
一种解决高振动环境下西门子PLC 掉站的方法
2023-10-09 01:01栾庆顺王腾徐文江刘龙传一汽大众汽车有限公司成都分公司
锻造与冲压 2023年18期
文/栾庆顺,王腾,徐文江,刘龙传·一汽-大众汽车有限公司成都分公司
开卷落料线是一种为汽车、钢板配送等行业提供表面覆盖件等坯料的设备,是集开卷、清洗、校平、落料和码垛于一体的板材加工生产线,在发达国家的汽车制造厂中已普遍采用。俗话说,好的轿车首先从冲压开始,好的板材开卷定型、开卷落料线的高效率生产对于整个冲压车间产能至关重要。笔者所在的公司开卷落料线引用了德国舒勒(SCHULER)自动化公司的伺服压机技术,冲程快,效率高。西门子公司的ET200S 分布式模块,作为PLC 拓展模块,在开卷落料线应用广泛,极大地提高了设备的稳定性,然而高速冲程下也暴露出该模块的一些弱点。
开卷落料线压机采用世界最先进的同步伺服电机驱动,采用西门子最新的PN 通讯系统进行常规的信号采集和控制,得益于此,压机最高冲程次数可达105 次/分,然而设备高冲程下的振动也引发ET200S 丢站问题频发,成为制约设备能力输出的瓶颈。
2012 年笔者有幸通过公司选派到德国参加SCHULER 自动化公司的相关培训,基于此,对开卷落料线常见的问题,如PLC 掉站,进行了仔细的分析研究,通过对原有ET200S 模块进行升级改造,解决了ET200S 频繁丢站的问题,这也是困扰大家已久的问题。本文便旨在对高振动环境下西门子PLC 掉站问题提供一种解决思路,供大家探讨。
Profinet 通讯及掉站问题原因分析
Profinet 通讯简介
Profinet 是新一代基于工业以太网技术的自动化总线标准(IEC 61158),Profinet 网络具有开放性、实时性、灵活性、高效率和高性能的特性,可以直接连接现场设备(如现场IO 设备),支持分布式自动化控制方式、上位机和各从站进行快速的数据交换,其典型的响应时间在10ms 数量级。
在循环扫描周期之内,IO 控制器为Profinet IO 系统中的IO 设备提供新的数据,可以为每个IO 设备单独组态发送周期,并定义将数据从IO 控制器发送到IO 设备(输出)的时间间隔以及将数据从IO 设备发送到IO 控制器(输入)的时间间隔。
如果在响应检查时间内IO 控制器没有为IO 设备提供输入/输出数据,IO 设备将出现故障并给出替换值,这种情况将作为站故障报告给IO 控制器,此时PLC 出现丢站情况,并引发PLC 停机。
掉站原因分析
IO 设备掉站在物理层面(本文不再论述应用层面、网络层面和传输层面的原因)主要有以下几个方面的原因:⑴通信介质断开;⑵硬件故障;⑶网络拓扑图混乱;⑷外界强磁干扰。
通过逐项排查分析,发现掉站的原因主要为通信介质断开和硬件故障。笔者对现场各模具振动量进行了监测统计(图1),发现伺服压机振动量平均值约为10.5g,通过查阅西门子官方资料得知,现场环境振动量远超过了ET200S模块所能承受的范围(2g连续)。

图1 现场各模具振动量
另外现场故障站点安装在滑块侧面(图2),根据速度越高振动越大的研究结论,开卷落料线压机冲程提高后,加剧了设备的振动,这就导致了滑块分站ET200S 的网络接口接触不良、模块频繁损坏等状况极易发生,从而导致模块掉站问题的出现,由此得出结论:ET200S 模块不适应高振动环境是引发掉站的根本原因。
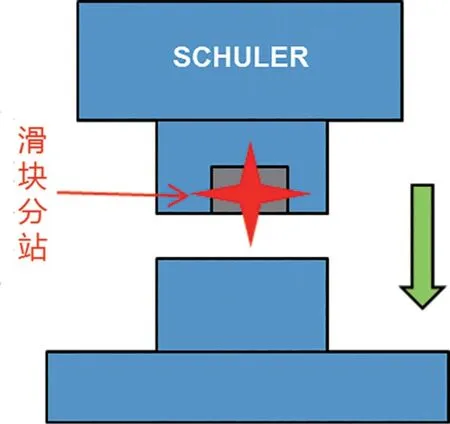
图2 现场故障站点安装位置图
解决方案——选择抗振等级适合的模块
ET200eco 简介
西门子的SIMATIC ET200eco(图3)是多功能、模块化、灵活的分布式IO,可以安装在控制柜里、机器设备上或者具有爆炸危险的场所。SIMATIC ET200eco所有产品都可以通过Profinet集成到现有的自动化系统中。

图3 SIMATIC ET200eco
ET200eco 是一款高防护、无控制柜设计和经济型的分布式IO 产品,并且同时支持Profinet 工业现场总线,在安装空间有限或应用环境比较恶劣的场合具有广泛的应用前景。
选型依据

通过查阅西门子选型手册收集相关模块的性能及信息,从防护等级、抗振等级和经济性等方面进行了汇总,表1展示了ET200eco和ET200S性能的对比。

表1 ET200eco 和ET200S 性能对比
通过上表的对比不难发现,ET200eco 在抗振等级和网络连接稳定性方面有着更强的优势,而且经济性方面更优,更适合高振动的现场环境,所以笔者选择了ET200eco 作为模块升级的备选方案。
升级方法简介
(1)使用HW config 安装ET200eco 的GSD 文件,并重新对硬件进行组态,编译输入输出的地址。
(2)重新建立网络拓扑结构,构建新的诊断网络,完成后重新下载新的硬件组态和网络拓扑。
(3)软件编写工作完成后,进行硬件ET200eco的安装和新的信号安装连接,安装硬件时可选装缓冲块,进一步提高模块对高振动环境的适应性。
(4)以上工作完成后,进行PLC 输入输出点的监控和程序的调试,确认无误后,设备连续运行一周,模块掉站问题彻底消除,ET200eco 模块升级成功!
结束语

通过以上案例的实施得出结论,普通的西门子分布式模块ET200S 对复杂工况的适应性较差,无法在高振动环境下稳定输出,而能适应复杂工况的ET200eco 模块,为大家提供了一种新的解决方案,该模块可在冲压行业振动较大的设备中进行推广应用。
猜你喜欢
建材发展导向(2023年4期)2023-03-14
初中生学习指导·中考版(2021年9期)2021-09-27
锻压装备与制造技术(2021年2期)2021-07-19
装备制造技术(2019年12期)2019-12-25
模具制造(2019年4期)2019-06-24
现代制造技术与装备(2018年5期)2018-06-22
汽车之友(2017年2期)2017-04-14
电子制作(2017年24期)2017-02-02
山东工业技术(2016年15期)2016-12-01
国际木业(2016年2期)2016-12-01
