
穿条式喷漆铝型材边角掉膜的原因分析及控制
2023-12-27 05:41胡小萍彭华领熊宇争夏荣坤
铝加工 2023年6期
胡小萍,彭华领,万 里,熊宇争,夏荣坤
(佛山市三水凤铝铝业有限公司,佛山 528100)
0 前言
随着国家节能政策的逐步推进以及居民生活水平的不断提高,人们越发热衷于使用节能、稳定、美观的高端隔热系统门窗,其中穿条式隔热铝型材作为一种新型节能建筑材料,正逐步走入大众视野。它通过使用一种隔热条(导热率仅为铝合金的0.19%)将铝型材A、B 面隔开,不仅保留了建筑材料的机械性能,同时具备优异的防水性能、隔热隔音性能,因此,受到众多开发商的青睐[1-3]。
铝型材表面氟碳漆(PVDF)涂层,在防腐耐候性能上无可替代。然而,生产中发现,穿条式喷漆铝型材在A、B 面穿条后的滚压(复合)过程中,经常出现穿条位喷漆涂层掉膜的问题,该现象在粉末涂层产品穿条及滚压操作中鲜有发生。
尝试在喷漆下架后、穿条前,按照国标GB/T 5237.5—2017中规定的干、湿附着性、耐沸水性以及耐冲击性等方法进行检测,发现涂层附着力检测均合格,但穿条滚压时依旧出现大面积掉膜,导致批量半成品报废的情况时有发生,严重影响了产品外观及性能,更增加了生产成本。因此,明确导致穿条式喷漆型材掉膜的原因并加以管控,具有重要的实践意义和应用价值。
1 穿条型材生产流程
穿条式喷漆铝型材生产工艺流程:坯料→除油→钝化→烘干→喷漆→固化→开齿→穿条→滚压(复合)→性能检测。
1.1 开齿
开齿是根据型材截面形状调节开齿机底轮及开齿刀位置,使开齿刀进入铝型材穿条槽位0.50~0.60 mm 之间,通过槽位中齿与隔热条之间的咬合力来满足隔热铝型材剪切力性能要求[4-5]。
开齿深度借助100倍放大镜进行测量,生产时开齿深度小于0.50 mm,无法保证隔热铝型材抗剪切性能;开齿深度大于0.60 mm,铝型材受力易变形,且由于齿较深,齿与隔热条之间摩擦力较大,不利于后续穿条[6-7]。
1.2 穿条
穿条是通过调节穿条机导向槽高度,将对应规格的隔热条穿入开齿后的槽位,通过隔热条将铝型材A、B 面连接,此时型材未复合,隔热条在槽位中为松动状态。
隔热条大多采用由聚酰胺(PA66)+25%玻璃纤维(GF)组成的尼龙66 隔热条,常见类型有I型、C 型、T 型、O 型(也叫K 型)胶条,其中14.8 mm高度的隔热条使用最多[8]。常用隔热胶条特点见表1,截面形状示意图见图1。
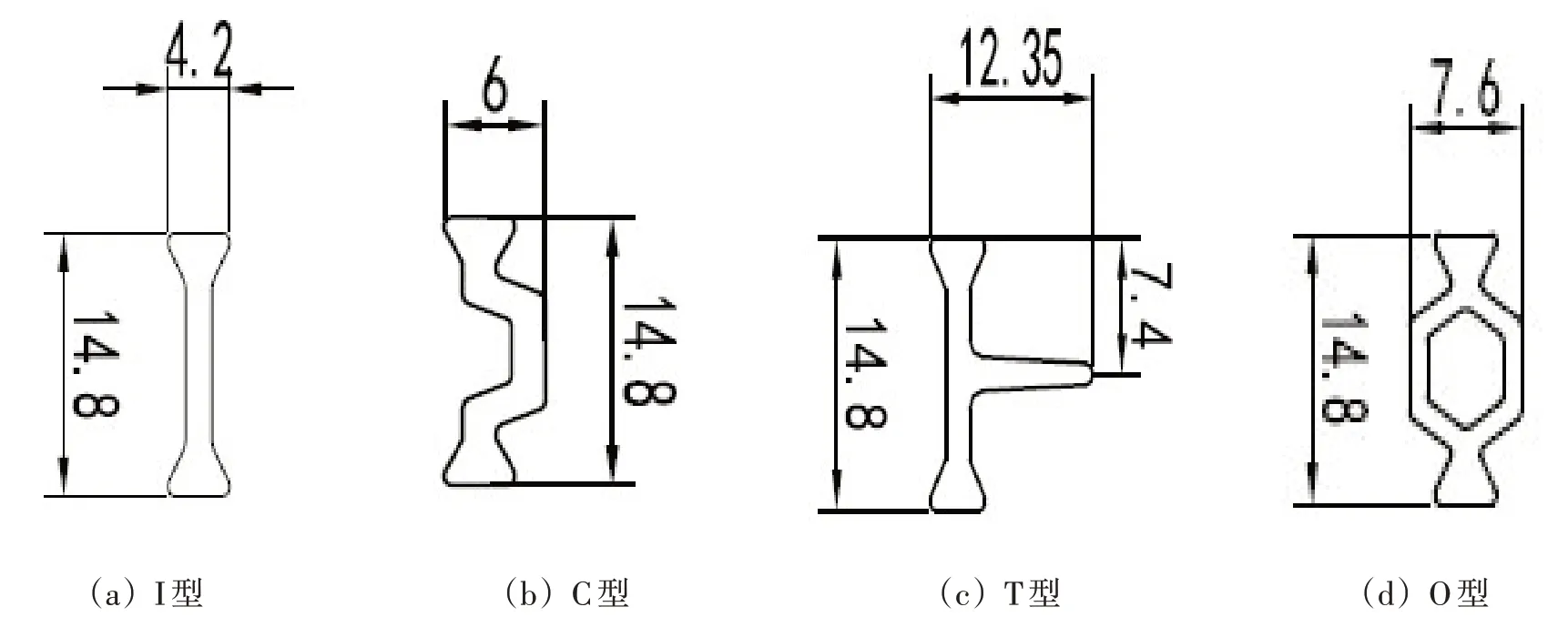
图1 常用隔热条截面形状示意图
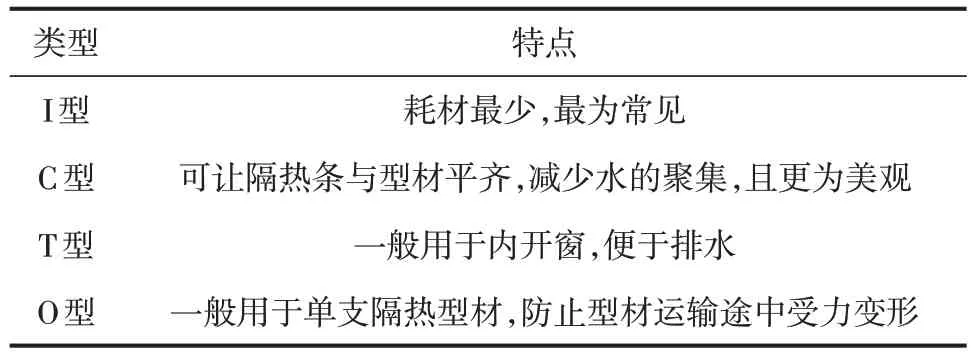
表1 隔热条类型及特点
1.3 滚压(复合)
由于穿条后铝型材与隔热条处于松动的状态,需使用滚压机将型材与隔热条紧密结合。滚压是根据隔热条及型材滚压槽的高度来调节滚压盘的宽度,使用滚压机的三组滚压盘将型材与隔热条逐步压紧,通过型材与隔热条之间的咬合力来避免型材组合后脱落。室温下,滚压力应控制在3 920~5 880 N。
当滚压力低于3 920 N 时,无法保证型材高温抗剪切性能,使用时存在安全隐患;滚压力大于5 880 N 时,型材变形影响门窗组装,且由于滚压力偏大,铝型材基材易出现开裂现象[9-10],特别是6063-T6时效状态的穿条铝型材。
1.4 性能检测
滚压后的隔热型材需锯切(100±1)mm 的前段、中段、后段3个样品,做纵向剪切试验或横向拉伸试验,达到国家标准要求[11](≥24 N/mm)。
2 缺陷样板
图2 为穿条式喷漆铝型材滚压后穿条槽位边角,喷漆涂层掉膜缺陷的实物照片。

图2 穿条式喷漆型材边角掉膜
穿条型材边角掉膜的质量缺陷难以修复无法返工重涂,掉膜部位无规律,型材端头、中间部位甚至整支型材都出现过掉膜。此外,通过二次进固化炉加温固化,不仅无法改善边角掉膜状况,而且会导致尼龙隔热胶条的熔融软化,因此导致了批量的半成品报废。
3 数据汇总
表2为穿条式喷漆铝型材边角掉膜数量年度统计数据,合计支数7096 支,重量45.26 t。由于氟碳漆原材料价格高,穿条后报废不仅大幅延误了生产周期,更造成了很大的成本浪费。

表2 边角掉膜数据汇总
从油漆种类及颜色来看,砂纹、光面以及素色漆或金属漆都出现了不同程度批量报废情况,无明显的规律。
表3为穿条式喷漆铝型材,边角掉膜的油漆颜色及油漆厂家汇总,发现11 个颜色中,有10 个颜色集中在同一个油漆厂家A,只有1 个颜色是另一个厂家B,表明边角掉膜问题可能与油漆本身存在一定关系。

表3 边角掉膜颜色-油漆厂家汇总
4 试验验证
4.1 固化工艺调整
选取出现批量边角掉膜的氟碳漆颜色3号中灰色,在氟碳喷漆生产线验证固化工艺的影响。采用同型号的型材、同颜色的油漆,调节固化温度、链条运行速度,出炉后穿条检测效果,相关参数及结果见表4。

表4 在线炉温工艺试验数据
由表4 可知,正常固化工艺(2.3 m/min,225 ℃),成品无色差,但穿条滚压出现批量边角掉膜;降低链速至2.0 m/min(保温时间延长4~5 min),炉温提高5 ℃,此时,膜层已出现明显的发黄,排除了固化不充分导致掉膜的可能,但穿条滚压依旧出现少量边角掉膜。
表4的结果表明,固化工艺不是造成穿条掉膜的根本原因,但适当提高固化温度、延长保温时间有利于减少边角掉膜。
4.2 油漆调整
通过延长保温时间、提高固化温度,只能减少而无法彻底解决边角掉膜,并衍生出现涂层颜色发黄色差问题。结合表3结果,边角掉膜绝大部分集中在同一油漆厂家的规律性,因此,需要尝试对油漆组分配方进行调整。
依旧选择3号中灰色,对油漆流平助剂、固化剂体系进行调整,改善喷漆涂层的柔韧性。调整后的油漆按照正常固化工艺,分别喷漆1 次、喷漆2次,喷漆后的成品分别按照正常滚压力、加大滚压力进行试验,具体参数及效果见表5所示。

表5 油漆调整后穿条效果
由表5可知,调整油漆配方后,不改变炉温等固化工艺,正常滚压力5 390~5 880 N及加大滚压力8 330~8 820 N,均未出现边角掉膜问题;此外,增加膜厚至80 μm 即模拟生产线重涂喷2 次,之后采用正常滚压力5 390~5 880 N及加大滚压力8 330~8 820 N,也未出现边角掉膜,产品性能合格。
因此,穿条式喷漆铝型材边角掉膜问题,其根本原因是氟碳漆涂层柔韧性差,油漆本身的氟树脂、丙烯酸树脂等主体树脂分子在高温交联固化过程中,未能完全呈层状铺开,涂层延展性差、脆性大[12-14]。
此外,氟碳漆调漆时慢干型溶剂占比偏高,油漆湿膜在流平过程中,较多地堆聚在铝型材的边角部位,使得穿条槽位等棱角处的漆膜膜厚过高,一定程度上加剧了滚压时的膜层开裂,裂纹随着滚压机的移动而纵向延长,裸露出铝基材,表现为不同程度的掉膜。
5 结论
(1)氟碳漆本身主体树脂分子在高温交联固化过程中,未能完全呈层状铺开,涂层延展性差、脆性大是导致穿条式喷漆铝型材边角掉膜的根本原因。
(2)调漆时适当减少慢干型溶剂配比,喷漆时穿条槽位不正对喷枪,固化时适当提高固化温度、延长保温时间,可一定程度减少边角掉膜。
(3)由于现有国标检测方法的局限性,无法在喷漆后检验出涂层边角掉膜,开齿操作时,开齿深度可由0.50~0.60 mm 适当增加至0.65~0.70 mm,滚压力降低784~980 N,型材表面的氟碳漆涂层所受压应力减小,能量未聚集到形成微裂纹时便随着型材移动而消散开,从而改善边角掉膜问题。
猜你喜欢
资源节约与环保(2022年8期)2022-09-20
初中生学习指导·提升版(2022年4期)2022-05-11
中学生数理化(高中版.高考数学)(2022年1期)2022-04-26
上海涂料(2021年5期)2022-01-15
阅读(科学探秘)(2021年10期)2021-03-08
制造技术与机床(2018年8期)2018-10-09
中学生数理化·七年级数学人教版(2017年9期)2017-12-20
制造技术与机床(2017年2期)2017-05-04
制造技术与机床(2017年12期)2017-02-02
汽车维护与修理(2016年10期)2016-07-10
