基于EDEM的衬板改型及提升筒速补偿低效能机理研究
2023-12-26 13:00何生成王现文张朝磊
煤炭工程 2023年12期
何生成,王现文,刘 康,李 戬,于 磊,张朝磊
(1.青海大学 机械工程学院,青海 西宁 810016;2.北京科技大学 碳中和研究院,北京 100083;3.黄河大通发电有限责任公司,青海 西宁 810100)
随着国家“双碳”战略目标的推进,高效使用煤炭资源显得尤为重要[1-4]。磨煤机作为煤块破碎的重要设备,是提高煤炭利用率的重要一环[5]。磨煤机衬板是破碎煤块的主要部件,它一方面可以保护筒体,使筒体免受磨球和煤料的冲击和摩擦,另一方面通过使用不同形状的衬板,可以调节磨球的运动轨迹,增强磨球对煤料的粉碎作用,提高磨煤机的磨粉效率[6]。
磨煤机衬板形状影响着磨球与物料的运动状态,也决定了研磨效率的高低[7],M.S.Powell[8,9]结合理论研究,探讨了梯形衬板的提升条对最外层磨球运动状态的影响,并提出了有关衬板提升条的理论设计;孙军峰[10]等通过改变衬板提升条数量、高度和形状,明显提升了磨矿效率;许利民[11]基于球磨机运行状态和球磨机耐磨件的磨损机理,设计了适用于破碎仓的凸形分级衬板和适用于研磨仓的斜沟分级衬板,在实际生产中,研磨产量增加8.7%~20.0%、能耗降低8.5%~18.0%;谢卓宏[12]等将单峰波形衬板改进为双峰波形衬板,同时将衬板的提升条设计为非对称锥面,延长了衬板的使用寿命;Xiang Lu[13]等提出一种具有多级波峰的新型衬板,衬板上的小球被台阶卡住,这样可以减轻衬套波峰的磨损,使其保持长期稳定,还可以将小球带到合理的高度,使落点分散,从而减少钢球用量35%~50%,降低电耗30%~40%。
在涉及工业生产中的颗粒处理和设备生产的模拟仿真时,往往会结合离散元法建立相关模型来解决问题,王晓[14]等通过离散元法建立单块矿石的多颗粒粘结模型,仿真矿石的破碎过程,得到单块矿石的破碎粒度分布并与落重实验对比,证明了离散元法的可行性;李静[15]等基于离散元法,建立罐式炉排料过程中石油焦颗粒运动行为的数学模型,同时在1/15等比例缩小的料罐模型上进行冷态物理实验,模拟实验结果与物理实验结果吻合度较好,说明离散元法的可以较好的描述罐式炉内石油颗粒的运动状态;刘莉[16]等利用Pro/E软件建立磨样机模型,并导入离散元软件EDEM进行仿真模拟,以粘结键的断裂数目作为破碎效果的判断标准,探讨在不同转速下,磨机的破碎效果并用试验样机加以验证,验证仿真结果的准确性。俞章法[17]等基于离散元法对球磨机衬板表面颗粒运动进行分析计算,并对衬板结构做出改进,增加衬板高度,增加波峰和波谷的高度差,使得在磨矿细度不变的情况下,磨机产量提高7%;瞿铁[18]等基于离散元法建立球磨机计算模型,研究了填充率、转速率和衬板数量对研磨效率的影响,随着填充率、转速率和衬板数量的增加,球磨机研磨效率呈先增大后减小的趋势。但这些关于衬板的研究都是在转速一定的条件下完成的,在实际生产中,随着磨机的运行,衬板的磨损会导致磨机研磨效率降低,需要及时更换衬板来保证研磨效率,这一过程费时费力。为此,林阳辉[19,20]研究在不同转速下不同磨损程度的衬板对磨球运动轨迹的影响,通过调节筒体转速弥补因衬板磨损导致研磨效率降低来延长衬板的使用寿命,这为磨煤机衬板研究提供了一个新的方向,但在他的研究中未能将其与衬板型腔改进方式作对比,对于转速动态补偿衬板磨损的优越性阐述不够深入。
基于上述研究背景,本文基于离散元软件(EDEM)进行数值仿真,通过调节筒体转速补偿受损衬板对研磨效率的影响,并与改变衬板型腔的方法对比,多角度深入比较了两种方式对物料破碎效果的影响,可以为进一步提升生产效益提供参考。
1 数值仿真实验
1.1 EDEM模型构建及参数设置
利用EDEM2020软件建立磨煤机模型,在筒体内装有梯形衬板,各材料特性参数、接触参数设置见表1、表2。为提高仿真效率,根据相似理论进行推理,使其满足几何、运动、动力相似法则,将磨煤机模型简化,保留关键破碎部分,如图1所示。

图1 磨煤机关键破碎部分的简化模型
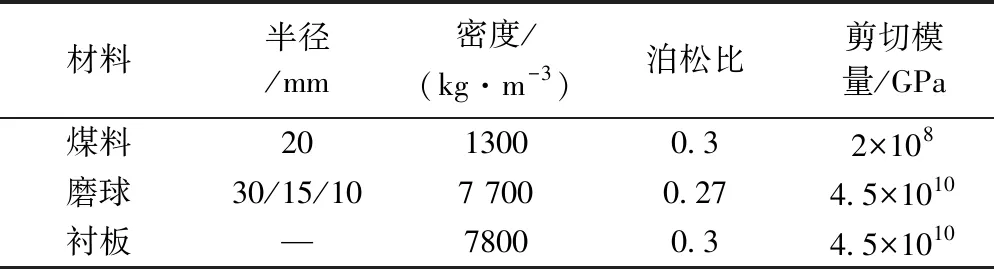
表1 EDEM2020中各材料特性参数设置

表2 各材料之间的接触作用参数
1.2 衬板磨损进度及筒速调节方案
衬板在实际使用时不可避免会出现磨损,依据真实磨损情况建立磨损后衬板模型,如图2所示。图2(c)中显示了磨损90%的衬板横截面,变形后的衬板主要表现为携球面角度趋于平缓,且衬板的波峰高度有所降低,本研究依据常磨损位置提出一种改进的衬板形状,如图2(d)所示。
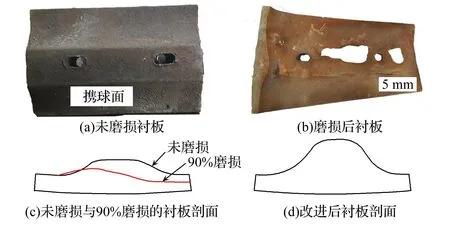
图2 磨煤机使用衬板
磨煤机转筒现在使用的转速为16.6 r/min,为实现调节转速以动态补偿磨损带来的破煤率降低问题,制定了如下筒速调节方案。当磨损程度达到90%后,分别调节转速至18.4,21.3、27.3、33.2 r/min,探究不同转速对破煤率的补偿效果和其他影响。
2 衬板结构改进与桶速调节效果分析
2.1 现用衬板与改进后破碎效果分析
磨煤机使用现衬板和改进后两种类型的衬板在3.95 s时刻的物料及磨球运行状态如图3所示,其中图3(a)(c)是现使用的衬板,图3(b)(d)是改进后的衬板,物料在衬板带动下随筒体转动,在超过休止角后物料做泄落或抛落运动,在冲击研磨区及冲击破碎区的物料颗粒速度最高,相较于现衬板型腔中物料的泄落运动,改进后的高衬板型腔可以使得抛落运动更为频繁,这与其他研究结果[21]一致,在抛落区出现了更多高速颗粒,它们所具备的动能和势能更高,可以对煤料实现高效的破碎。
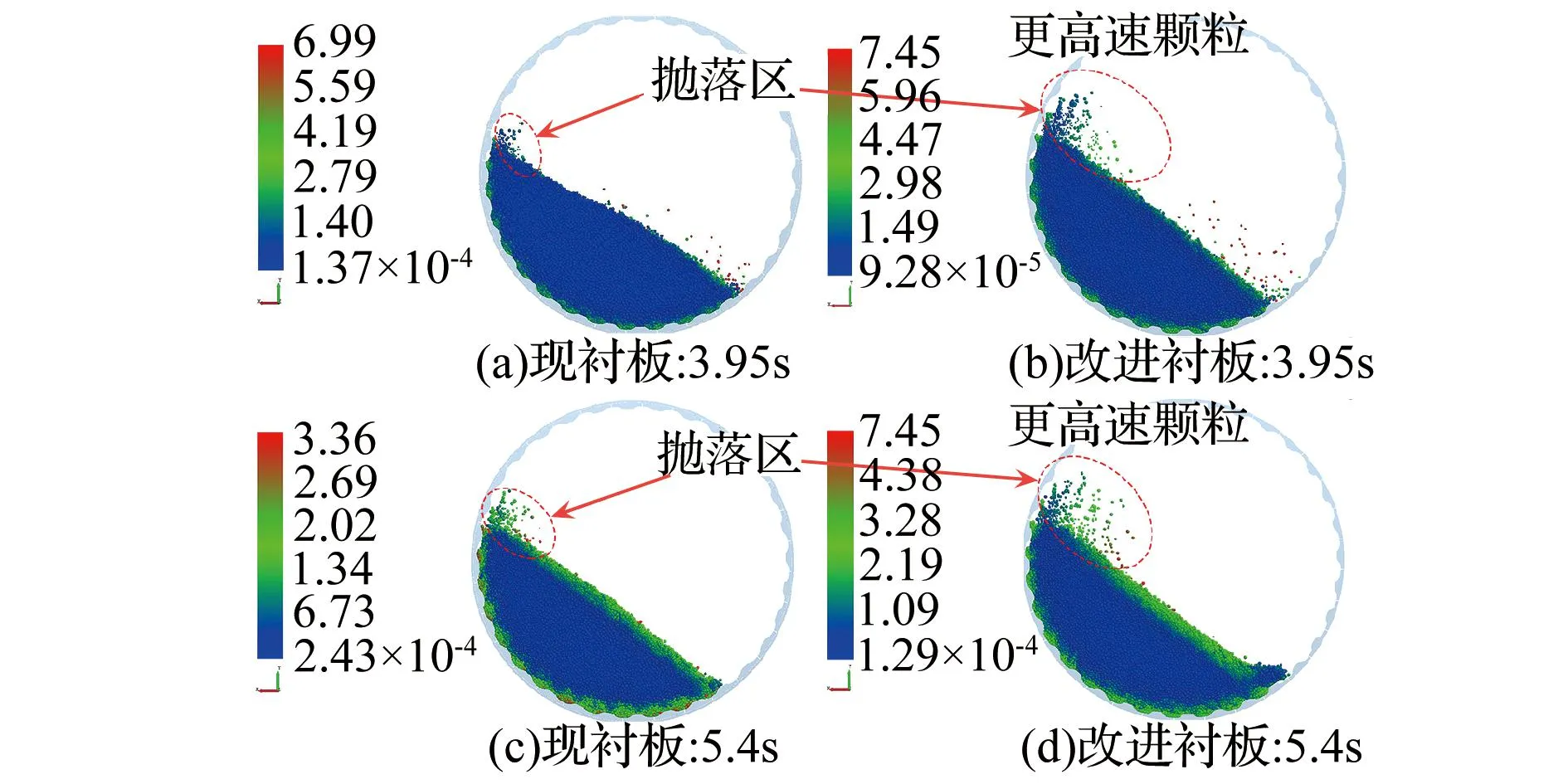
图3 使用两种衬板型腔时不同时刻物料运动状态(m/s)
在模拟时间内各物料与磨球的速度-数量分布如图4所示,磨煤机内研磨介质的装载质量是一定的,当球径增大时,磨球的数量呈下降趋势,与物料颗粒的接触碰撞次数减少,而且随着物料被破碎、研磨,颗粒体积变小,部分小物料颗粒会随着筒体转动落到衬板与衬板之间,而大直径磨球不容易接触碰撞到落入衬板之间的体积变小物料颗粒,当磨球直径变大时,磨球与磨球之间的间隙增大,没有完全被破碎的部分小物料颗粒也会落到磨球与磨球间的间隙中间,部分变小物料颗粒不容易被磨球破碎。相对于现衬板而言,改进后的衬板型腔中处于高速状态下的60 mm磨球、煤料、煤料粘结颗粒数增加,这极大地提升了磨煤机对煤料的破碎作用,且能发挥煤料与煤料之间的自磨作用,可有效提升生产的煤粉细度。
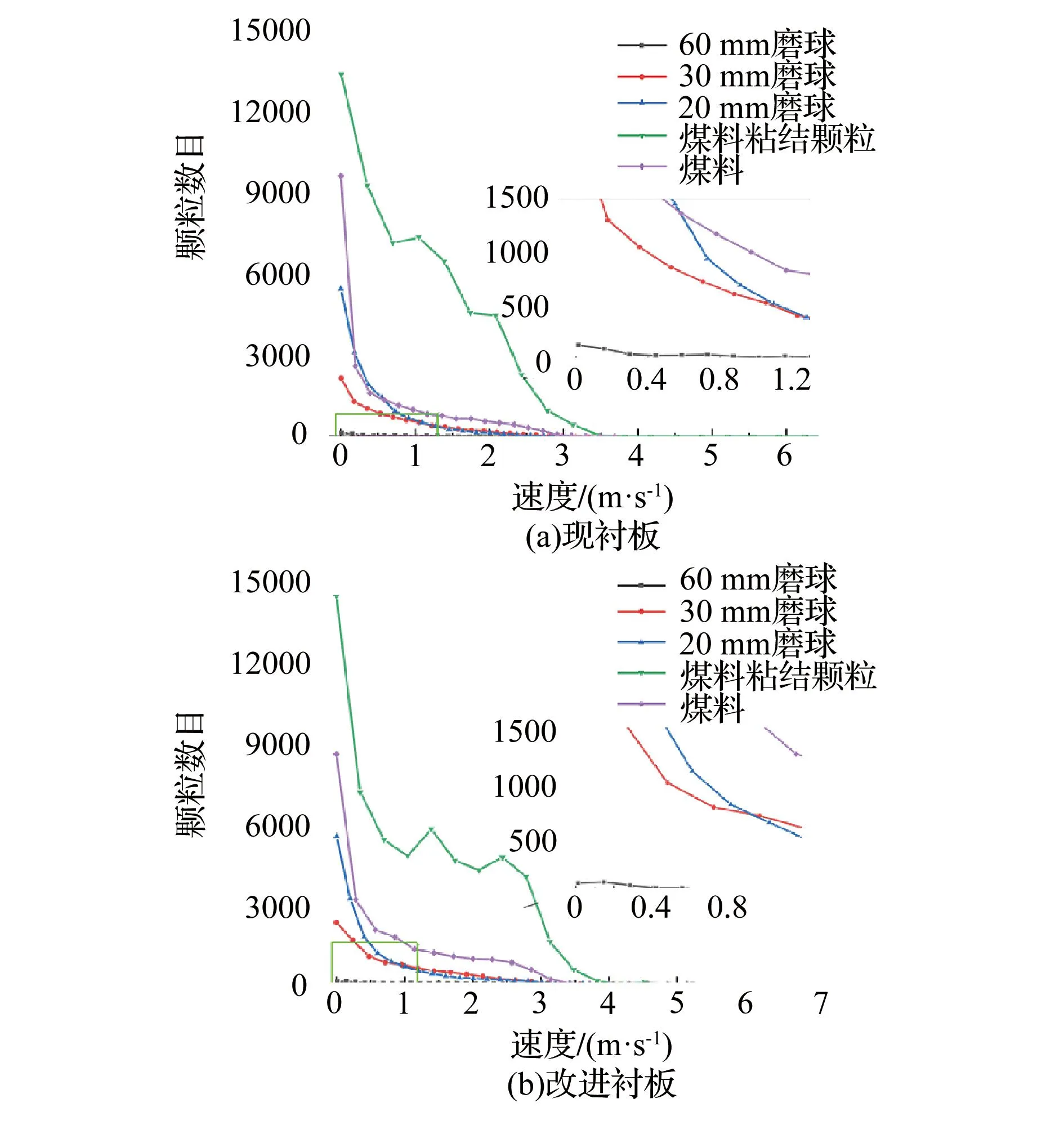
图4 两种衬板型腔中磨球与煤料速度-数量分布
为研究磨煤机的破碎效率,将单位时间内颗粒间黏结键断裂数量作为效率的评价指标,大物料颗粒由小物料颗粒粘结而成,当大物料颗粒被钢球破碎研磨时,小物料颗粒逐渐被分解,颗粒间的粘结键断裂,颗粒粘结键断裂数量随时间的变化如图5所示,可以看出当0 s时筒体开始转动,投入的物料跟随筒体转动,这个过程粘结键断裂数目急剧增长,这是由于在投放物料过程中发生了磨球与煤料的激烈碰撞,具备较高的破碎率。相比于现衬板,改进衬板起初的破碎状态基本不变,但自5 s时刻开始,其破碎优势极为明显,具备了远超现衬板的破碎速度,在第7.83 s就实现了现有衬板10 s才能具备的破碎效果,磨煤时间缩短了21.7%。这其中的原因如图5(b)所示,与现有衬板相比,改进后衬板使得煤料的分布倾向于更大范围,这可以提升其他区域特别是抛落区磨球对煤料的破碎作用,减少无效碰撞,提高磨煤效率。
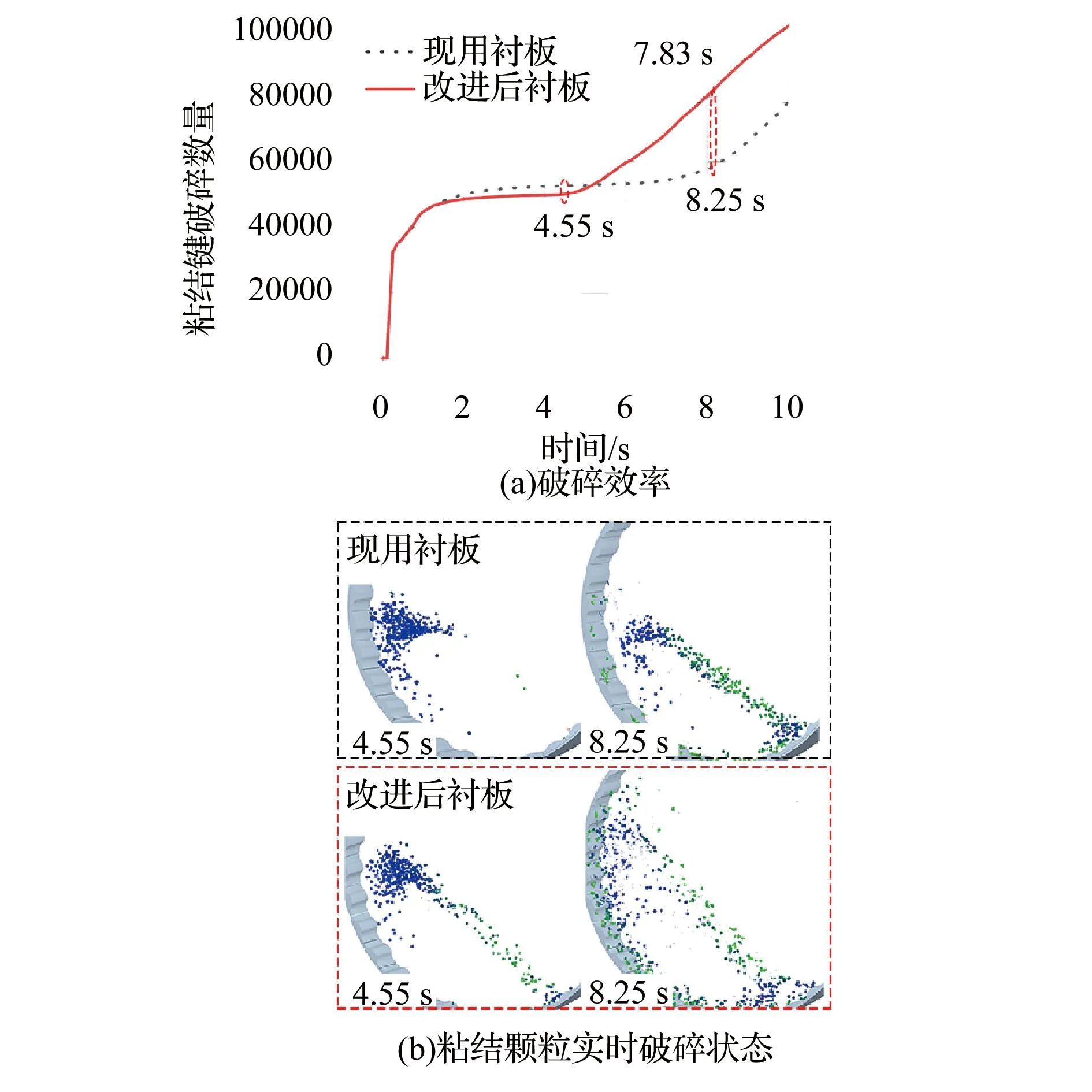
图5 两种衬板型腔中粘结键破碎实况
衬板所受的累计接触能量可以定量表征磨煤过程中发生的磨损,能量愈大,磨损量愈大[22],在相同衬板中累计接触能的增加代表着衬板寿命的降低,若累计接触能长期处于高能状态,则衬板极易发生失效,降低使用寿命。两种衬板型腔承受能量分析如图6所示,图6(a)为改进后衬板运行时承受的法向累计接触能,图中可以看出改进后衬板承受的法向累计接触能远小于现用衬板,在模拟时间内累计接触能同比降低了11.9%,能量云图可以更为直观地展示降低磨损效果。图6(b)为改进后衬板运行时承受的切向累计接触能,改进后衬板承受的切向累计接触能亦远小于现用衬板,在模拟时间内切向累计接触能同比降低了31.6%,增加易磨损处的衬板用料即可大幅提升衬板服役寿命。

图6 两种衬板型腔承受能量分析
2.2 筒速调节补偿衬板磨损分析
前述分析已证实通过提升衬板倾角或波峰高度可以大幅提升破煤效率,在使用过程中衬板磨损后会使得波峰降低、倾角减缓,这样造成的磨损衬板携带物料与磨球出现的运动轨迹如图7所示,严重磨损后的衬板腔体中抛落区域基本消失,颗粒速度大幅降低,并且在死区的煤料颗粒占据大多数,基本不发生碰撞,与其他研究结果[21]规律一致,破碎煤料数量降低27%。同时,衬板磨损后也会导致磨球与物料冲击作用加强,使得法向与切向累计接触能分别增加16.8%、52.2%,加速衬板磨损,缩短更短周期,大幅增加成本。

图7 90%磨损衬板与现用未磨损衬板破碎效果对比
对90%磨损衬板采取提高转速的方案,转速分别提高至18.4、21.3、27.3、33.2 r/min,探究提升转速对破煤过程的影响规律。实验结果如图8,图9所示,提升磨煤机筒体转速可以有效提高破煤效率,由图8(a)可知,提高筒速至33.2 r/min后破煤量可提高98.6%,图8(b)展示了各个筒速对应的物料速度分布关系,随着筒速增大,处于抛落区的颗粒数目越来越多,这有利于发挥更多颗粒的势能转化为冲击破碎能。在图9(a)中显示了不同速度下物料在衬板型腔优化内的分布状态,在提高转速后,处于死区的颗粒数明显向冲击破碎区、研磨区、抛落区流动,极大地发挥了磨损后衬板的抛落冲击和研磨潜力。但与此同时也对造成了衬板承受接触能量增大的现象,如图9(b)所示,衬板承受累计接触能量也随着筒速的增加而增加,当筒速为33.2 r/min时,衬板法向、切向累计接触能量分别提高144.9%,54.9%,这符合现实生产规律,实现破煤率的提升势必带来衬板的加速损耗,但对于磨损90%的衬板而言,这种代价显然是值得的。

图8 多阶筒速下90%磨损衬板型腔破碎效果

图9 多阶筒速下90%磨损衬板型腔煤料分布及衬板承受能量
与改进衬板型腔来提高破煤率相比,提升筒速可以一定程度补偿衬板严重磨损带来的效能降低问题,但不同的是,改进衬板型腔不仅使得破煤时间缩短了21.7%,而且使得衬板法向与切向累计接触能分别降低了11.9%、31.6%,衬板使用寿命得到延长。与更换新衬板相比带来的成本剧增状况,磨损程度较高时提升筒速作为一种新的思路,它不但使得破煤效率得到提高,并且具有加速淘汰磨损衬板的作用,这在一定程度上可以加快生产节奏,避免出现低效率长时间磨煤的状况。
3 结 论
针对磨煤机衬板磨损严重导致破煤率低下问题,提出了型腔改进和筒速调节方案,对比了两者所带来的破碎机理、衬板承受冲击能等方面存在的差异,得出如下结论:
1)改进后的衬板型腔会使得更多煤料由泄落运动转化为抛落运动,获得更大的破碎能量转化,使得高速颗粒碰撞频次增加,可有效提升21.7%破煤效率,同时改进后型腔衬板承受法向与切向累计接触能量减少11.9%、31.6%,服役寿命得到延长。
2)衬板磨损90%后会使得更多煤料困于死区内,破煤效率降低27%,研究提出采用提高筒速方式补偿磨损带来的生产效能低下是可行的,随着筒速从16.6 r/min增加至33.2 r/min,破煤率提升98.6%,充分发挥了磨损后衬板的抛落冲击和研磨潜力。
3)为提高破煤率而提出的两种方式都可提高生产效能,不同点在于使用筒速提升方法会使得衬板法向、切向累计接触能量分别提高144.9%,54.9%,这会加速淘汰磨损衬板,促进生产循环加快,综合而言两种方式都对实际的工业生产具有重要指导意义。
猜你喜欢
矿山机械(2022年8期)2022-09-01
中国矿山工程(2019年5期)2019-10-28
有色设备(2019年3期)2019-07-16
中国金属通报(2019年3期)2019-05-24
现代冶金(2018年5期)2018-12-06
中国塑料(2016年5期)2016-04-16
新疆钢铁(2016年3期)2016-02-28
锻压装备与制造技术(2015年4期)2015-07-01
机电信息(2015年3期)2015-02-27
河南科技(2014年23期)2014-02-27