挤压力对干法制粒机挤压辊运行特性分析
2023-07-27 08:24李英娜王晓敏韩雷刘志民
机床与液压 2023年13期
李英娜,王晓敏,韩雷,刘志民
(1.石家庄煤矿机械有限责任公司,河北石家庄 050000;2.河北省煤矿机械技术创新中心,河北石家庄 050000;3.河北工程大学机械与装备工程学院,河北邯郸 056038;4.邯郸工程高级技工学校,河北邯郸 056000)
0 前言
干法制粒是在传统湿法混合制粒基础上发展起来的一种新的造粒工艺。整个造粒过程无需任何中间体和添加剂,也不需后续加工处理,可有效控制溶解度、孔隙率和比表面积,可以制备湿法制粒工艺比较难做的粉体物料,具有压缩分布均匀、颗粒稳定性和流动性好、过粉碎少、成品率高等优点。随着制粒技术的不断发展,干法制粒机在食品、塑料、制药、化工等造粒行业领域广泛应用[1-4]。
目前,国内市场干法制粒机主要以德国Alexanderwerk、美国Fitzpatrick等公司生产的品牌为主,国产设备价格相对便宜,但相关企业缺乏技术研发及创新方面的投入,使得干法制粒机在成粒质量、生产效率、故障率、挤压辊运行稳定性等方面与国外品牌相比尚存一定差距[5]。干法制粒机主要由上料装置、螺旋输送装置、挤压装置、破碎装置、筛分装置以及液压和电控系统组成,其中液压系统对干法制粒机挤压辊运行稳定性和可靠性有着重要的影响。文献[6]针对干法制粒机液压系统减压回路、恒压回路、调速回路等方面进行了改进设计,其回路设计主要采用普通电磁阀控制。文献[7]针对干法制粒机液压及控制系统进行设计,系统回路虽然采用了电液比例阀,但尚未形成闭环,无法实现挤压辊位置的精准控制。为此,本文作者在上述研究基础上,以国产200型干法制粒机为例,基于电液比例技术对其液压控制系统进行改进设计,并研究挤压成型压力对挤压辊运行特性影响及其变化规律。此研究对于改善国产干法制粒机挤压辊运行平稳性和可靠性,提高粉体物料成型质量和生产效率具有重要意义。
1 基于电液比例技术的干法制粒机液压系统改进设计
200型干法制粒机挤压辊传动箱(如图1所示)主要由液压缸、固定挤压辊、可动挤压辊和驱动电动机组成。现利用电液比例技术对其液压缸驱动控制系统和挤压辊旋转控制系统进行改进,构建电液比例控制系统工作原理如图2所示,该系统回路主要包括液压马达同步调速控制回路和液压缸同步位置控制回路。液压马达同步调速控制回路由1个两位两通电磁换向阀和2个电液比例流量控制阀组成,通过电液比例流量控制阀控制2个液压马达驱动两挤压辊以相同的速度相向同步转动。液压缸同步位置控制回路由2个电液伺服比例阀、2个液压缸、2个位移传感器和2个比例放大器组成,由位移传感器实时检测液压缸所在位置,通过比例放大器对所产生的位移偏差信号进行放大,控制电液伺服比例阀的输出流量,使得两液压缸同步驱动可动挤压辊移动,实现两挤压辊间隙的精准位置闭环控制。

图1 挤压辊传动箱示意

图2 电液比例控制系统工作原理
2 挤压辊竖直方向运动微分方程
在干法制成型过程中,密室薄片成型质量的好坏与挤压辊沿竖直方向振动有关。设挤压辊质量为m,半径为r,以角速度ω转动,平衡状态时所受界面摩擦力为f,方向与挤压辊转动方向相反,并与竖直方向成α角,粉体物料以速度v运动,其力学关系模型如图3所示。此时挤压辊沿竖直方向质心运动微分方程[8-10]为

图3 挤压辊竖直颤振力学模型
(1)

(2)
忽略式(2)的二阶及其高阶项,可简化为
(3)
则式(1)变为
(4)

(5)
计算质心位移的通解为
ξω0Y0)/ωd]sinωdt}
(6)
3 挤压辊运行特性仿真分析
3.1 挤压辊挤压成型压力计算
挤压辊挤压成型压力(即物料对挤压辊的水平作用力)是挤压辊几何参数与粉体物料属性的函数,研究不同挤压成型压力对挤压辊运行特性影响及其变化规律,有助于提高干法制粒机的成型质量。挤压辊成型压力N[12-14]可用下式进行计算:
N=σ×W×D/2×K
(7)
式中:σ为位置角等于咬入角时的平均应力,MPa;W为挤压辊宽度,mm;D为挤压辊直径,mm;K为成型力系数。
依据干法制粒机实际造粒工作过程,沿水平方向对挤压辊施加不同的作用力,设在两挤压辊间隙分别为5、6、7 mm时,由式(7)计算挤压成型压力分别为62 974、103 872、1 094 208 N,研究此时挤压成型压力对挤压辊运行工作特性影响及变化规律。
3.2 机液联合仿真与结果分析
利用AMESim和ADAMS接口无缝集成技术可实现耦合模型的机液联合仿真[15-17]。为方便分析液压缸和挤压辊各参量变化规律,将AMESim作为仿真主界面,ADAMS作为辅助仿真界面,此时需要ADAMS软件接口许可和ADAMS/Control工具箱,而AMESim软件需要实时许可。利用ADAMS软件构建如图1所示挤压辊传动系统三维实体模型,电液比例控制部分在AMESim中建模。在AMESim软件中导入ADAMS模型,构建机液联合仿真模型如图4所示,按表1设置主要仿真参数。

表1 仿真参数
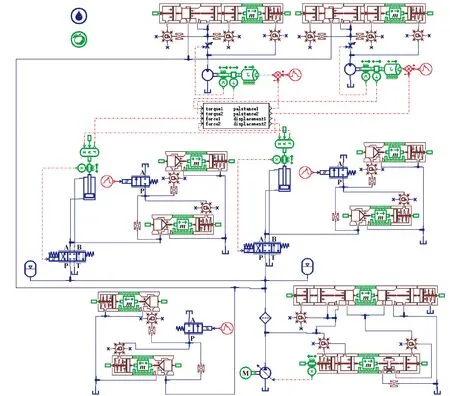
图4 机液联合仿真模型
联合仿真参数设置完成后,进入仿真模式,将仿真初始时间设置为0 s,结束时间设置为1 s,通信间隔设置为0.001 s,在AMESim中单击挤压辊传动系统便可观察各参数曲线变化规律。改变挤压辊挤压成型压力,使其分别为62 974、103 872、1 094 208 N时,得到挤压辊工作特性参数变化曲线如图5所示。
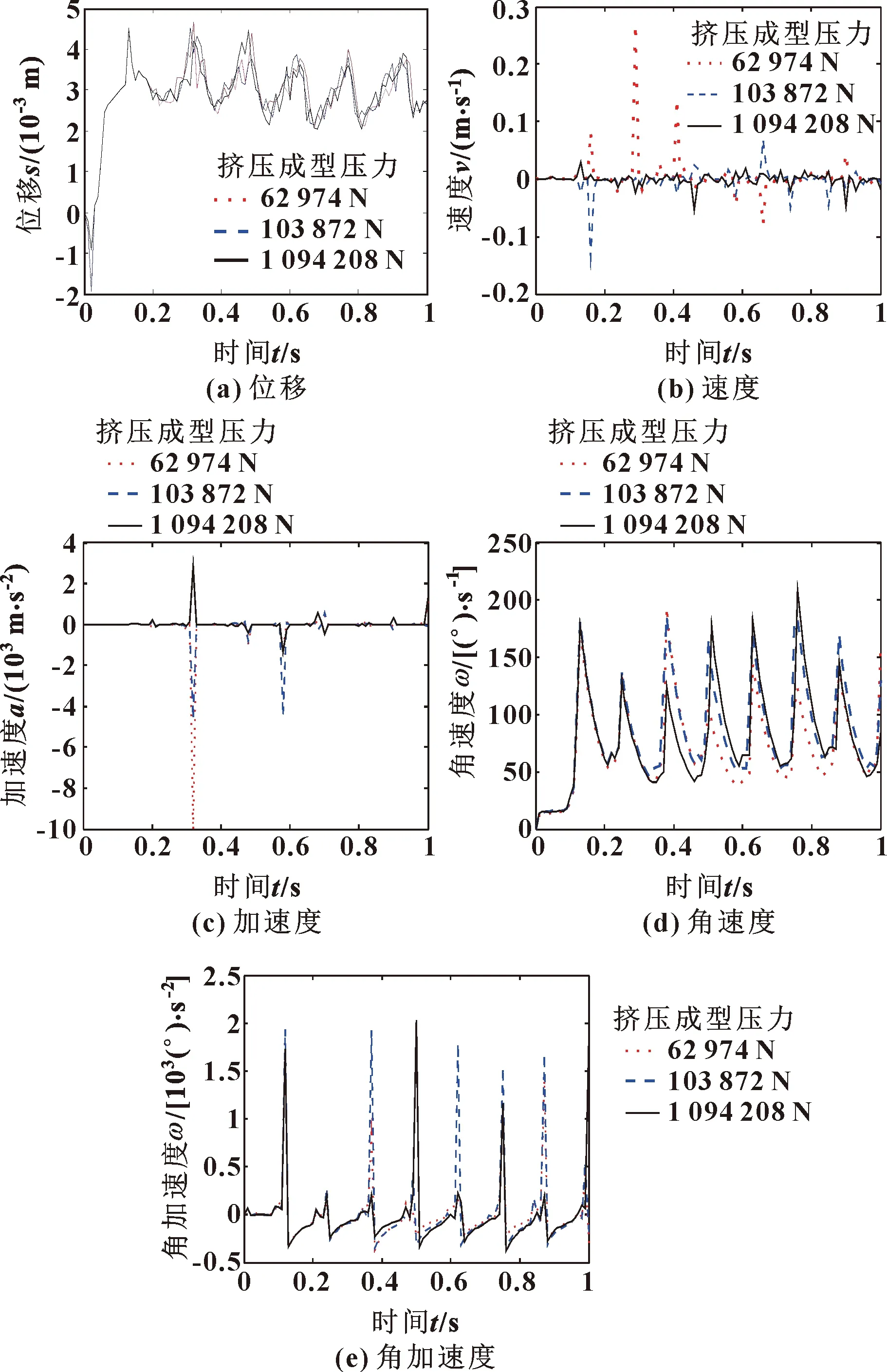
图5 挤压辊工作特性
从图5(a)可以看出:随着挤压成型压力的增加,挤压辊位移特性曲线变化规律基本一致,即在其平衡位置做等幅微小振动,表明挤压成型压力对挤压辊位移特性的影响可以忽略不计。从图5(b)和图5(c)挤压辊速度和加速度曲线可以看出:在系统启动瞬间,挤压辊速度和加速度最大波动幅度达到最大值,当挤压成型压力为62 974 N时,最大速度和加速度分别为0.269 m/s和-9 996.4 m/s2;当挤压成型压力为103 872 N时,最大速度和加速度分别为-0.136 m/s和-4 588.9 m/s2;当挤压成型压力为1 094 208 N,最大速度和加速度分别为-0.054 m/s和2 824.3 m/s2;且最大加速度均出现在0.32 s,随着时间的延长,挤压辊速度和加速度的波动幅度逐渐减弱,并趋于平稳。上述现象与阀换向时使得执行元件具有一定的冲击特性理论相一致。同时也可以看出,挤压辊速度和加速度的波动幅度随着挤压成型压力的增加而明显减弱,这是由于成型压力的增大会使得挤压辊表面摩擦力增大所致,表明适当增大挤压成型压力,有利于改善挤压辊运动的平稳性。在不同挤压成型压力作用下,挤压辊角速度和角加速度变化特性曲线如图5(d)和图5(e)所示。从图5(d)中可以看出:挤压辊角速度随时间近似呈周期性变化,随着挤压成型力的增加,挤压辊角速度峰值周期性波动幅度与变化趋势基本一致,且其最大峰值不超过208.9(°)/s。从图5(e)可以看出:挤压辊角加速度随时间呈非周期性变化,其峰值出现的时间与角度速度峰值出现时间基本一致,随着挤压成型力的增加,挤压辊角加速度峰值波动幅度变化无规律,但其角加速度最大峰值不超过1 928.5(°)/s2。表明挤压成型力对角加速度的影响更为敏感,且采用电液比例流量阀控制液压马达驱动挤压辊转动系统具有较好的平稳性。
4 结论
基于电液比例伺服阀和比例流量控制阀对干法制粒机液压缸驱动控制系统和挤压辊旋转控制系统进行改进设计,利用AMESim和ADAMS软件对挤压辊工作特性进行仿真分析。仿真结果表明:挤压辊运行特性较为平稳,挤压成型压力对位移特性的影响可以忽略不计;在系统启动瞬间,挤压辊速度和加速度波动峰值达到最大值;适当增大挤压成型压力,可有效改善挤压辊的速度和加速度波动特性;挤压成型压力对角加速度的影响要大于对角速度的影响。
猜你喜欢
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
液压与气动(2020年4期)2020-04-10
饲料工业(2019年21期)2019-11-22
世界有色金属(2019年5期)2019-05-27
新课程·下旬(2018年10期)2018-01-28
生活用纸(2016年6期)2017-01-19
陶瓷学报(2015年4期)2015-12-17
湖南农业(2015年11期)2015-04-14
计量学报(2014年3期)2014-06-07