紧密接触的面积就越大,这可能会减少甚至消除界面的扩散孔洞,但如果压力过大,反而会引起工件的宏观塑性变形[43]。因此,合适的焊接压力同样会影响焊接效果。
Martinelli和Drew[44]通过直接扩散焊连接SiC陶瓷与金属Mo。实验在真空条件、单轴压力和不同温度(1 200~1 700 ℃)下进行。当焊接压力保持在10 MPa,连接温度为1 500 ℃,保温时间为1 h时,接头失效。但是,如果保温时间缩短到10 min,则可获得牢固的连接。因此得出结论:延长连接保温时间会使反应层变厚,从而产生较大的残余应力,并导致接头较弱。微裂纹可以在缩短连接时间的情况下最小化,这有助于提高接头强度。
Wang等[45]在900~1 000 ℃保温0.25 h~64 h的条件下将TiAl金属与Ti3SiC2陶瓷进行直接扩散连接,研究了Ti3SiC2/TiAl接头的界面微观结构演化、生长动力学和力学性能,发现界面反应层的厚度增长有抛物线动力学规律。如图11所示,随保温时间增加,各焊接温度下的抗剪强度先增加后降低。随焊接温度升高,各温度下的抗剪强度最大值均减小,且在900 ℃下保温9 h,剪切强度最高(约53 MPa)。
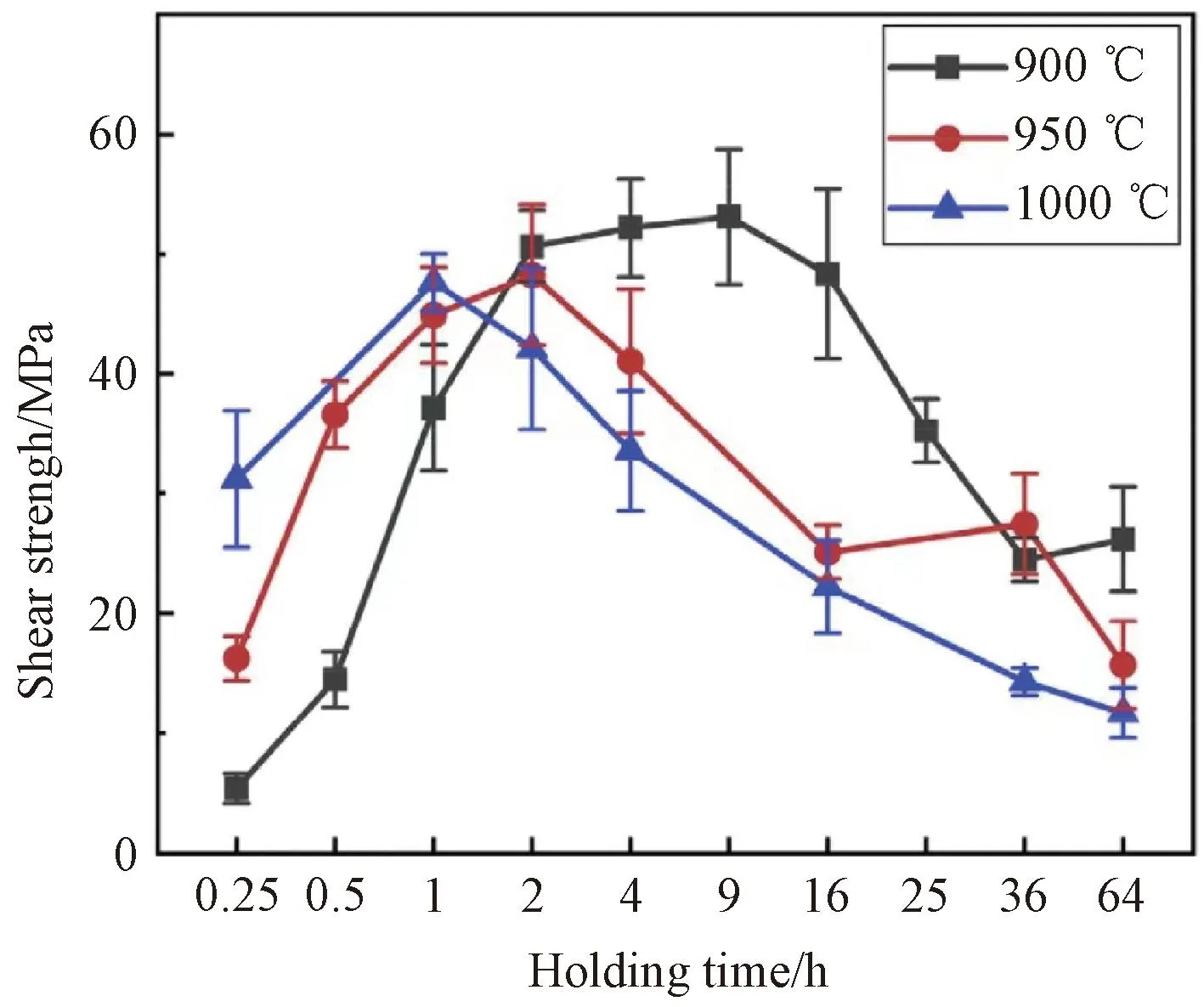
图11 不同保温时间下TiAl/Ti3SiC2扩散连接接头的剪切强度[45]
(2)真空度和材料的表面处理
为防止扩散过程中待焊接样品被氧化,一般采用真空扩散焊,或使用非活性气体(Ar、N2等)作为保护介质[46]。通常情况下,真空气氛中的接头强度要大于其他气氛中的接头强度,而且真空度越大,材料表面的清洁度越高,界面连接的效果越好。焊接过程中,在温度、压力的作用下,材料良好的表面状态能使它们结合得更紧密,扩散更充分,接头质量也就更高。如果材料表面不经任何处理,降温时产生的残余应力会影响母材连接的可靠性和接头质量[47]。因此在进行焊接前,需对材料表面进行处理,保证无任何杂质和氧化层。
3.2.2中间层 扩散焊可以分为无中间层的直接扩散焊和有中间层的间接扩散焊两种。
程强[48]研究了Ti3SiC2陶瓷和SUS430不锈钢的直接扩散连接。连接条件:压力20 MPa、保温30 min、温度850~1 150 ℃。试验发现由于两种母材在物理、化学性质上的巨大差异,直接扩散连接难以获得可靠的接头。由图12观察可得,Ti3SiC2和SUS430在950 ℃以下未能实现有效的结合,界面处可以观察到明显的裂缝。随着温度的升高,裂缝宽度逐渐减小。950 ℃时,部分基体已经贴合,直到1 050 ℃,裂缝消失,二者之间实现了紧密贴合。1 150 ℃以上时,接头界面处生成了明显的反应层,但是高的焊接温度造成接头处巨大的热应力集中,导致接头断裂,也恶化了母材的性能(图13)。Wang等[45]在900~1 000 ℃保温0.25~64 h的条件下将Ti3SiC2陶瓷与TiAl合金进行直接扩散连接,成功获得了界面结构良好的Ti3SiC2/TiAl接头,但是反应区的一些脆性中间相(如Ti5Si4,Ti5Si3)却大大恶化了接头的力学性能。
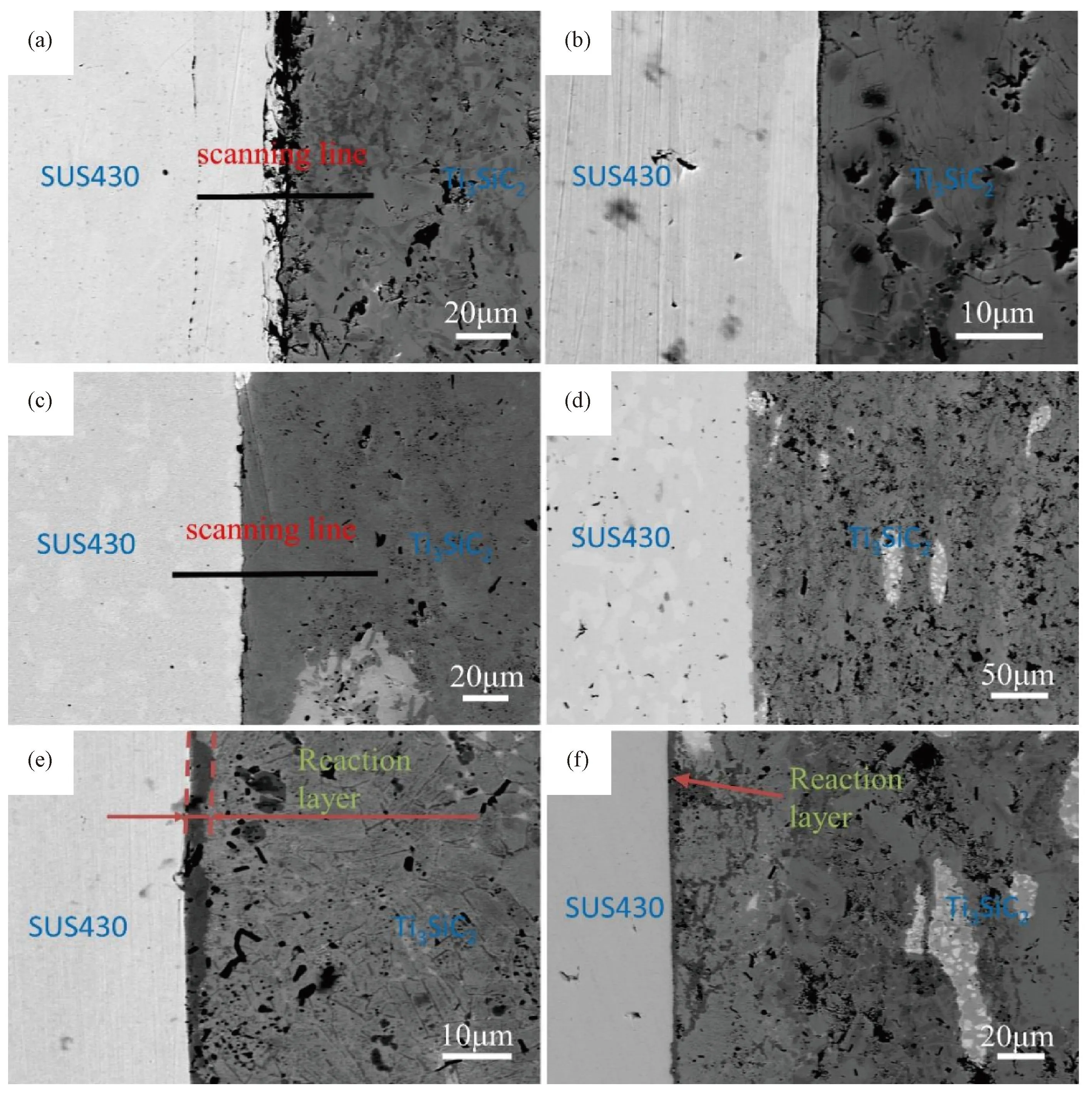
图12 SUS430与Ti3SiC2在20 MPa压力,30 min条件下扩散连接界面背散射扫描图像:(a)850 ℃;(b)900 ℃;(c)950 ℃;(d)1 050 ℃;(e)1 150 ℃;(f)1 200 ℃[48]
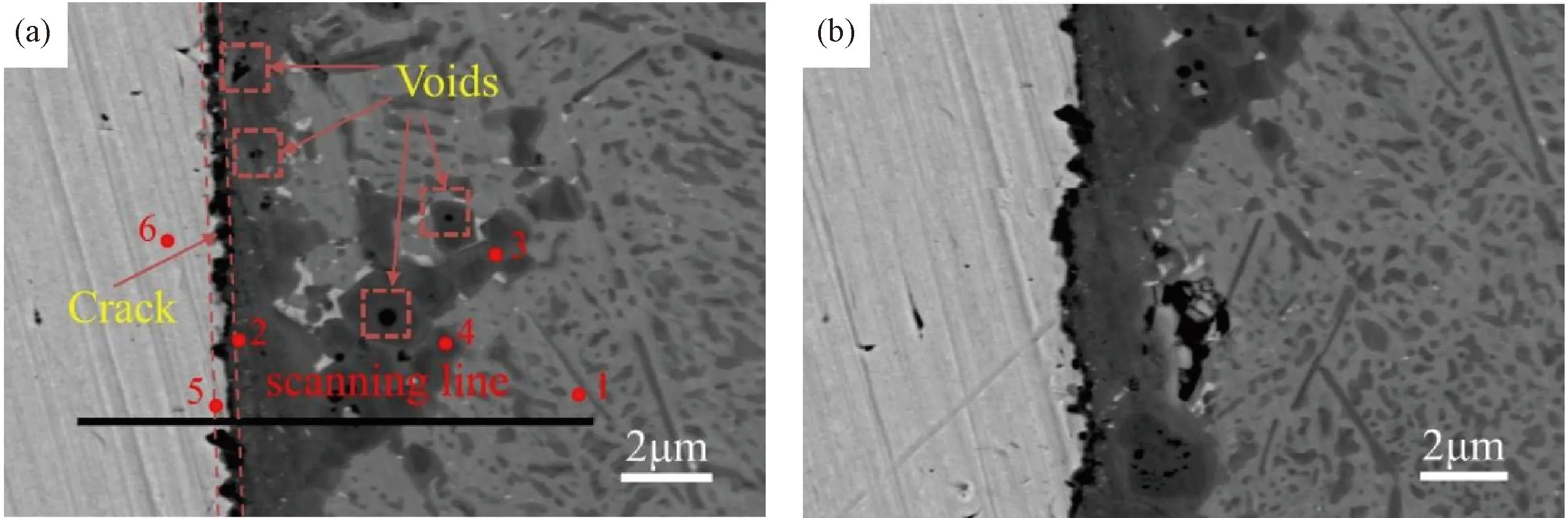
图13 更高放大倍数下SUS430/Ti3SiC2连接接头的界面微观结构 (a)1 150 ℃;(b)1 200 ℃[48]
为了提高焊接质量,获得更优性能的焊接接头,有时中间层对于陶瓷与金属的连接是非常必要的。中间层不仅能缓解不同材料之间因热膨胀系数与弹性模量差异大而引起的残余应力,同时还能调节界面元素扩散,抑制或减少恶性化合物的生成[49]。同样,中间层材料的选择非常关键,其性能应与母材相近,且在母材中的溶解度大[50]。通常,中间层的选择可分为三类:第一类是单一的软活性金属,如Ni、Al、Cu、Ti等;第二类是多层金属,如W/Ni复合层、W/Cu复合层等;第三类是按照材料的热膨胀系数或弹性模量依次变化而采用的梯度中间层[51]。近年来,在使用中间层来获得性能可靠的陶瓷/金属接头方面取得了不错的进展。
Wang等[52]为了避免脆性界面化合物的形成,通过使用Al箔作为中间层成功将Ti3SiC2陶瓷与TiAl合金连接。通过在Ti3SiC2基体中掺杂了部分的Al元素来改变主要的扩散元素并成功调节了Ti3SiC2-Al-TiAl扩散对的控制机制。Al的引入使得在Ti3SiC2基质表面形成了一层富Al的无定型晶间薄膜(AIFs),成功改变了扩散对的主要影响机制,并避免了Ti5Si4、Ti5Si3等脆性中间相的形成,大大提高了接头的力学性能。Liu等[53]在真空气氛中进行了TiAl合金与Ti3SiC2陶瓷的扩散连接,并比较了有无Ni箔作中间层所形成的接头的界面组织和力学性能。研究发现,TiAl/Ti3SiC2接头在焊接过程中形成了三层连贯的金属间化合物层,但是在剪切强度试验期间,接头发生了脆性断裂,且剪切强度不超过20 MPa,如图14所示。而TiAl/Ni/Ti3SiC2接头通过引入Ni箔作为中间层,获得了52.3 MPa的最高剪切强度,中间层消除了残余应力,故接头性能得以显著提高。
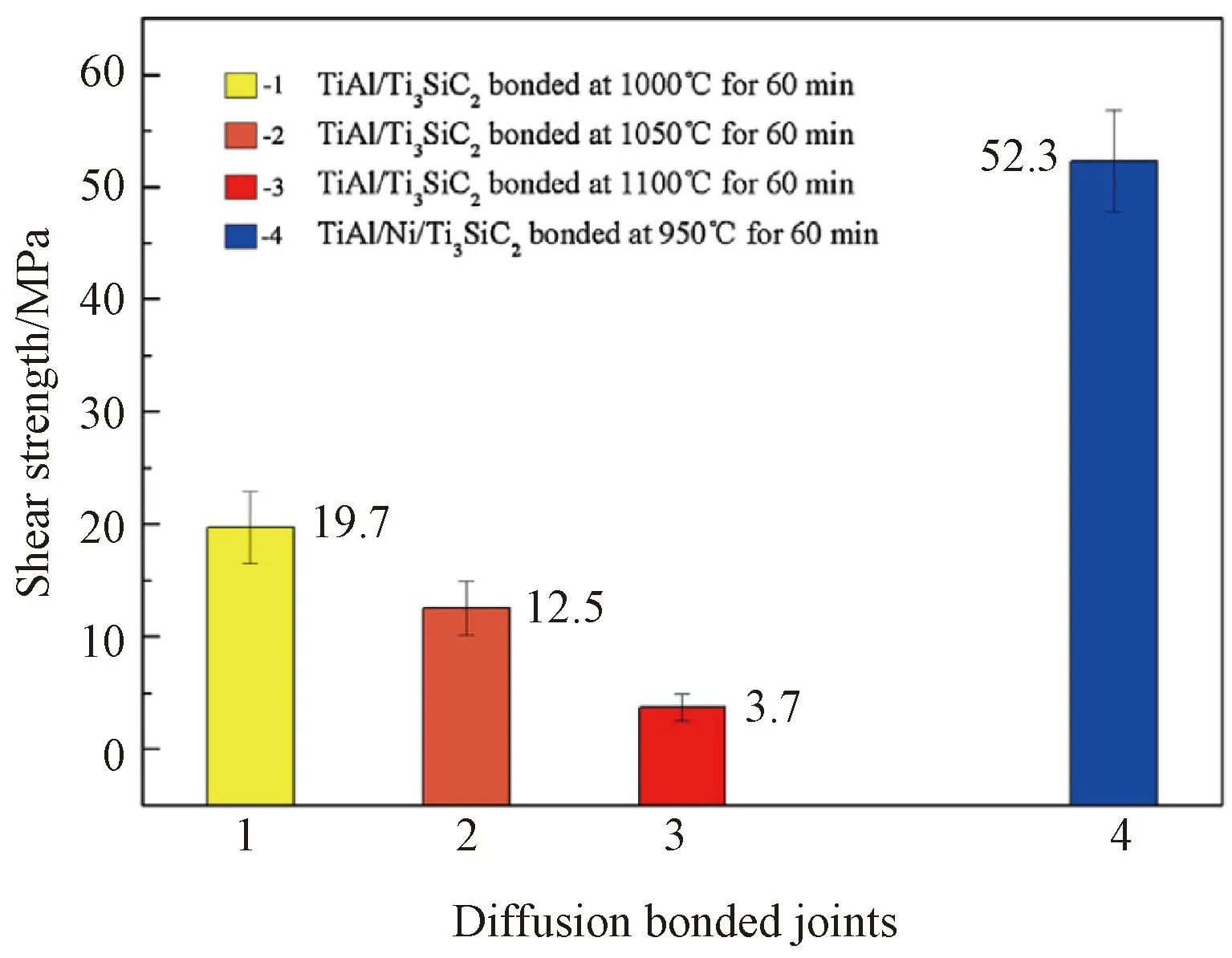
图14 TiAl/Ti3SiC2与TiAl/Ni/Ti3SiC2扩散连接接头的抗剪强度[53]
Zhong等[54]使用W/Ni双中间层通过固相扩散焊技术将SiC陶瓷与铁素体不锈钢进行连接。接头的显微组织检查和力学性能评估表明,使用W/Ni双中间层可形成强度较高的SiC/钢接头。由此分析,双中间层的加入,减少了会降低强度的界面反应,同时也减少了接头中的残余应力。
Cheng等[55]以纯Ni箔作为中间层,在850~950 ℃保温30~90 min的条件下,采用固相扩散焊技术成功地实现了Ti3SiC2陶瓷和SUS430不锈钢之间的连接。由此可见,中间层所提供的过渡和缓冲作用是实现陶瓷与金属间有效结合的关键。图15显示当使用的Ni中间层厚度为10 μm时,试样的拉伸强度明显降低,这是由于当中间层厚度较薄时,Ni箔在连接过程中早早被消耗完毕,导致界面处出现了严重的裂缝,从而导致接头的力学强度显著下降。因此,中间层的厚度也会影响扩散焊连接接头的性能。
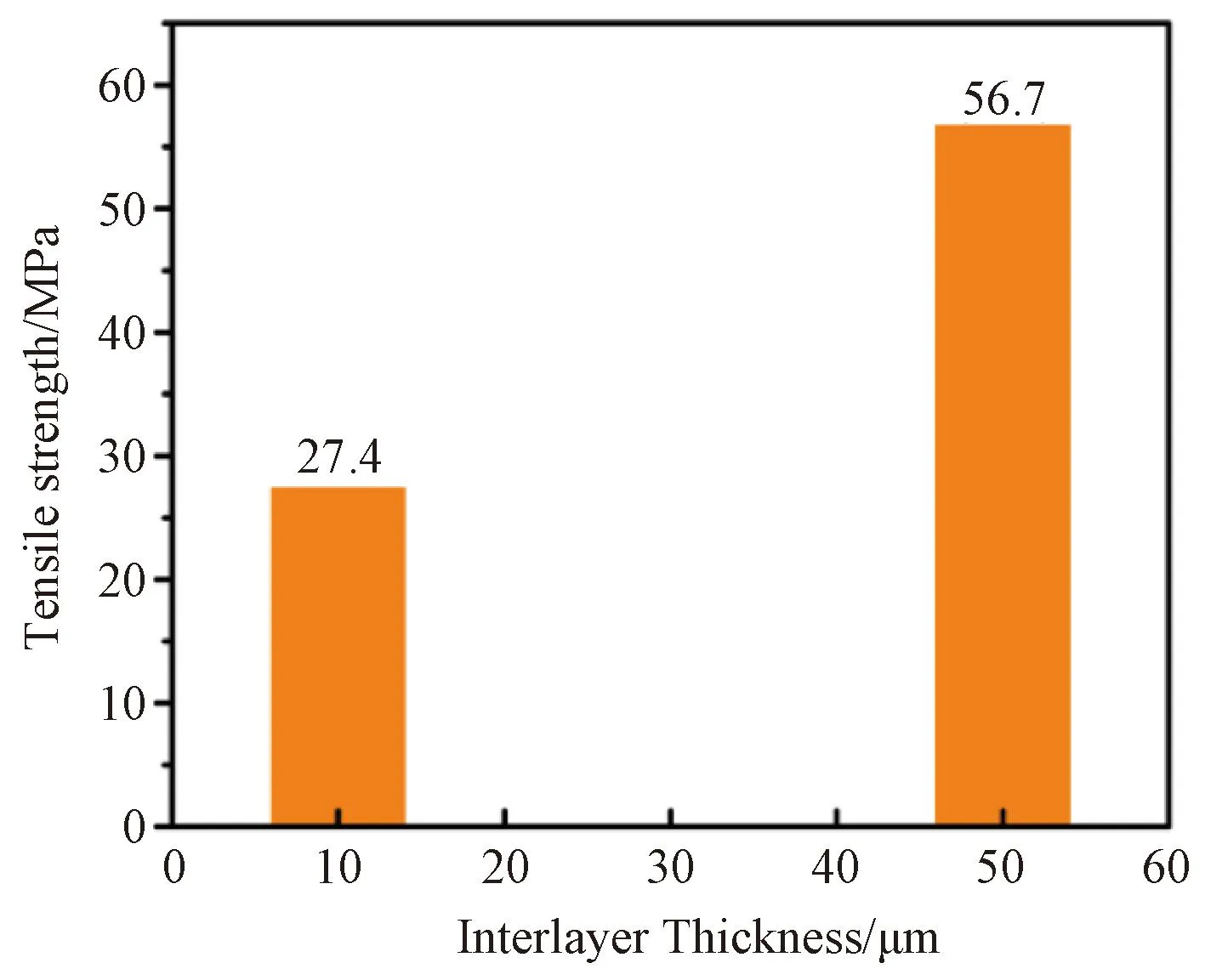
图15 以10 μm Ni与50 μm Ni为中间层的Ti3SiC2/Ni/SUS430接头的拉伸强度[55]
4 摩擦焊
摩擦焊是陶瓷与金属连接中另一种有前途的方法,如图16所示。摩擦焊依靠母材表面之间的相互摩擦进行,该过程能产生热量,使两种或其中一种母材软化,在压力作用下产生塑性变形,进而获得焊接接头[56]。在此过程中一旦达到预定的焊接时间,摩擦会停止,但要在焊接完成后才会消除轴向力。摩擦焊属于固态焊接工艺范畴,可以确保特定材料组合的焊接[57]。与其他方法相比,其优势在于焊接周期短,可以减少母材之间的热失配[58],并且具有较高的能源效率,几乎不产生有害气体,操作简单又经济。但仅限于工件为管状或棒状的场合,限制了其应用范围[59]。
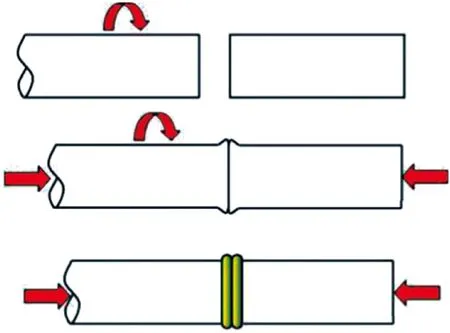
图16 摩擦焊机理[56]
转速、轴向力和焊接时间是摩擦焊的主要变量[56]。这些参数之间的关系如图17所示,在摩擦焊的焊接过程中,需综合考虑转速、轴向力以及焊接时间,以达到最佳焊接效果。
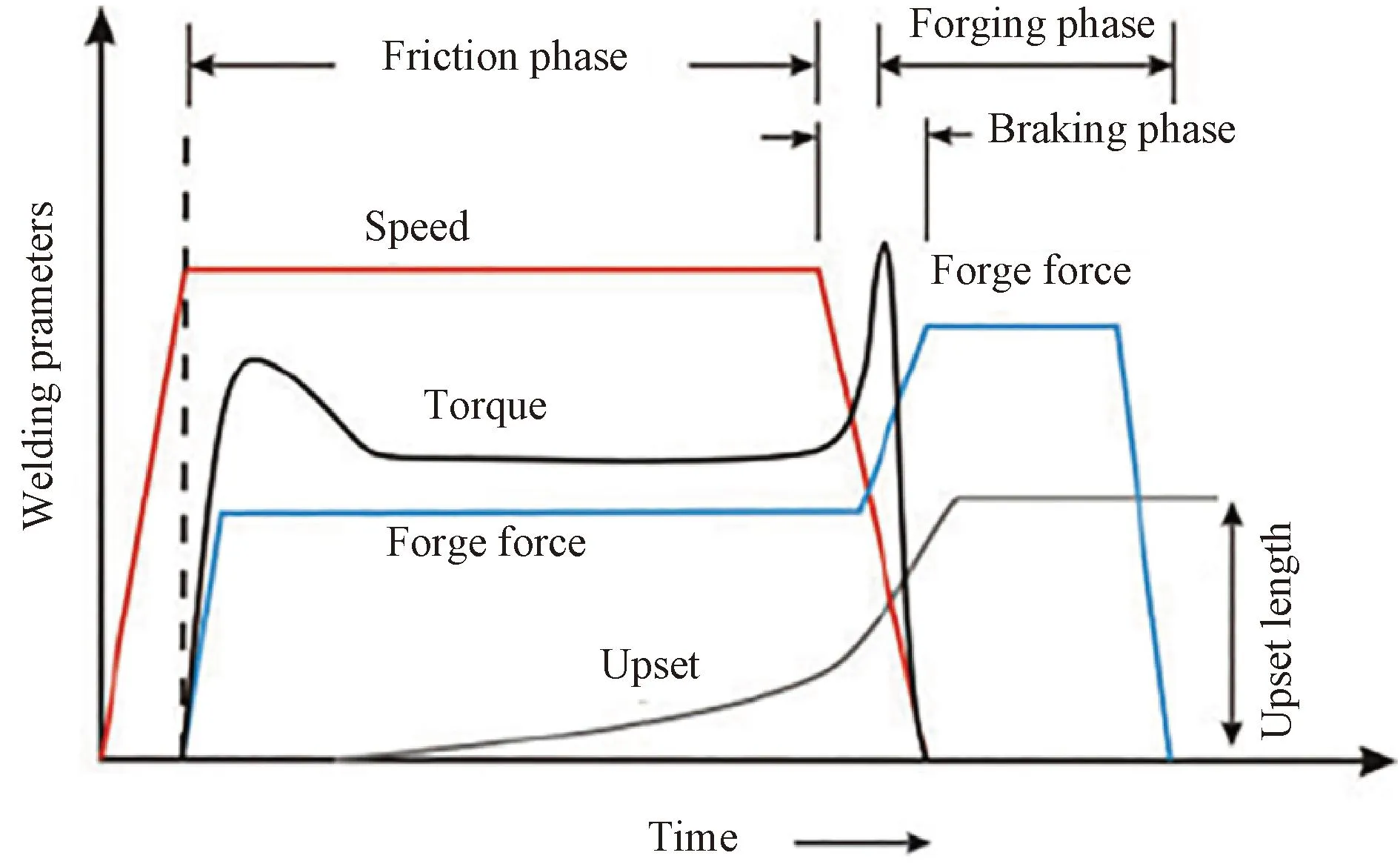
图17 转速、轴向力与焊接时间关系图[56]
Zhang等[58]研究了在主轴转速为900 r/min的条件下采用铝合金夹层将低碳钢与氧化铝陶瓷进行旋转摩擦焊连接。研究表明:使用夹层有助于在更大程度上降低残余应力,提高焊接质量。
Ahmed等[60]比较了氧化铝及其各种陶瓷复合材料与金属形成的接头的界面组织和力学性能发现,由于铜和钢等金属无法润湿氧化铝表面,因此必须增加一层夹层,以便于连接。除此之外,还必须结合适当的摩擦压力和摩擦时间,以获得良好的接头。氧化铝-莫来石和氧化铝-氧化钇稳定氧化锆(YSZ)等陶瓷复合材料在与铝合金连接时表现出截然不同的性能。与纯氧化铝和铝形成的接头相比,由氧化铝-莫来石和铝形成的接头的机械性能有所下降。然而,在纯氧化铝中加入YSZ后,在较小的摩擦时间和转速下,所形成的接头表现出优异的界面组织和力学性能(图18)。
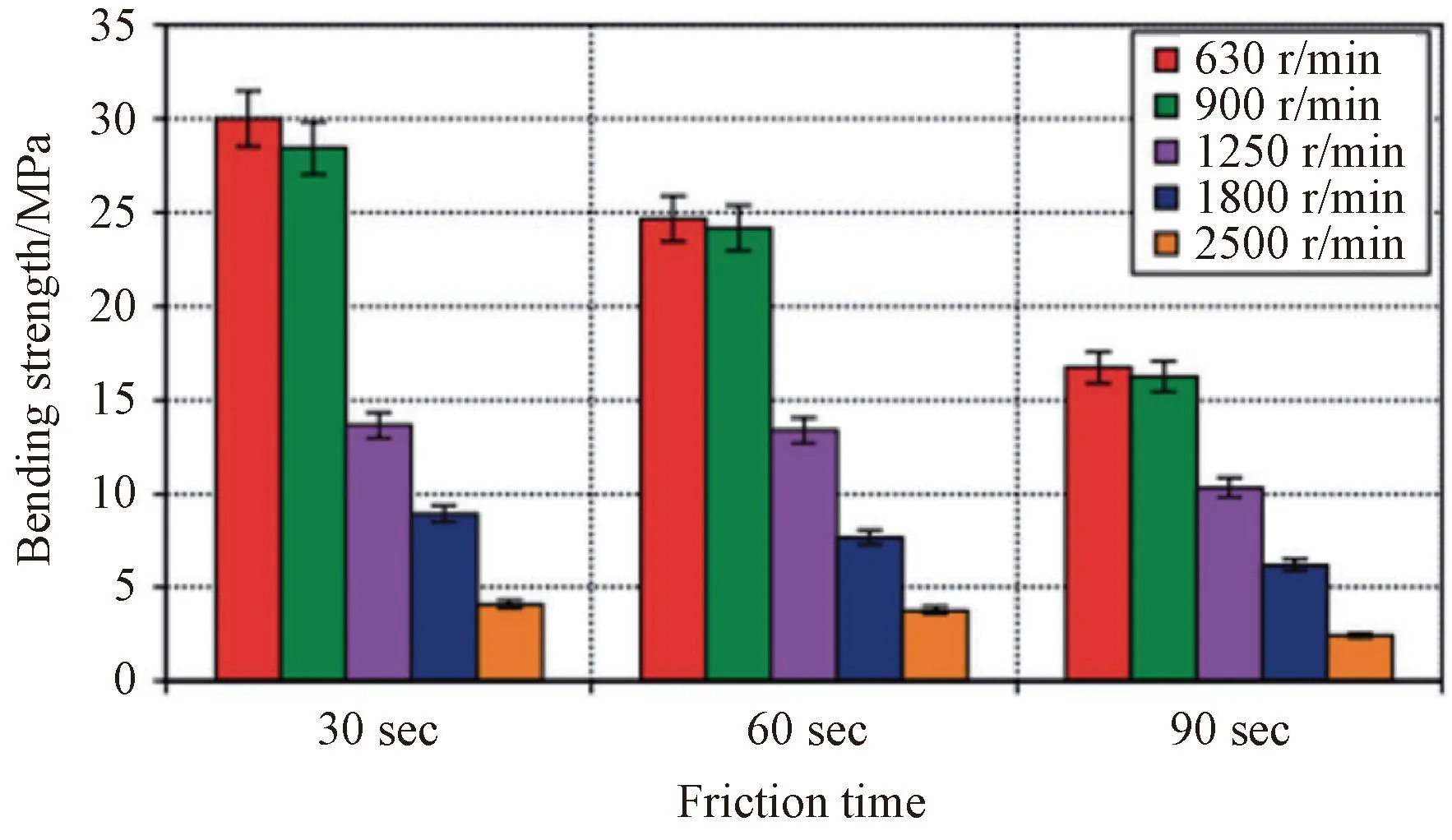
图18 在25 wt% YSZ-Al2O3/6061Al合金之间形成的接头的四点弯曲强度与摩擦时间的关系[60]
5 结 语
陶瓷和金属是两类重要的工业制造材料,它们在物理、化学和机械性能等方面各有优缺点。实现陶瓷与金属之间的高质量连接,能将二者的优异性能进行优势互补,扩大应用范围。综合考虑工艺操作、连接效果等方面,钎焊、扩散焊和摩擦焊是目前被广泛应用的几种方法。钎焊是连接陶瓷与金属最简便的方法,其中陶瓷表面润湿性是实现钎焊的关键因素,可通过添加活性金属元素等各种增强剂来改善润湿性,以增强钎焊接头的性能。此外,还可以通过调整焊接工艺参数来提高焊接效果。但是如何提高高温下的接头性能和增大钎料的铺展面积或许是未来需要深入研究的重点方向。扩散焊是陶瓷/金属连接中最常用的方法,对于连接接头处残余应力大的问题,采用合适的中间层是一种有效方式,它能够调节界面元素扩散机制,抑制或减少恶性化合物的生成,进而提高接头强度,同时还要充分考虑其工艺参数,包括焊接温度、焊接压力、保温时间、真空度以及材料的表面处理等,进一步提高焊接接头质量。摩擦焊接是陶瓷与金属连接的另一种有前途的方法,其中转速、轴向力和焊接时间是主要参数,在摩擦焊的焊接过程中,需综合考虑三者,合理控制变量,以达到最佳焊接效果。但是工作场合有所限制,如何扩大使用范围还有待进一步研究。今后对陶瓷/金属焊接的研究,应从合适的焊接工艺、合适的工艺参数以及合适的中间层(或钎料)的选择等方面入手,以获得最佳焊接接头。开发具有高性能的焊接接头是未来陶瓷与金属焊接技术的一个研究方向。
猜你喜欢
煤炭学报(2021年2期)2021-03-24
中华老年口腔医学杂志(2016年4期)2017-01-15
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
焊接(2016年8期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2016年6期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
石油化工应用(2014年2期)2014-03-11
