
基于量子粒子群算法和峭度的机器人制孔振动抑制方法
2023-11-14 05:30李浩杰姚宝国葛雨勋牛腾飞
振动与冲击 2023年21期
李浩杰,姚宝国,葛雨勋,牛腾飞
(中国计量大学 机电工程学院,杭州 310018)
随着自动化装备在制造业中的快速应用及发展,工业机器人在制造业中的地位愈发重要[1]。目前,工业机器人在制孔、铣削、钻铆等切削加工中得到了越来越广泛的应用。工业机器人在加工过程中会产生强迫振动和自激振动,这一现象将导致加工精度、效率和表面光洁度降低,同时严重影响刀具寿命[2]。因此,抑制机器人制孔振动至关重要。
目前机器人制孔振动抑制研究根据应用场景可分为设计时抑制和使用时抑制。设计时抑制旨在从工业机器人设计角度出发,通过改变机器人本体结构、机器人系统组成及结构参数配置等方法提高机器人刚度,从而提高工业机器人制孔精度。近年来,为了更好的研究机器人结构对制孔振动的影响,Shanmugasundar等[3]对机器人刚度建立有限元模型,对机器人结构参数调整优化机器人制孔精度。高伟亚等[4]利用响应曲面法对工业机器人三维模型结构及振动特性进行分析,提出一种抑制加工时的轻型振动的结构优化方法。Fans等[5]基于柔性连杆假设和机器人刚度矩阵对机器人结构件进行选型,通过更换机器人结构件提高机器人制孔精度。除了改变机器人本体结构以外,Wang等[6-7]通过在机器人末端加装压脚弥补串联机器人结构的弱刚性,并进行了一系列加工振动有关研究。Mousavi等[8]将机器人连杆作为单元建立多体运动学模型,并构建了机器人稳定性图,在此基础上通过改变机器人转角配置确保机器人稳定加工。石志新等[9]将广义刚度矩阵的最小奇异值作为目标函数进行机器人刚度优化配置。上述研究均优化了机器人系统的固有特性,能够在本质上抑制加工振动、提高机器人制孔精度,具有深远的意义。但目前工业机器人投产量极大,对已投产的工业机器人进行结构和配置改造有较大的实现难度。在这种工程背景下,使用时优化旨在从工业机器人应用角度出发,通过优化机器人控制系统、机器人位姿和加工参数等方法抑制机器人制孔振动。优化机器人控制系统方面,白玉龙[10]根据机械臂模态频率设计了EI输入成型器,在控制层面抑制机械臂手型操作系统振动。李琳等[11]综合考虑重力项力矩与摩擦力矩,采用关节力矩反馈控制方法实现振动抑制。优化位姿方面,Diaz等[12]将机器人刚度特性与机器人运动学建立联系,通过仿真方法改变机器人位姿以达到提高机器人刚度,实现制孔精度增强的效果。陈钦韬等[13]以铣削力椭球平面的各向同性度为优化指标,运用遗传算法实现机器人位姿优化。优化加工参数方面,王继虎等[14]通过有限元仿真分析结合加工试验提出分析了机器人制孔时避免振动的加工参数范围。Mejri等[15]则通过对刀尖处动力学特性的分析提出同时在线调整切削参数和机器人位姿参数以提高制孔精度。上述研究均优化了工业机器人的加工过程特性,能够在不改变机器人结构和配置的基础上提高制孔精度,相比设计时优化更具实用意义。但针对控制系统优化,需要数学模型与参数辨识试验支撑,且实际加工过程中系统所受干扰随机,生产适用性不强。针对位姿优化,冗余自由度[16]的存在使得六自由度串联机器人可以多种姿态接近加工孔位,最优位姿的计算量较大。针对加工参数优化,需要人工测量成孔数据后方可得出最优加工参数,缺少机器人主动获取的加工质量评价指标及相应自动优化方法。如果能够结合位姿优化与加工参数优化,将是抑制机器人制孔振动、提高机器人制孔精度的有效途径。
基于量子粒子群算法(quantum particle swarm optimization,QPSO)和峭度,本文提出了一种结合位姿优化和加工参数优化的六自由度工业机器人制孔振动抑制方法。
1 量子粒子群优化算法(QPSO)原理
量子粒子群算法[17]由Sun等提出,利用量子行为解决了经典粒子群算法(particle swarm optimization,PSO)多次迭代后搜索空间无法覆盖全局的缺陷,提高了算法全局寻优能力。
QPSO与PSO的主要区别在于粒子状态更新算法
(1)
Pi=ψ(t)pbesti+[1-ψ(t)]gbest
(2)
(3)
(4)
式中:xi为粒子更新后的位置;Pi为第i个个体最佳位置pbesti与全局最佳位置gbest之间的随机位置;α(t)为收缩扩张系数;mbest(t+1)为第t次迭代时所有最佳位置的中间位置;μ(t),ψ(t)为在[0,1]区间上遵循均匀分布的随机数;m,n为收缩扩张系数的影响参数,通常令m=1,n=0.5;tmax为最大迭代次数;N为粒子数量。
2 机器人制孔系统制孔振动抑制方法
2.1 机器人制孔系统位姿优化
对工业机器人刚度建模过程做两点假设[18]:①假设机器人稳定加工或静止时,外加载荷是引起机器人形变的唯一外因;②假设机器人连杆为刚体,机器人关节柔性是机器人形变的唯一内因。在机器人末端所受力矩与关节力矩的关系基础上,利用保守合同变换逆变换可得到工业机器人本体刚度与关节刚度关系式[19],根据Salisbury等[20]对机器人灵巧性指标KCI(key competency index)的理论,KCI(IKC)可由式(5)、式(6)计算
(5)
(6)
式中:JN为可变加权矩阵,下标“N”用以与雅可比矩阵区分;Ii,Ij分别为i阶、j阶单位矩阵;Rv,Rω分别为机器人本体末端线速度、角速度矢量摸的均方根;k(JN)为规范化雅可比矩阵条件数;n为机器人关节数。
在机器人灵巧性指标KCI>0.45时可将本体刚度与关节刚度关系式进一步化简如式(7)
KE=J-TKθJ-1
(7)
式中:KE为机器人本体刚度矩阵;Kθ为机器人关节刚度矩阵;J为机器人雅可比矩阵。若雅可比矩阵不可逆,则采用其M-P逆矩阵[21]。
机器人本体刚度矩阵KE是一个6阶方阵,根据各元素物理意义将KE划分为4个对称部分,结合胡克定律可得
(8)
式中:F为作用在末端的力矢量矩阵;M为作用在末端的力矩矢量矩阵;KFD为力-线位移刚度矩阵;KFΘ为力-角位移刚度矩阵;KMD为力矩-线位移刚度矩阵;KMΘ为力矩-角位移刚度矩阵;D为受力产生的线位移矩阵;Θ为受力产生的角位移矩阵。
在实际钻削作业时,机器人末端所受力矩远小于末端所受切削力。相比于末端角位移,末端线位移形变对加工精度的影响占主导地位,本文主要考虑末端线位移。若F为单位矢量,则FTF≤1,结合式(8)可得
(9)
式(9)表明,对于任一因作用在机器人末端的力F而产生的线位移D,均可使得FTF≤1成立。反映在三维空间中则为一个椭球,称之为刚度椭球。刚度椭球表面距离中心距离在物理意义上表示为机器人的刚度性能,距离越长说明在该方向上机器人刚度越强。机器人法兰坐标系椭球半轴方向和距离可由式(10)的特征值与特征向量表示,机器人工作坐标系椭球可由坐标转换矩阵T获得,如图1所示。
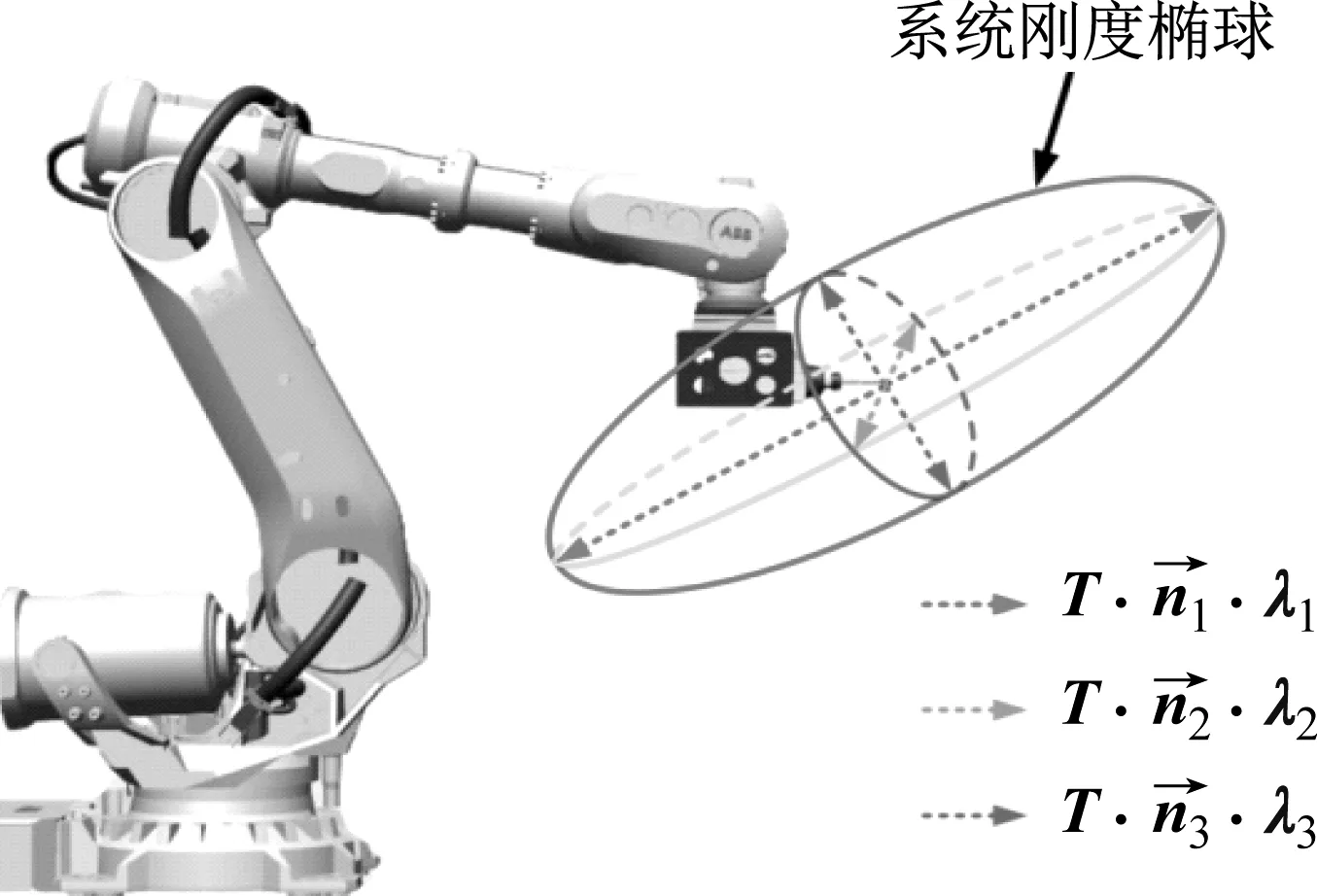
图1 工作坐标系系统刚度椭球示意图
(10)
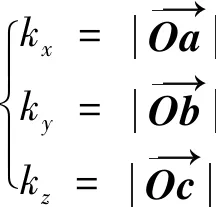
当机器人钻削工作时,工作平面截切刚度椭球形成椭圆面可确定基坐标系下x,y轴刚度性能,工件与刚度椭球的交点可确定基坐标系下z轴刚度性能,如图2所示。取上述3个数值为刚度评价指标,称之为刚度系数,计算表达式如式(11)

图2 刚度系数示意图
(11)

针对刚度优化的同时,需要保证机器人连续作业时的运动空间,避免机器人与工装、机器人关节与关节的碰撞。引入关节转角判据p,基于Zhu等[22]构造的归一化关节极限成本函数,计算方法如式(12)所示
(12)
式中:q为机器人关节转角;下标“i”为第i个关节;下标“max”,“min”分别为预留10%转角余量后的最大、最小关节转角[23]。
利用T矩阵描述机器人位置与方向,如式(13)所示
(13)
式中:pT为位置向量,用于确定机器人在空间中的位置;aT,oT为相互正交的单位方向向量,用于确定机器人具体朝向;nT由aT,oT叉乘确定,各向量含义如图3所示。

图3 机器人T矩阵向量示意图
加工时刀具进给方向与加工平面必须接近垂直,即aT向量需要符合式(14)
aT=atarget
(14)
式中,atarget为与加工平面垂直的向量,其值由机器人与工件实际相对位置确定,对本文而言atarget=[0,1,0]T。由于机器人本身冗余自由度的特征,对任一给定oT向量与加工平面平行,必可通过改变关节6转角使得式(14)有解。
对于给定的目标孔位,pT向量需要符合式(15)
pT=ptarget
(15)
式中,ptarget为目标加工孔位对应的位置向量。
综上所述,遍历所有可能的aT,oT,pT向量,即可实现对该目标孔位的位姿优化。提出工业机器人制孔系统位姿优化方法如下:
步骤1将机器人aT,oT,pT向量作为QPSO算法中的粒子进行个体位置初始化,判断aT,oT,pT向量是否为单位向量;根据式(6)判断当前位姿KCI是否大于0.45;根据式(12)判断当前位姿转角判据p是否接近极限。否则重新初始化。
步骤2根据式(11)计算3个方向刚度系数之和,根据式(14)、式(15)计算aT,pT向量与各自目标向量的距离。将上述三者归一化并做加法作为适应度函数进行个体极值初始化和全局极值初始化。
步骤3根据式(1)~式(4)更新粒子位置,重复步骤1的判断过程,否则重复步骤3。
步骤4重复步骤2粒子适应度计算过程,进行个体极值和全局极值更新。
步骤5判断是否达到最大迭代次数,否则返回步骤2。
机器人制孔系统位姿优化流程如图4所示。

图4 机器人制孔系统位姿优化流程
2.2 机器人制孔系统加工参数优化
机器人在钻孔时受到恒力与周期力的共同作用,根据代煜等[24]钻削运动状态分类的原理,机器人制孔系统的振动微分方程可写为
(16)
以加工面刚度椭圆长轴为x轴,短轴为y轴建立坐标系,避免刚度矩阵耦合。钻头受力分析示意图如图5所示。
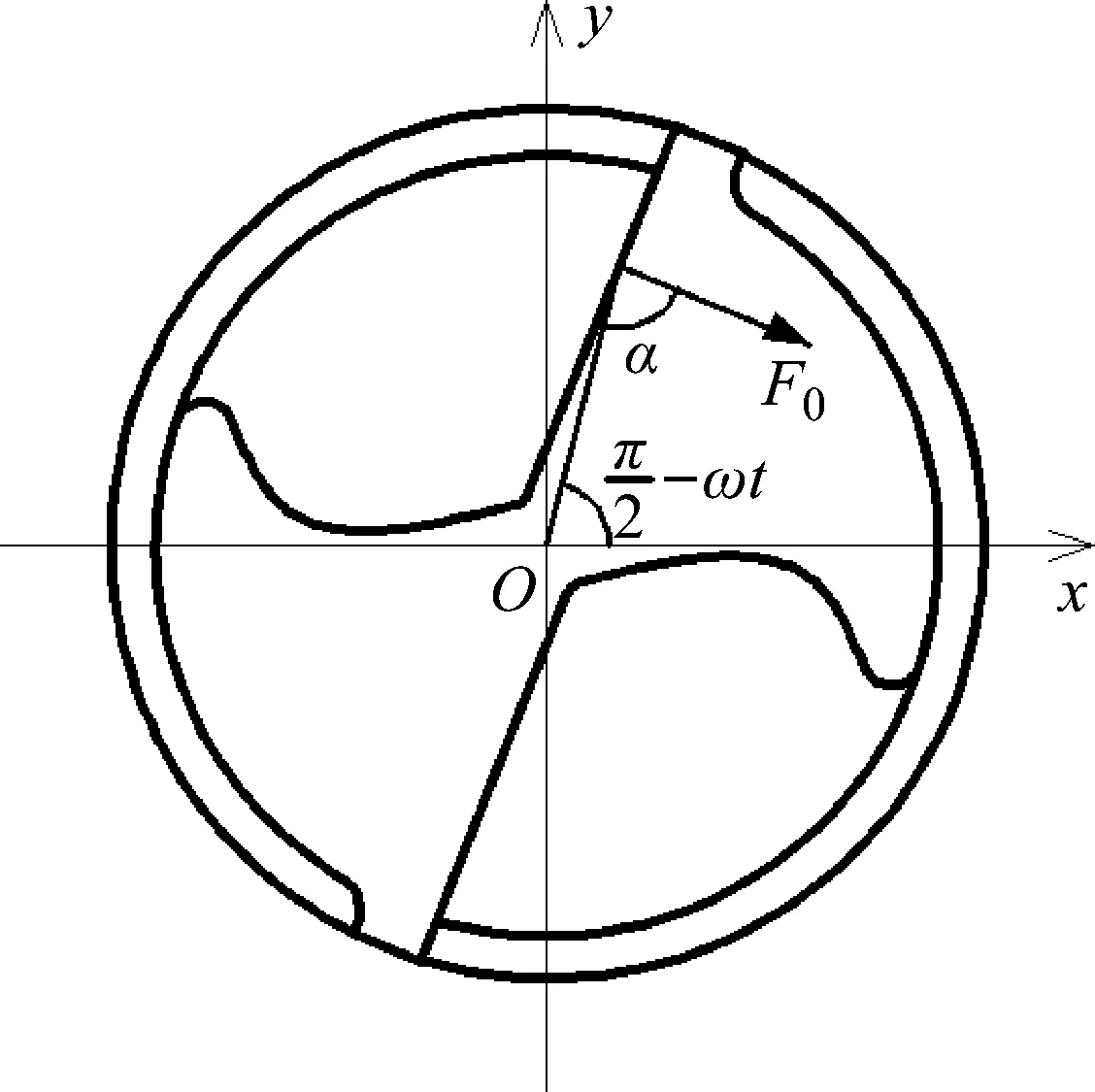
图5 钻头受力分析
如图5所示,假设钻头所受合力为F0,合力与半径方向形成的夹角α不变,ω为主轴旋转角速度,根据振动力学理论可知机器人制孔系统在x轴上的振动微分方程为
(17)
由于振动方向垂直的机械波不存在干涉现象,钻头的轴向振动和径向振动可分别讨论。从式(16)和式(17)两个角度都可发现:当发生径向强迫振动时,力信号频率将在主轴旋转频率的整倍数处集中,刀具振动频率为主轴旋转频率的整数倍。同理,钻头的轴向振动也与转速有关。
钻削工作最终成孔效果主要取决于钻头完全没入工件之后,通过快速傅里叶变换(fast Fourier transform,FFT),以刀具振动频率为依据可实现切削状态分类,识别出钻头完全没入阶段。FFT对模拟信号的应用效果如图6所示,其中模拟信号为表1中的有振动和噪声信号。
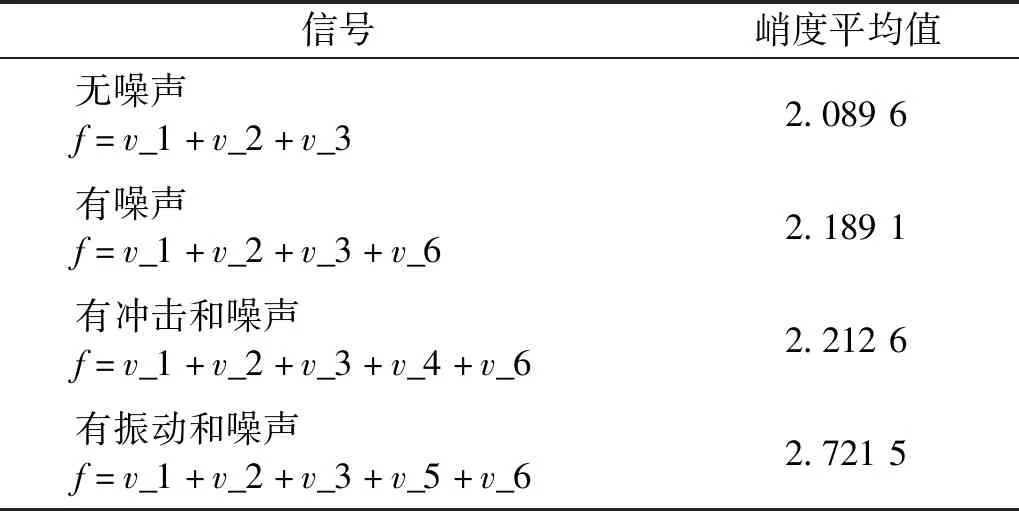
表1 模拟信号一览表

(a) 原信号

图7 机器人制孔系统加工参数优化流程
在实际加工过程中,往往采用加工完成后的孔径精度作为制孔效果的评价指标,该方法无法实时的为加工参数优化提供指导。峭度在科研中常用于故障检测,对于冲击、振动等瞬时变化非常敏感[25]。
表1中给出了6个模拟信号,其中v_1,v_2,v_3均为正弦信号,幅值与频率分别为25,50,100和55 Hz,50 Hz,90 Hz;v_4为幅值200的冲击信号;v_5为幅值150频率95 Hz的振动信号;v_6为幅值20的随机噪声。由表1可知,在无噪声、有噪声、有冲击和噪声、有振动和噪声4种情况下的峭度均有明显变化。将峭度作为振动严重程度评价指标,计算公式为
(18)
式中:u(x)为信号x的均值;σ(x)4为信号x的标准差;E[x-μ(x)]4为信号x的四阶中心矩。
在实际加工中,峭度可根据钻头完全没入工件后采集的信号数据由计算机进行计算,对于加工参数优化具有实时、可编程性好的优点,采用峭度作为振动严重程度评价指标。综上所述,提出工业机器人制孔系统加工参数优化方法如下:
(1) 进行钻孔试验,利用力传感器采集机器人制孔系统在钻孔过程中的力信号变化。
(2) 对力信号进行FFT处理,根据主轴频率、主轴二倍频率及0直流分量变化进行钻削阶段分类。
(3) 根据式(18)计算钻头完全没入工件阶段峭度并记录,更改加工参数重复步骤1~步骤3。
(4) 根据不同加工参数的峭度值对加工参数进行优选。
结合机器人制孔系统位姿优化和机器人制孔系统加工参数优化,采用位姿优化的结果作为加工参数优化的试验基础,根据不同加工参数的峭度值进行加工参数优化,以对机器人制孔振动进行抑制。
3 制孔振动抑制方法验证试验及分析
试验布局如图8所示。本试验选用ABB IRB-6700型制孔机器人,其关节刚度矩阵Kθ=diag[2.61×109,9.37×108,6.58×108,9.20×107,4.43×107,2.74×107]N·mm/rad。机器人末端连接意大利HSD公司的MT1090 Y616Y2Y0028型高速雕刻电主轴作为末端执行器,末端夹持4241材料钻头。
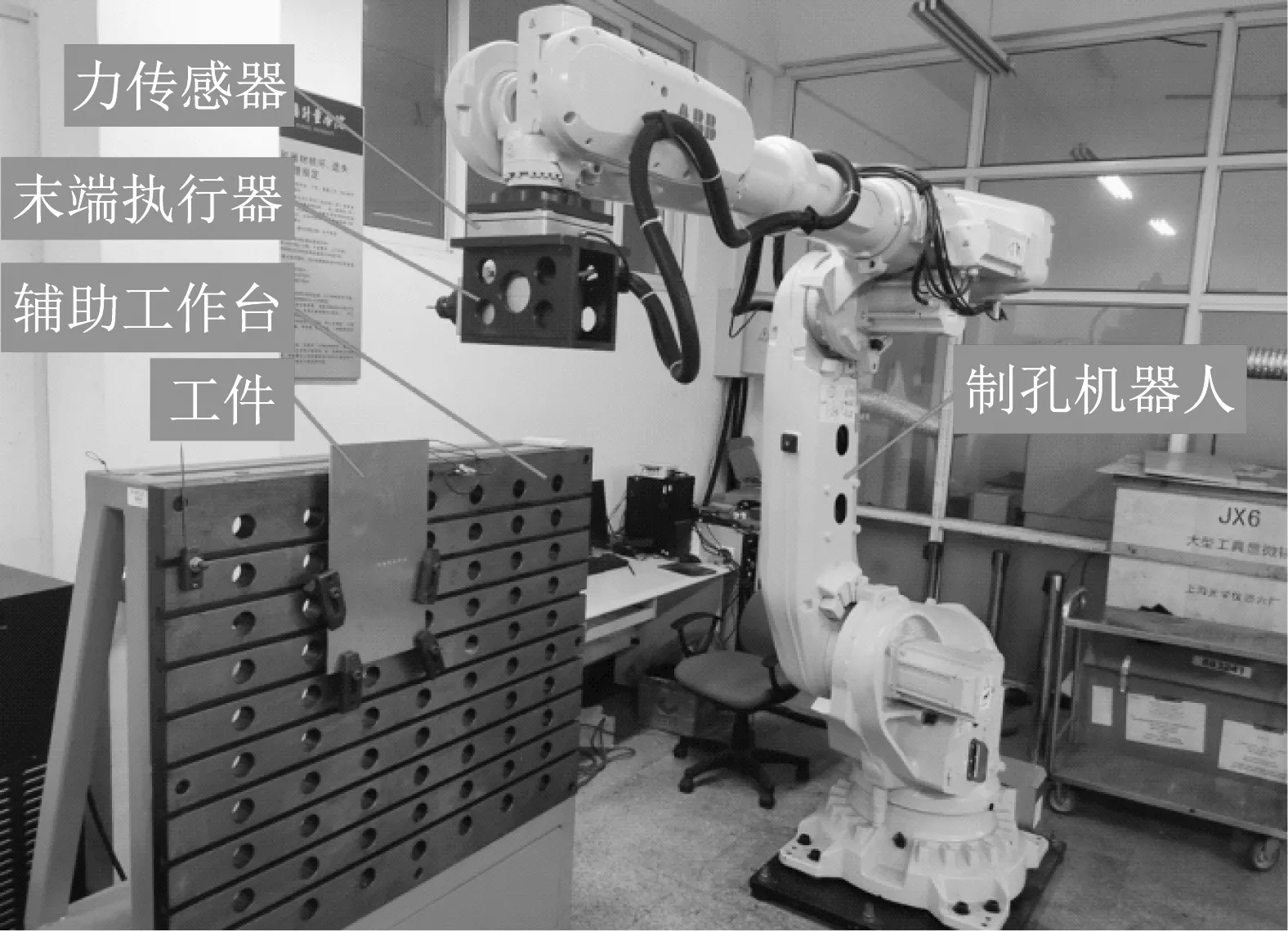
图8 制孔试验布局
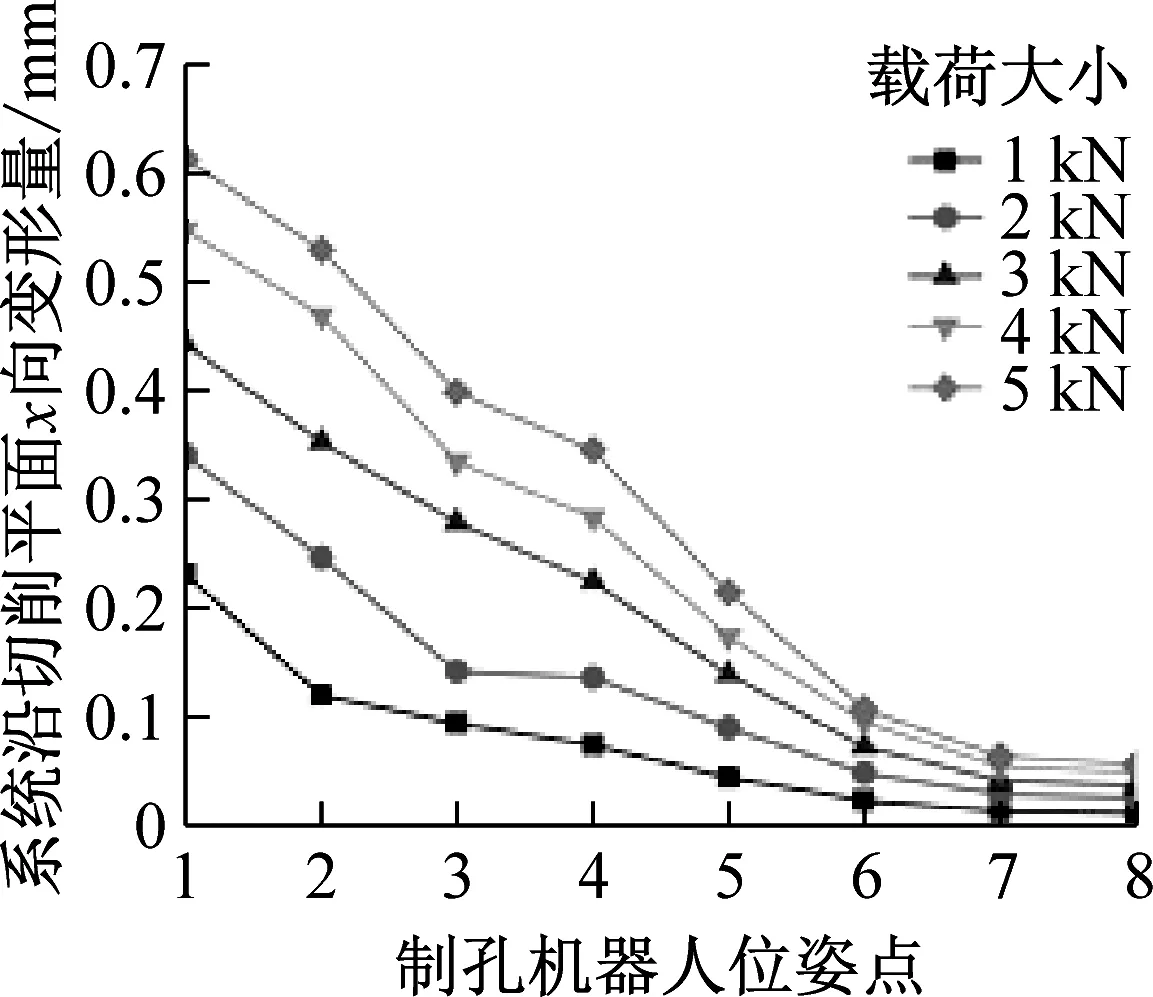
为验证刚度系数反映机器人系统刚度的有效性,在机器人加工区域内任意选取8组位姿,计算其刚度系数并从小到大排序,如表2所示。分别沿工作坐标系x,y,z施加5组载荷,利用百分表测量机器人在载荷作用下的变形量。试验结果如图9所示。

表2 刚度系数验证试验结果
(a) x方向变形量
由图9可见,当外加载荷大小相同时,刚度系数越大的位姿形变量越小。该试验结果表明本文提出的刚度系数能够有效反应机器人制孔系统的刚度性能。
机器人制孔系统位姿优化试验中,采用定制力传感器及思迈科华公司USB-3210采集卡记录加工时力信号变化。设置最大迭代次数500,粒子规模40,分别采用PSO与QPSO算法进行机器人位姿优化。位姿优化全局最优值收敛过程如图10所示。位姿优化前后结果如图11所示。
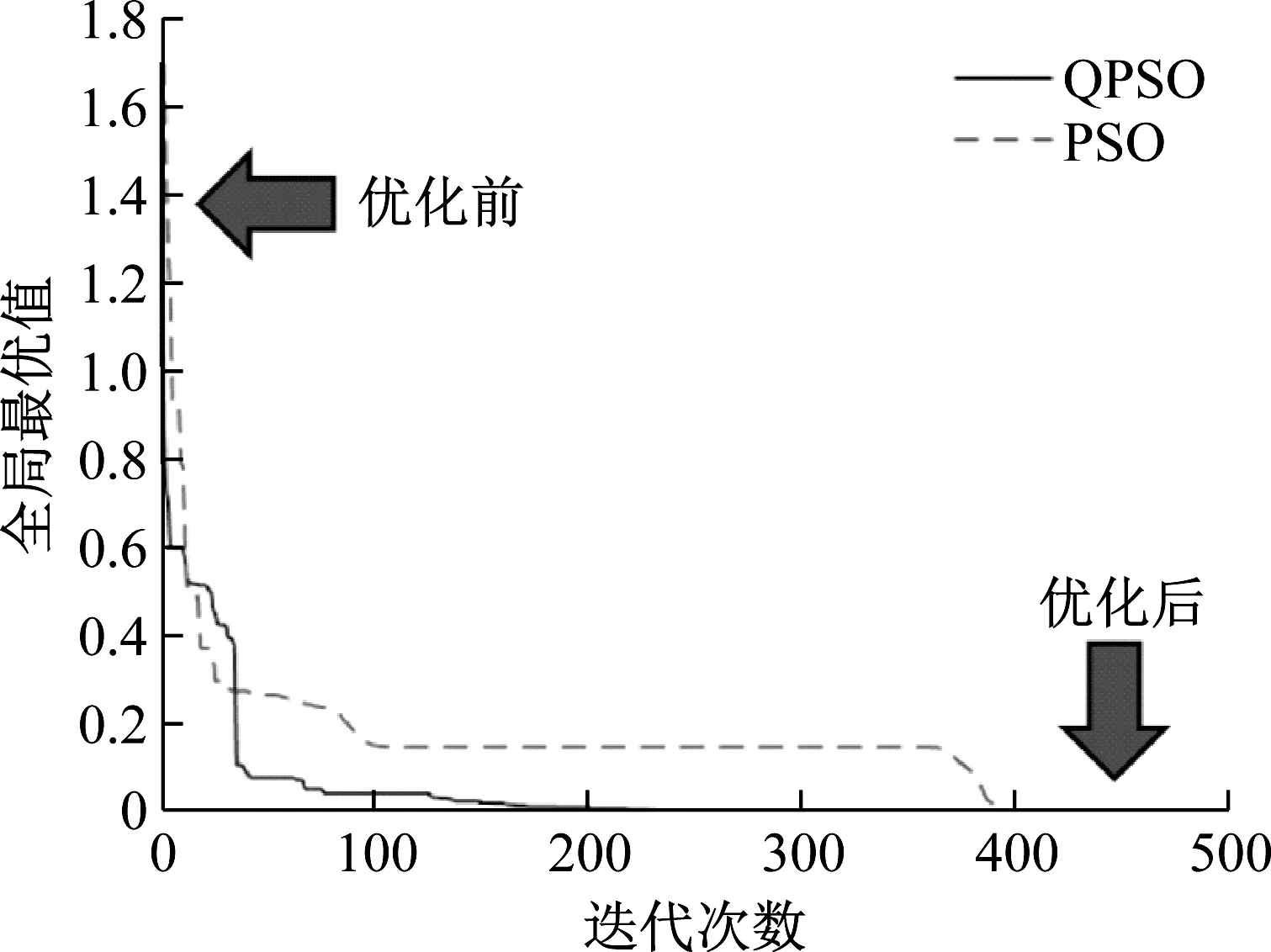
图10 位姿优化试验寻优结果

(a)
图10中纵坐标表示全局最优值,即机器人3个方向刚度系数和的倒数,横坐标表示迭代次数。由图10可以得到:
(1) 在最大迭代次数与粒子规模相同的情况下,QPSO迭代约200次时已收敛至全局最优解,而PSO迭代360次时全局最优值仅为约0.15,且包括一段长平台期。这表明PSO收敛速度慢且易陷入局部最优值,而QPSO收敛速度快且精度高。
(2) 优化前全局最优值约为1.70,对应图11(a)位姿,刚度系数和约为10 000 N/mm;优化后全局最优值约为9.14×10-8,对应图11(b)位姿,刚度系数和约14 771 N/mm。二者刚度差达到了约4 771 N/mm。
对优化前后位姿各进行5次实际钻孔验证。试验目标为3 mm的铝板上钻取直径为6 mm的孔,采用内径千分尺测量孔内径误差,以最大误差δmax作为评价指标。制孔效果如图12所示,其中图12(a)为优化前制孔效果,图12(b)为优化后制孔效果。孔径最大误差如表3所示。

表3 位姿优化试验结果

(a)
由表3可以明显看出优化后位姿在相同加工参数情况下制孔精度高于优化前位姿。且在不同转速条件下仍然保持同样结论。
以优化后位姿为基础进行机器人制孔系统加工参数优化试验。
为验证本文提出的切削状态分类方法,以主轴转速5 000 r/min制孔为例,不同钻孔阶段由FFT效果如图13所示。图13(a)阶段表示未钻孔阶段,图13(b)阶段表示钻头进入阶段,图13(c)阶段表示钻头完全钻削阶段,图13(d)阶段表示即将钻透阶段,图13(e)阶段表示钻透阶段,各阶段对应图为VMD(variational mode decomposition)分解后的一阶本征模态函数频谱图。
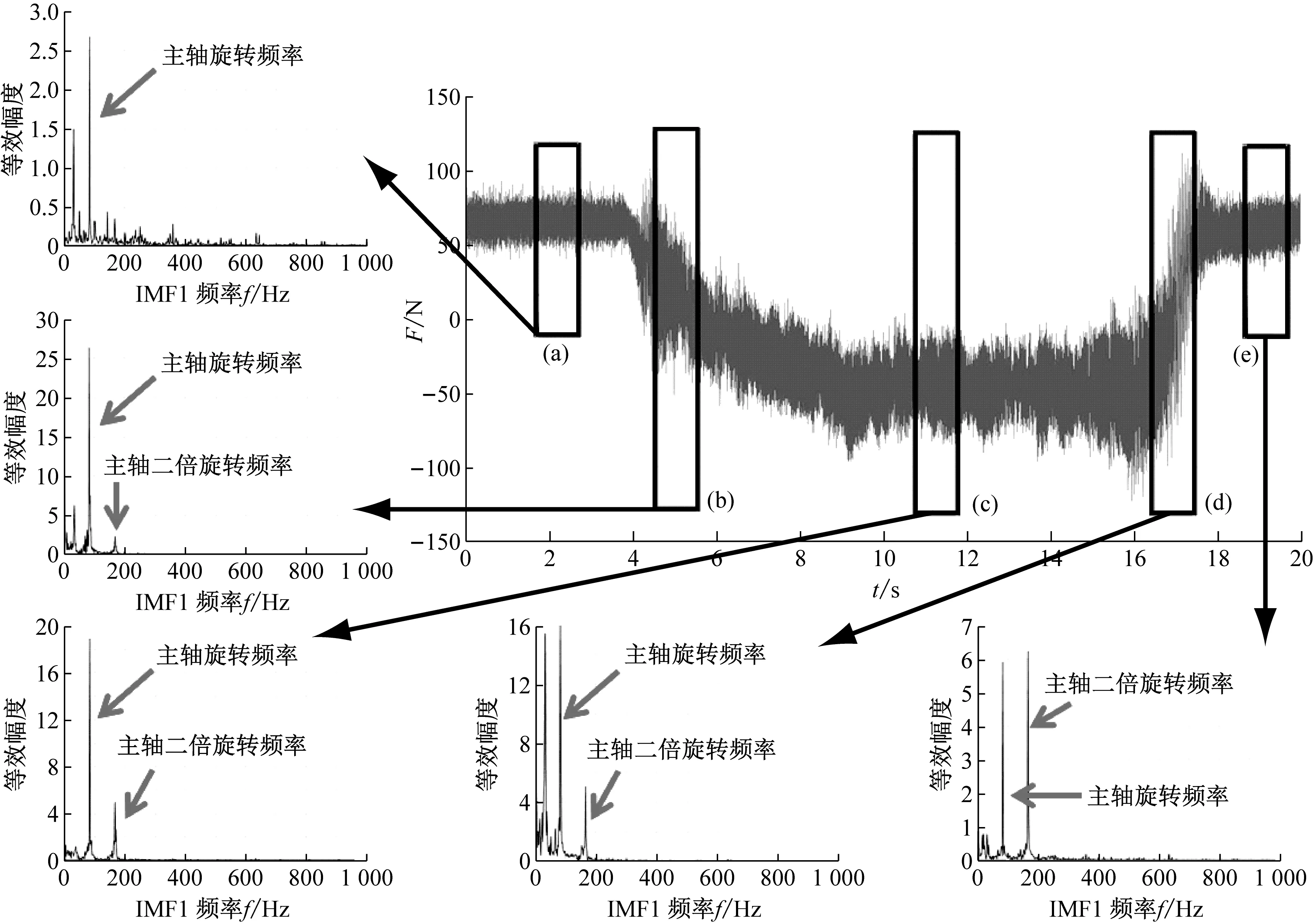
图13 切削状态分类实例
由图13可知:未钻孔阶段频率极大集中在主轴频率83 Hz;钻头进入阶段出现主轴二倍频率163 Hz,同时在0处出现直流分量;钻头完全钻削阶段主轴频率幅值略微下降,直流分量幅值减小至接近0;即将钻透阶段主轴二倍频率增大且再次出现直流分量;钻透阶段主轴旋转频率骤降。显然,根据主轴频率、主轴二倍频率和直流分量的变化,可以有效划分钻头工作阶段。
机器人制孔系统加工参数优化试验中,选取刀具伸出长度l、刀具直径d、主轴转速n、切削深度h作为研究对象。对各参数进行单因素试验,在某个因素改变时,其他因素均取默认值以控制变量。各因素默认值为:l=55 mm,d=5 mm,n=3 000 r/min,h=5 mm。每个试验进行3组,进行切削状态分类后,在钻头完全钻削阶段(即图13(c)阶段)各截取1 s长度的信号计算峭度。峭度及孔径误差试验结果如表4所示。
表4 加工参数优化试验结果
由表4可知:
(1) 随着刀具伸出长度增大,峭度大致呈增大趋势,制孔精度变差,但变化较小。在伸出长度为45~50 mm时孔径最大误差控制在0.040 mm以下。
(2) 随着主轴转速增大,制孔精度大致上先减后增,峭度大致呈先增后减趋势,在主轴转速4 500~5 500 r/min范围出现剧烈振动,孔径最大误差最高达到0.051 mm,与机器人固有频率有关。
(3) 随着切削深度增大,峭度逐渐增大,制孔精度显著变差,在切削深度为1~3 mm时制孔质量最好,峭度值比较小,孔径最大误差控制在0.030 mm以下,在切削深度为1 mm时孔径最大误差仅为0.018 mm。
(4) 随着刀具直径增大,峭度大致先增后减,制孔精度大致上先减后增,在刀具直径为4 mm或6 mm时制孔精度最好,孔径最大误差仅为0.030 mm。
为直观体现优化前后振动情况变化,以表4中n=5 000 r/min为优化前样例,以6 000 r/min为优化后样例,分别进行VMD分解后取IMF1频谱图如图14。

(a)
图14(a)、图14(b)分别为优化前、优化后样例。结合2.2节讨论以及图14可知,制孔振动将使力信号在主轴旋转频率整倍数处发生频率集中,而优化后信号在主轴旋转频率整倍数处的频率集中大幅减小,优化后主轴旋转频率处等效幅度减小为优化前的约24.49%,主轴旋转频率两倍处等小幅度减小为优化前的约30.00%,该方法对制孔振动抑制具有有效性。
综上所述,采用ABB IRB-6700型制孔机器人与4241材料钻头进行制孔作业时,若参数可选,最好选择伸出长度45~50 mm,主轴转速避免选择4 500~5 500 r/min,并保持切削深度在1~3 mm之内,采用4 mm或6 mm直径刀具。在位姿优化的基础上加工参数优化可使孔径最大误差控制在0.04 mm以内,峭度值也比较小,证明本文提出的方法可抑制制孔振动,提高加工精度。同时该试验验证了峭度作为振动严重程度评价指标的有效性。可以为其他型号工业机器人和其他材料刀具制孔作业时加工参数优选提供借鉴。
4 结 论
为了探究以机器人本身结构特征为主要原因的制孔振动抑制方法,本文提出了一种工业机器人制孔系统制孔振动抑制方法,基于刚度椭球和量子粒子群算法对工业机器人制孔系统位姿优化,在此基础上利用FFT和峭度对工业机器人制孔系统加工参数进行优化。对优化前后位姿分别进行钻孔试验,得出位姿优化后最大孔径误差不超过0.05 mm,并验证了刚度系数的有效性。对刀具伸出长度、主轴转速、刀具直径和切削深度进行正交试验,通过峭度和最大孔径误差得出:采用ABB IRB-6700型制孔机器人与4241材料钻头进行制孔作业时,若参数可选,最好选择伸出长度45~50 mm,主轴转速避免选择4 500~5 500 r/min,并保持1~3 mm的切削深度,刀具直径在4 mm或6 mm左右。在位姿优化的基础上结合加工参数优化可使孔径最大误差控制在0.04 mm以内。并验证了峭度作为振动严重程度评价指标的有效性。
该研究提出了一种新的工业机器人制孔振动抑制方法,为克服机器人加工质量不足的缺陷提供了新的方法。采用了FFT进行钻削状态分类,并采用峭度进行振动严重程度评判,给未来实现加工过程中实时自动化抑制振动、提高制孔精度提供了新的思路。
猜你喜欢
机床与液压(2023年1期)2023-02-03
装备制造技术(2020年2期)2020-12-14
装备制造技术(2020年2期)2020-12-14
铁道机车车辆(2020年2期)2020-05-20
制造技术与机床(2019年9期)2019-09-10
电子世界(2018年12期)2018-07-04
制造技术与机床(2017年3期)2017-06-23
光学精密工程(2016年5期)2016-11-07
光学精密工程(2016年4期)2016-11-07
振动、测试与诊断(2016年1期)2016-04-13
