石墨烯改性中空涤纶短纤维生产工艺探讨
2024-01-04 10:50孙道华庄耀中胡兴其
合成纤维工业 2023年6期
郑 权,孙道华,庄耀中,沈 虹,胡兴其,吴 斌
(1.湖州市中磊化纤有限公司,浙江 湖州 313021; 2.新凤鸣集团股份有限公司,浙江 桐乡 314513)
目前,应用于家纺、家居、玩具填充等领域具有抗菌、远红外、负离子、抗紫外线等功能的改性中空涤纶短纤维多为单一功能的中空涤纶短纤维,已经无法满足消费者对功能性的需求,亟待开发出高性能、多功能的纤维产品。石墨烯集远红外加热、释放负离子、抑菌抗菌、抗紫外线、防静电等多功能于一体[1],在纺织行业的应用日益广泛,用石墨烯改性制备功能性纺织纤维成为近年来的研究热点[2]。石墨烯改性中空涤纶短纤维作为复合功能性家用纺织品的重要原料,应用前景广阔[3-4]。
基于开发高附加值产品、提高市场竞争力、填补湖州市中磊化纤有限公司复合功能涤纶短纤维产品空白的目的,作者以聚对苯二甲酸乙二醇酯(PET)熔体和石墨烯母粒为主要原料,通过在线添加装置在熔体PET中添加石墨烯母粒进行共混改性,在中空涤纶短纤维纺丝生产线和后处理联合机上生产5.50 dtex石墨烯改性中空涤纶短纤维,探讨生产工艺对可纺性和产品性能的影响,确定了较佳的生产工艺条件。
1 试验
1.1 原料
PET熔体:特性黏数(0.650±0.010)dL/g,端羧基含量(30.0±1.5)mol/t,熔点258 ℃,湖州市中磊化纤有限公司产;石墨烯母粒:主要基体为PET,石墨烯质量分数为20%,特性黏数为0.65~0.75 dL/g,熔点255 ℃,苏州宝丽迪材料科技股份有限公司产。
1.2 主要设备及仪器
五釜流程聚合装置:生产能力为600 kt/a,中国昆仑工程公司制;母粒在线添加装置:无锡聚新科技股份有限公司制;中空涤纶短纤维纺丝生产线:邵阳纺织机械有限责任公司制;中空涤纶短纤维后处理联合机:恒天重工股份有限公司制;HX5-300型打包机:上海邯祥机电成套设备有限公司制;PV 36型毛细管黏度仪:德国Lauda公司制;DGG-9070A型电热恒温鼓风干燥箱:上海森信实验仪器有限公司制;XCP-1AN型纤维卷曲弹性仪:上海新纤仪器有限公司制;YG079型纤维梳棉分析机:常州市华纺纺织仪器有限公司制;YG936D型纤维蓬松度测试仪:常州市华纺纺织仪器有限公司制。
1.3 生产工艺流程
600 kt/a五釜流程聚合装置配置12条大容量直接纺涤纶短纤维生产线,其中有2条40 kt/a中空涤纶短纤维生产线。在中空涤纶短纤维生产线和后处理联合机上采用在线添加装置添加石墨烯母粒,生产5.50 dtex石墨烯改性中空涤纶短纤维,生产工艺流程见图1。母粒在线添加装置主要由吸料机、母粒干燥塔、螺杆挤压机、母粒注入泵、动态混合器组成,石墨烯母粒通过吸料机吸入母粒干燥塔,干燥后进入螺杆挤压机熔融挤出,由母粒注入泵按比例注入熔体输送管道上的动态混合器,聚酯装置过来的PET熔体与石墨烯母粒熔体在动态混合器中得到充分均匀的混合,实现熔体的共混改性;改性熔体进入纺丝箱体经喷丝组件挤出,由环吹冷却装置冷却成形,再进行给湿上油、卷绕集束、往复落桶等工序,制得石墨烯改性中空纤维原丝;原丝经拉伸、卷曲、上油、切断、松弛热定型、打包等工序,制得石墨烯改性中空涤纶短纤维。
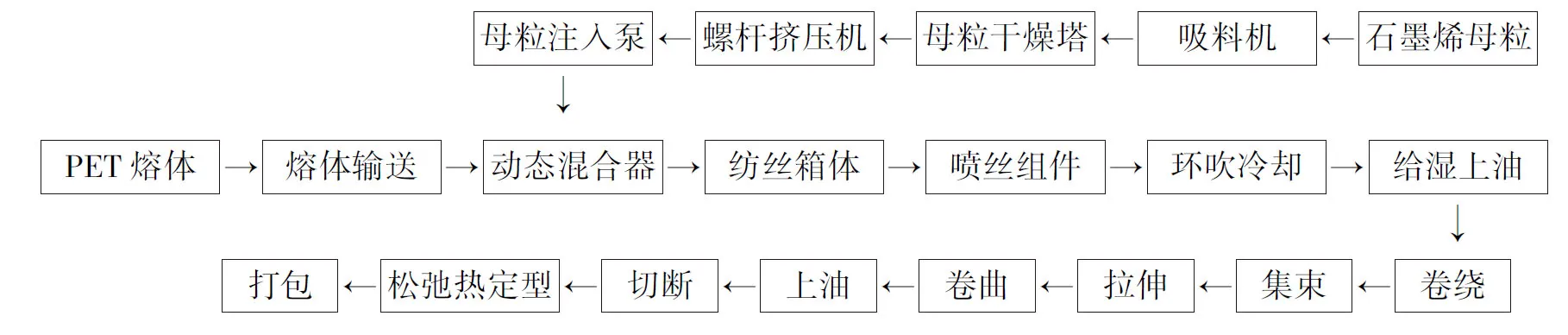
图1 石墨烯改性中空涤纶短纤维生产工艺流程Fig.1 Production process of graphene modified hollow polyester staple fiber
石墨烯母粒在母粒干燥塔中160 ℃下干燥8 h,去除母粒中的水分,再经过螺杆机压机熔融挤出,螺杆机压机各区温度依次为270,275,285,290,285 ℃;由母粒注入泵精确计量质量分数为1.0%的母粒,注入动态混合器,动态混合器转动频率为35 Hz,将母粒熔体和PET熔体均匀混合,实现熔体共混改性。
生产的石墨烯改性中空涤纶短纤维产品规格为5.50 dtex,前、后纺主要工艺参数分别见表1、表2。

表1 前纺主要工艺参数Tab.1 Main fore-spinning process parameters

表2 后纺主要工艺参数Tab.2 Main post-spinning process parameters
1.4 分析与测试
特性黏数:将改性熔体试样溶解在苯酚和四氯乙烷的混合溶剂中,使用PV 36型毛细管黏度计进行测定,仪器自动计算试样特性黏数。
含水率:使用电热恒温鼓风干燥箱将石墨烯母粒加热,使水分挥发,根据加热前后石墨烯母粒的质量变化计算石墨烯母粒的含水率。
卷曲数、卷曲率:使用XCP-1AN型纤维卷曲弹性仪,在规定的负荷下,在一定的受力时间内,测定纤维的长度变化,读取纤维的卷曲数和卷曲率。卷曲数是指纤维在受轻负荷时25 mm 长度内的卷曲个数;卷曲率是指纤维被拉直时表观长度的增加部分占直挺纤维长度的比值,是表征纤维卷曲程度的指标[5]。
蓬松度:使用YG079型纤维梳棉分析机和YG936D型纤维蓬松度测试仪测定纤维在规定负荷作用下和去除负荷后的体积,根据式(1)、式(2)计算纤维的蓬松度。
V1=Ak1/G
(1)
V2=Ak2/G
(2)
式中:V1为纤维在轻负荷(60 g)作用下的蓬松度,V2为纤维在重负荷(560 g)作用下的蓬松度,A为样板面积(取100 cm2),h1为轻负荷(60 g)作用1 min下试样的高度,h2为重负荷(560 g)作用1 min下试样的高度,G为纤维质量。
2 结果与讨论
2.1 石墨烯母粒干燥工艺
石墨烯母粒的含水率偏高,其熔体在熔融过程中会发生水解,导致纺丝毛丝、断头多[6]。因此,石墨烯母粒在进入螺杆挤压机之前,需在一定干燥温度的干燥塔中进行干燥,将石墨烯母粒含水率控制在60 μg/g以下。在干燥过程中,设定干燥时间为8 h的条件下,主要对干燥温度进行了试验。从表3可知:干燥温度低,石墨烯母粒含水率高,干燥塔中石墨烯母粒结块严重,纺丝时出丝不畅,纺丝过程不稳定;干燥温度设定在160 ℃时,干燥过程顺利,石墨烯母粒含水率为40 μg/g,纺丝状况稳定;干燥温度达到170 ℃时,石墨烯母粒在干燥塔中黏连结块,造成堵料,影响干燥进程。因此,选择干燥温度为160 ℃、干燥时间为8 h,可将石墨烯母粒含水量控制在较低的范围内,并确保纺丝过程的顺利。

表3 干燥温度对石墨烯母粒含水率及纺丝状况的影响Tab.3 Effect of drying temperature on moisture content of graphene masterbatch and spinning condition
2.2 石墨烯母粒添加量
中空涤纶短纤维生产中石墨烯母粒的添加量需满足前后纺的可纺性要求。PET熔体中加入石墨烯小分子会导致PET大分子的规整性排列受到一定程度的破坏,熔体的特性黏数降低[7]。石墨烯母粒添加量越高,PET熔体特性黏数越低,会造成纺丝状况变差,注头丝、毛丝、断头增多,可纺性差。石墨烯母粒添加量对可纺性的影响见表4。

表4 石墨烯母粒添加量对可纺性的影响Tab.4 Effect of graphene masterbatch addition on spinnability
从表4可知:添加石墨烯母粒质量分数小于1.0%时,PET熔体的特性黏数相对较高,前后纺生产稳定,对可纺性和产品质量有利;添加石墨烯母粒质量分数达2.0%及以上时,PET熔体的特性黏数较低,纺丝时有注头丝、毛丝产生。结合市场实际情况,后道家纺用户多是将石墨烯改性中空涤纶短纤维与常规中空涤纶短纤维混纺使用,为保证产品的功能性,生产石墨烯改性中空涤纶短纤维时添加石墨烯母粒质量分数1.0%较为合适。
2.3 纺丝温度
中空涤纶短纤维生产中,由于石墨烯小分子的加入,PET熔体的特性黏数下降,需适当降低纺丝温度稳定纺丝状况。纺丝温度偏高,会加剧PET熔体的热降解,使PET熔体特性黏数降低,纺丝过程中注头丝、毛丝等异常情况增多,对产品质量产生影响;纺丝温度偏低,有利于纺丝成形和产品质量,但会影响纤维的拉伸性能,后纺拉伸缠辊增多[8]。从表5可知:纺丝温度为282 ℃时,前纺生产稳定,后纺拉伸时出现缠辊;纺丝温度为285 ℃时,前后纺生产状况都很稳定,生产的石墨烯改性中空涤纶短纤维的蓬松度也较高;纺丝温度超过288 ℃时,纺丝状况不稳定,喷丝板面注头丝、断丝现象较多。因此,合适的纺丝温度应控制在285 ℃左右。
2.4 环吹风冷却工艺
环吹风速度是影响石墨烯改性中空涤纶短纤维的卷曲率和蓬松度的决定性因素。在较高的环吹风速度下,每根纤维的迎风面和背风面形成非对称冷却,非对称冷却使原丝获得潜在的三维卷曲,原丝在后纺拉伸后,纤维展现出三维立体卷曲形态。环吹风速度过低,冷却不充分,非对称冷却不明显,纺丝时僵丝、并丝多,纤维卷曲率和蓬松度低,卷形大,三维立体感差,回弹性差;环吹风速度偏高,原丝冷却过快,原丝拉伸困难,拉伸时断头、缠辊现象较多[9]。从表6可知:环吹风速度为3.4 m/s时,生产状况和产品质量都较为正常;环吹风速度提高到3.6 m/s和3.8 m/s时,纤维的卷曲率和蓬松度并没有明显增加,说明偏高的环吹风速度对产品质量没有贡献。因此,生产石墨烯改性中空涤纶短纤维时选择环吹风速度为3.4 m/s较合适。

表6 环吹风速度对可纺性及产品性能的影响Tab.6 Effect of circular air blow speed on spinnability and product properties
2.5 后纺拉伸工艺
前纺原丝经过后纺拉伸,其潜在卷曲才能得到充分展现,从而得到具有三维立体卷曲形状的石墨烯改性中空涤纶短纤维产品,三维立体卷曲形状赋予了纤维蓬松性和回弹性。纤维的卷曲率和蓬松度越高,表明纤维蓬松性、回弹性越好,填充被子或枕头的效果也越好。
涤纶短纤维生产中后纺拉伸工艺参数主要是拉伸温度和拉伸倍数。拉伸温度较低时,原丝在拉伸过程中会产生较大的拉伸应力,且不会发生应力松弛,拉伸困难、缠辊多,若拉伸倍数低,则原丝的潜在卷曲展现不充分,纤维的卷曲和蓬松度低;拉伸温度较高时,原丝在拉伸过程中的拉伸应力降低,纤维的拉伸性能好,若拉伸倍数高,则原丝的潜在卷曲展现充分,纤维的卷曲率和蓬松度高,但过高的拉伸温度会减小纤维内在的应力差和超分子结构差异,从而抑制纤维潜在卷曲的释放。从表7可知:拉伸温度较低为55~60 ℃时,拉伸倍数较低为2.65~2.73,拉伸过程中纤维缠辊严重;拉伸温度为66 ℃时,拉伸倍数可提高到2.80,后纺拉伸状况稳定,产品质量好,说明拉伸后原丝的潜在卷曲展现充分;继续提高拉伸温度至70 ℃时,拉伸倍数反而略有降低,拉伸时纤维容易断裂,形成毛丝缠辊。因此,生产石墨烯改性中空涤纶短纤维时后纺拉伸合适的拉伸温度为66 ℃、拉伸倍数为2.80。

表7 拉伸工艺对可纺性及产品性能的影响Tab.7 Effect of drawing process on spinnability and product properties
2.6 较佳生产工艺与产品质量
通过上述分析得到生产5.50 dtex石墨烯改性中空涤纶短纤维的较佳工艺条件如下:PET熔体特性黏数(0.650±0.010)dL/g、石墨烯母粒特性黏数0.65~0.75 dL/g,石墨烯母粒干燥温度160 ℃、干燥时间8 h,添加石墨烯母粒质量分为1.0%,纺丝温度285 ℃、环吹风速度3.4 m/s,拉伸温度66 ℃、拉伸倍数2.80。在较佳工艺条件下,干燥后石墨烯母粒含水率为40 μg/g,前后纺生产稳定,无僵丝、并丝、缠辊、断头情况;产品质量正常,三维立体卷曲感强,蓬松、回弹性好。从表8可知,5.50 dtex石墨烯改性中空涤纶短纤维的卷曲数为6.5个,卷曲率为16.7%,V1为154 cm3/g,V2为28 cm3/g,与同规格的常规中空涤纶短纤维相比,其卷曲性能和蓬松性指标略有下降,但均达到了FZ/T 52004—2022《充填用中空涤纶短纤维》规定的质量要求。

表8 5.50 dtex石墨烯改性中空涤纶短纤维的主要质量指标Tab.8 Main quality indexes of 5.50 dtex graphene modified hollow polyester staple fiber
另外,将使用5.50 dtex石墨烯改性中空涤纶短纤维充填的枕头送到第三方检测机构检测,其抑菌率为99.5%(GB/T 20944.3—2008要求大于等于70%),保温率为94%(FZ/T 73016—2000要求大于等于55%),远红外发射率为92% (GB/T 30127—2013要求大于等于88%),负离子释放量达5 500 个/cm3(GB/T 30128—2014要求大于1 000 个/cm3),这些功能指标都达到了国家或行业标准的要求,能够满足下游用户对产品的功能性需求。
3 结论
a.石墨烯母粒的加入对PET熔体的特性黏数影响较大,在PET熔体中添加质量分数为1.0%的石墨烯母粒进行共混改性,改性熔体的特性黏数控制在0.645 dL/g,生产的石墨烯改性中空涤纶短纤维产品质量指标和功能性指标均达到了国家或行业标准的要求。
b.生产5.50 dtex石墨烯改性中空涤纶短纤维时,选择纺丝温度为285 ℃、环吹风速3.4 m/s,前纺生产稳定,原丝具有良好的潜在三维卷曲;选择拉伸温度为66 ℃、拉伸倍数为2.80,后纺生产正常,原丝的潜在卷曲充分展现,产品的三维立体卷曲感强,蓬松、回弹性好。
c.5.50 dtex石墨烯改性中空涤纶短纤维的卷曲数为6.5个,卷曲率为16.7%,V1为154 cm3/g,V2为28 cm3/g,与同规格的常规中空涤纶短纤维相比,其卷曲性能和蓬松性指标略有下降,但均达到了FZ/T 52004—2022《充填用中空涤纶短纤维》规定的质量要求;产品还具有优异的功能性,抑菌率为99.5%,保温率为94%,远红外发射率为92%,负离子释放量为5 500 个/cm3。
猜你喜欢
中国棉花(2022年2期)2022-11-23
山东陶瓷(2021年5期)2022-01-17
汽车实用技术(2017年24期)2018-01-24
凿岩机械气动工具(2017年3期)2017-11-22
诗林(2016年5期)2016-10-25
中国造纸(2015年7期)2015-12-16
新疆钢铁(2015年1期)2015-11-07
橡胶工业(2015年1期)2015-07-29
华东理工大学学报(自然科学版)(2015年5期)2015-02-27
无机化学学报(2014年5期)2014-02-28