异种铝合金零倾角搅拌摩擦焊接头组织性能研究
2024-01-08 07:24李于朋皇甫宇
轻合金加工技术 2023年10期
李于朋,皇甫宇,董 玮,刘 鑫
(1.长春工业大学材料科学与工程学院,吉林 长春 130012; 2.吉林省人力资源和社会保障教育中心,吉林 长春 130062)
搅拌摩擦焊(Friction Stir Welding,FSW)是一种新型固相连接技术[1],具有焊接速度快,焊接变形小,易于自动化,节能环保等特性,已被广泛应用于航空航天、轨道交通、装备制造等领域[2-5]。在传统搅拌摩擦焊接过程中,为了促进焊缝中心塑性金属的流动和焊缝表面成形,保证焊接接头质量,搅拌头上方须向后方倾斜2°~5°[6]。后倾角在改善焊接性的同时也使轴肩与母材表面存在一定的压入量,进而造成了焊缝厚度减薄,在一定程度上影响了接头的力学性能[7]。另外在焊接平面内曲线焊缝时,为保持搅拌头的后倾角,焊接设备必须装备机头随动装置,这进一步增加了设备的复杂性和制造成本。因此,如果对搅拌头倾角进行调整,采用零倾角搅拌摩擦焊技术,焊接过程中搅拌头垂直于焊接母材表面,将极大地提高搅拌摩擦焊接在平面内曲线焊缝的适用性,降低焊缝减薄量,提高接头的力学性能。赵慧慧等采用无倾角搅拌摩擦焊方法,成功实现了2 mm厚2219铝合金的焊接,焊缝外观及内部质量良好,但搭接界面处存在Hook现象[8]。王敏等对含有光面搅拌针、光面带切台搅拌针和螺纹带切台搅拌针的搅拌头进行无倾角焊接试验,阐述了搅拌针几何形态对无倾角搅拌摩擦焊缝的影响及其机制[9]。肖熙等研究了工艺参数对4 mm厚2A12铝合金板材零倾角搅拌摩擦焊接成形及力学性能的影响[10]。吕志军等采用无倾角搅拌摩擦焊用搅拌头,对 5 mm厚6061T6铝合金板材进行试验,研究了焊缝成形及接头力学性能,分析了接头组织特征[11]。上述学者对零倾角搅拌摩擦焊的适应性、搅拌针几何形状与接头质量以及零倾角的焊接工艺进行了研究,但在零倾角异种铝合金焊接领域的研究还存在空白。因此,本试验以6061T6铝合金和2024T4铝合金为研究对象,开展零倾角异种铝合金搅拌摩擦焊工艺实验,分析了焊接速度对焊缝组织结构和力学性能的影响,为零倾角异种铝合金搅拌摩擦焊高质量焊接提供技术支持。
1 试验材料与方法
试验用材料为6061T6铝合金和2024T4铝合金,试板尺寸均为300 mm×120 mm×4 mm,其化学成分和力学性能如表1和表2所示。

表1 6061T6和2024T4铝合金的化学成分(质量分数/%)Table 1 Compositions of 6061T6 and 2024T4 aluminum alloys (wt/%)
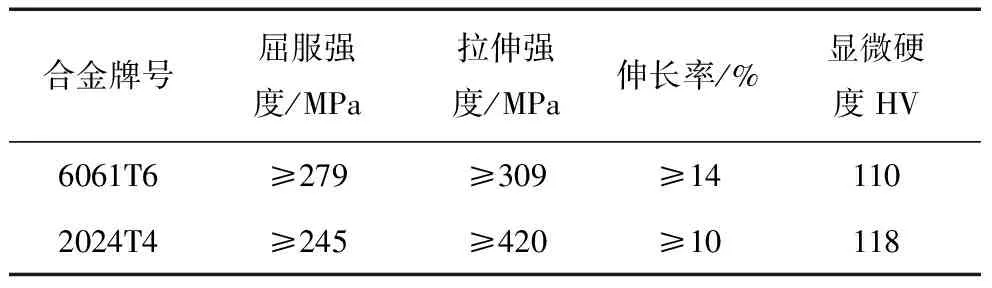
表2 6061T6和2024T4铝合金的力学性能Table 2 Mechanical properties of 6061T6 and 2024T4 aluminum alloys
试验所使用的焊接设备为FSW-LM-AL25龙门型搅拌摩擦焊专机。所用搅拌头如图1所示,轴肩直径16 mm,轴肩上分布有宽度1 mm、深度0.5 mm呈顺时针旋转的螺旋形沟槽。搅拌针呈圆锥形,搅拌针外侧有V形螺旋纹,圆周上设置有3个对称切面,搅拌针前端平面加工有顺时针螺旋沟槽,螺旋槽宽度0.25 mm,深度0.125 mm。焊接时搅拌头垂直零倾角安装。

图1 零倾角搅拌摩擦焊用搅拌头Fig.1 The tool of zero inclination friction stir welding
焊前采用钢丝刷对6061T6和2024T4铝合金板待焊位置进行机械打磨,去除表面氧化物后用酒精擦拭,然后按对接形式组对并固定装夹于焊接操作台上,其中6061T6铝合金板置于前进侧(advancing side,AS),2024T4铝合金板在后退侧(retreating side,RS)。焊接时搅拌头的旋转速度为1 500 r/min,焊接速度分别采用500 mm/min、700 mm/min、900 mm/min、1 100 mm/min。焊后采用Lecia DMI3000M型金相显微镜对各接头的宏观截面形貌和显微组织进行观察。采用FM700型显微硬度仪对接头各区域的显微硬度进行测试,载荷100 N,保载时间10 s。用WDW-100型万能拉伸试验机对接头的拉伸性能进行测试,加载速度2 mm/min。采用ZEISS Supra 40扫描电子显微镜对拉伸断口形貌进行观察。
2 试验结果与分析
2.1 接头宏观形貌
不同焊接速度的接头表面形貌如图2所示。由图2可见,各焊接速度下接头均成形良好,焊缝表面弧形纹理排列规整,未发现未焊透、气孔等外观缺陷。
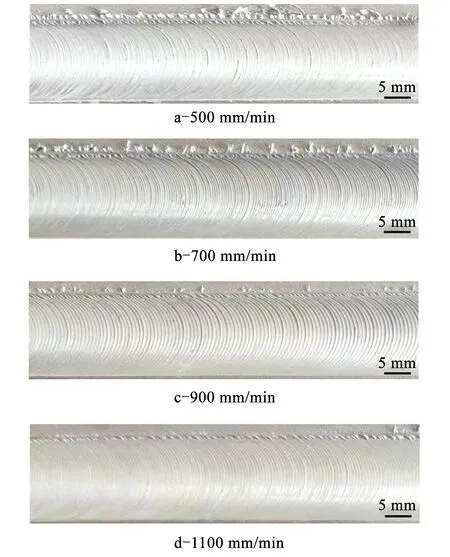
图2 不同焊接速度零倾角搅拌摩擦焊接头表面形貌Fig.2 Surface morphologies of zero-inclination friction stir welding joint at different welding speeds
通过表面形貌可明显看出,焊缝前进侧边缘有少量飞边,且随着焊接速度的增加,飞边量逐渐减少。这主要是由于在相同旋转速度下,搅拌头对塑性金属的驱动效率和驱动总量是恒定的,焊接速度较快时,被搅拌头转移的塑性金属与搅拌头前进而形成的空腔体量相当,因此飞边较小。而当焊接速度降低后,被转移的塑性金属量远大于搅拌头前进所形成的空腔,因此塑性金属被挤出至搅拌头轴肩边缘,形成飞边。
对所有焊接速度接头的截面形貌抛光腐蚀后进行观察,结果如图3所示。可看出所有焊接接头左右两侧的颜色区别明显,左侧颜色较深,右侧颜色偏白。这是因为左侧为6061铝合金,右侧为2024铝合金,两侧铝合金对腐蚀剂的耐腐蚀能力不同而造成的。进一步观察发现,所有工艺焊接的接头中的焊核区(stir zone,SZ)均较为明显,位于接头中心区域。此区域由搅拌针高速搅拌挤压而形成,塑性金属流动状态复杂,晶粒变形程度高,因此此处可看到两种不同基体金属相互交织的现象。此外还可发现SZ中间有一道贯穿上下表面的弯曲线条,此线条即为“S”线。一般研究认为“S”线是由母材对接面上的氧化膜经热机械变形后所形成的,“S”线的成分与氧化膜相同,但形态取决于焊接工艺参数[12]。接头中SZ左右两侧对称分布着热机械影响区(thermo-mechanically affected zone,TMAZ)、热机械影响区(heat affected zone,HAZ)和母材(base metal,BM)。
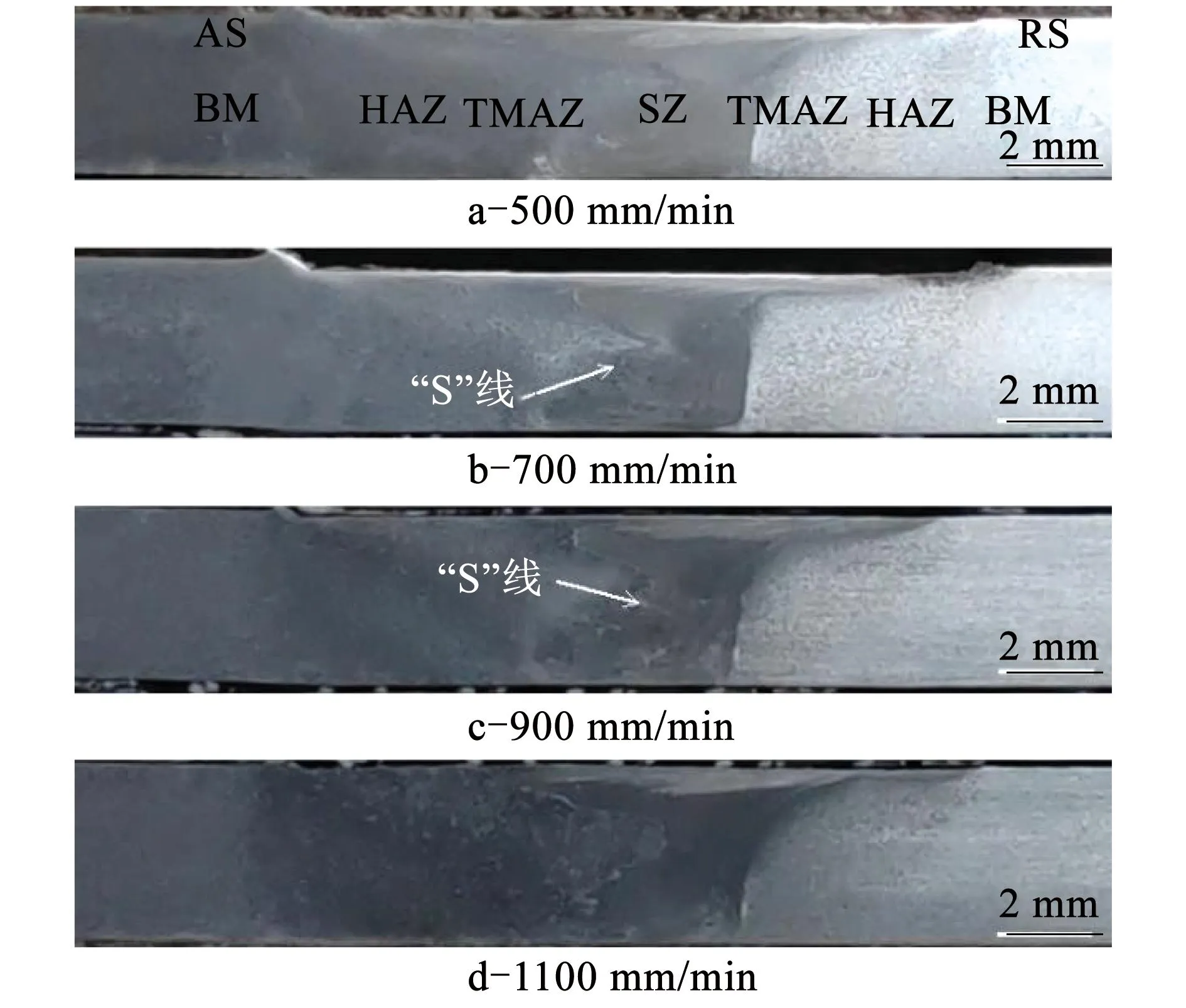
图3 不同焊接速度零倾角搅拌摩擦焊接头截面形貌Fig.3 Cross section morphologies of zero-inclination friction stir welding joint at different welding speeds
2.2 接头微观组织
在上述研究基础上,进一步对900 mm/min焊接速度下接头各区域的显微组织进行观察,结果如图4所示。由图4a和4g可以看出,6061T6铝合金和2024T4铝合金母材均为轧制状态,晶粒为长条状α铝晶粒,方向与轧制方向相同,其中6061T6的晶粒尺寸长度为100 μm~120 μm,2024T4铝合金的晶粒长度约为70 μm~100 μm。
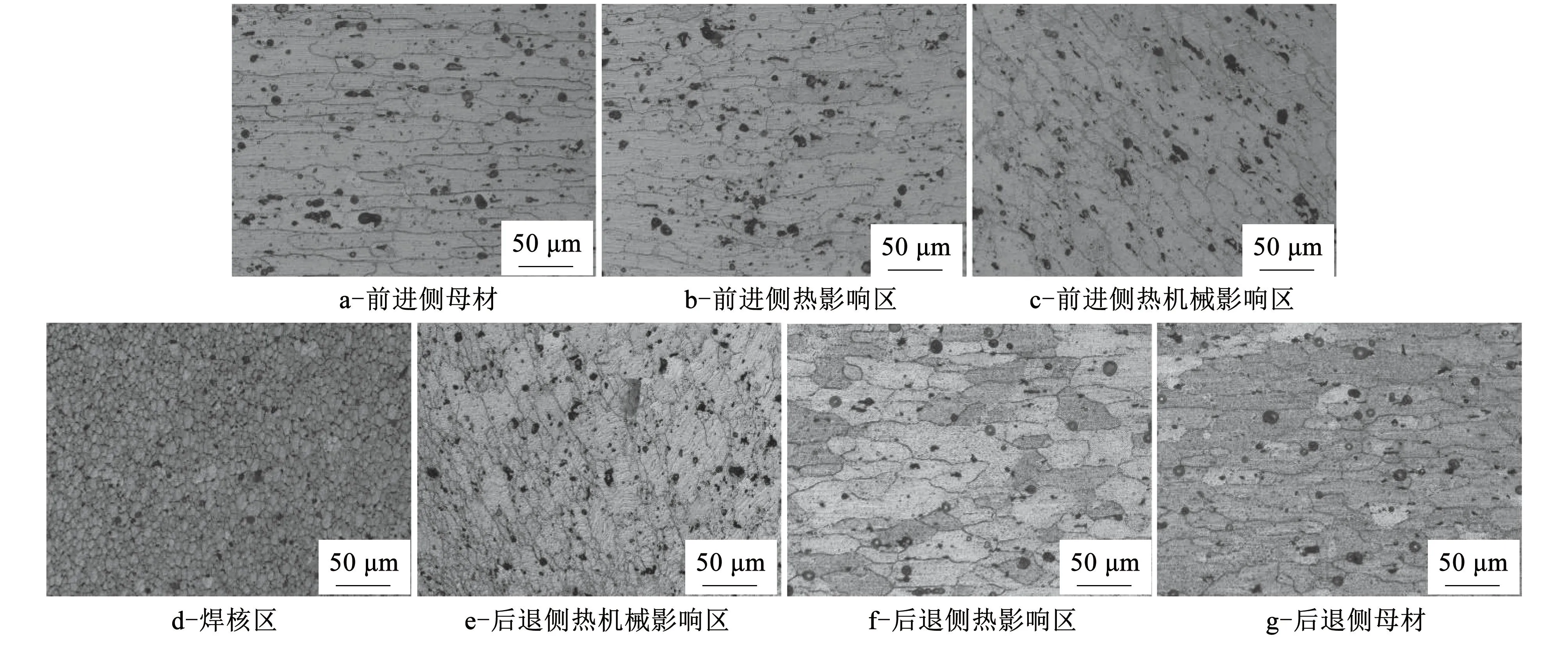
图4 900 mm/min焊接速度时零倾角搅拌摩擦焊接头各区域金相组织Fig.4 Metallographic structures of each area of zero-inclination friction stir welding joint at 900 mm/min
从图4d可看出,SZ区域的晶粒为等轴晶,大小为5 μm~8 μm,较母材大幅缩小。这主要是因为焊缝区域的晶粒在搅拌头的高速搅拌作用下被拉长并破碎,发生了高速率的大塑性变形;同时在摩擦热作用下,变形金属发生动态再结晶,破碎晶粒成为晶核,最终长大为均匀较小的等轴晶。由于搅拌摩擦焊的热输入量较低且铝合金散热快,焊缝金属的高温停留时间较短,再结晶晶粒长大程度有限,故最终的晶粒尺寸依然较母材的晶粒小很多。
图4c和4e分别为前进侧和后退侧的TMAZ金相组织。该区域位于SZ和HAZ之间,由于受到SZ塑性金属的挤压和影响,该区域晶粒形貌为弯曲变形的晶粒,且靠近SZ侧的晶粒温度高变形程度大,局部产生动态再结晶而使晶粒变小。近HAZ侧的变形程度低,主要受高温作用,因此晶粒的动态再结晶程度低,晶粒尺寸由小逐渐增大。图4b和4f为6061T6侧和2024T4侧的HAZ金相组织形貌。该区域在焊接过程中仅经受焊接热循环的高温作用,根据回复和再结晶理论,靠近母材区域的HAZ温度较低,主要发生动态回复,区域晶粒形貌及尺寸与BM相比变化不大,而近焊缝中心的HAZ可能存在再结晶现象,晶粒形貌和尺寸较母材稍有变化。
2.3 接头显微硬度
沿接头截面中心线对不同焊接速度试样做显微硬度测试并绘制曲线,结果如图5所示。从图5可以看出,所有接头的硬度分布大致成“W”形,6061T6和2024T4铝合金两侧BM区域的硬度值最高,HAZ和TMAZ结合处的硬度值最低,SZ区域的硬度值稍高。在焊接过程中,SZ和TMAZ区域的热循环温度最高,母材原有的热处理强化状态因高温而发生破坏,造成接头局部软化现象。SZ的细小等轴晶以及其存在的高密度位错使得硬度值有一定增加;TMAZ的硬度值从焊缝中心向两侧逐渐降低,这是由于此区域存在有部分动态再结晶和高密度位错;HAZ仅受热循环峰值温度影响,越靠近焊缝中心,温度越高,原有强化相因高温溶解越多,强化效果越低,因此HAZ的硬度值从BM到TMAZ呈逐渐降低趋势,最低硬度值出现在HAZ和TMAZ结合处。
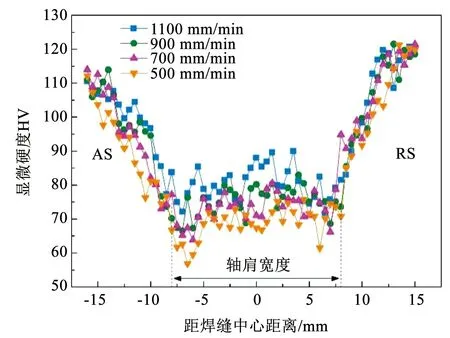
图5 不同焊接速度零倾角搅拌摩擦焊接头显微硬度分布Fig.5 Distribution of microhardness of zero-inclination friction stir welding joint at different welding speeds
进一步对不同工艺接头的硬度值进行对比发现,接头各区域硬度值随着焊接速度的增大而升高,最低硬度值从500 mm/min时的56.85 HV升到1 100 mm/min时的64.57 HV,同时接头软化区范围也逐渐缩小。究其原因是因为搅拌头旋转速度不变而焊接速度增加,接头单位时间内热输入量降低,晶粒长大趋势减弱,晶粒细小,晶界增加。当外力作用时,晶界将阻碍位错运动,导致硬度值升高。接头软化区范围缩小也是因为速度增加热输入量降低,接头所经受的最高温度和高温停留时间都降低,从而导致高温区域宽度减小,接头的软化区范围相应减小。因此适当提高焊接速度可提高接头的最低硬度值并降低软化区宽度,对提高接头性能有显著影响。
2.4 接头拉伸性能
对不同焊接速度时的异种铝合金零倾角搅拌摩擦焊接头做拉伸性能测试,其断裂位置均位于6061T6铝合金侧的HAZ,其抗拉强度和伸长率如图6所示。可以看出,当搅拌摩擦焊的旋转速度一定而焊接速度增加时,接头的抗拉强度呈先增大后减小的趋势,而伸长率却呈现逐渐降低的现象。其中焊接速度为500 mm/min时,接头的抗拉强度和伸长率分别为240.34 MPa和7.82%;焊接速度为900 mm/min时的强度最高,为263.62 MPa;当速度为1 100 mm/min时,抗拉强度和伸长率分别为251.26 MPa和6.34%。这是由于焊接速度较慢时,热输入量相对较大,接头的晶粒尺寸较大,接头软化区宽度较大,导致强度较低且伸长率高。随着焊接速度的增加,单位热输入量呈降低趋势,接头最高温度降低,高温停留时间也缩短,软化区范围减小,接头强度增加,在外力作用下接头的抗拉强度提高但塑性变形能力减弱。当焊接速度达到1 100 mm/min时,焊接接头的硬度值相对最高,但塑性变形能力严重降低,从而导致其抗拉强度也出现降低。
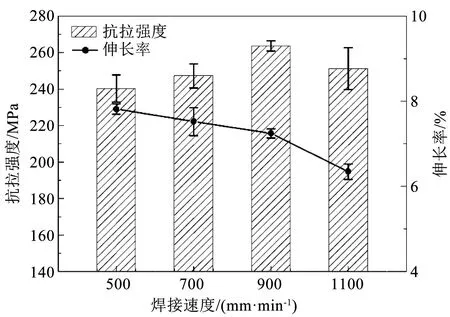
图6 不同焊接速度零倾角搅拌摩擦焊接头强度与伸长率Fig.6 Tensile strength and elongation of zero-inclination friction stir welding joint at different welding speeds
采用扫描电镜对断口形貌进行观察,结果如图7所示。从图7可看出,接头断口形貌为典型的韧窝状断口,韧窝较浅,韧窝底部存在有块状第二相,此颗粒为6061T6铝合金中的常见的α-Al(FeMn)Si硬质颗粒[13]。在接头承受拉伸载荷过程中,由于接头6061T6铝合金侧HAZ和TMAZ结合处的硬度较低,将率先屈服而发生塑性变形,由于α-Al(FeMn)Si颗粒的变形能力较弱,其与基体结合处由于变形能力差异将会产生微裂纹,在拉伸载荷的持续作用下,微裂纹也逐渐扩大,直至发生断裂。
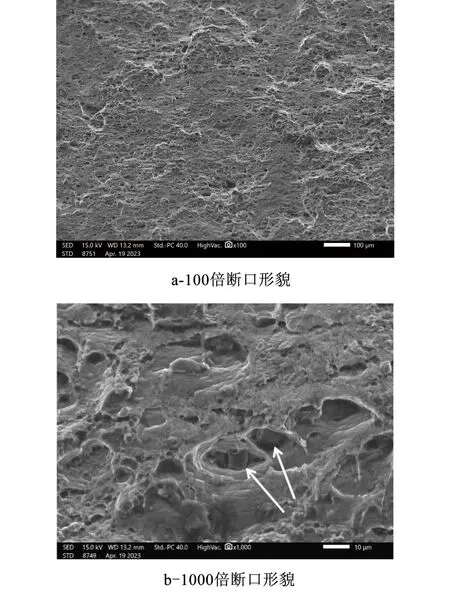
图7 零倾角搅拌摩擦焊接头典型断口扫描电镜形貌Fig.7 Typical SEM fracture morphologies of zero-inclination friction stir welding joint
3 结 论
1)采用500 mm/min、700 mm/min、900 mm/min和1 100 mm/min的焊接速度对6061T6和2024T4异种铝合金对接接头进行零倾角搅拌摩擦焊,各焊接速度下接头均成形良好,未发现外观缺陷。接头中部为焊核区,“S”线贯穿焊缝上下表面,焊核区两侧对称分布着热机械影响区、热影响区和母材。
2)金相观察发现6061T6铝合金和2024T4铝合金BM的组织均为轧制状态的呈长条状α铝晶粒,SZ由于产生动态再结晶形成等轴晶;TMAZ存在一定程度的动态再结晶,晶粒形貌为弯曲变形的晶粒;HAZ主要受高温作用,晶粒形貌和尺寸与BM相比变化不大,近焊缝中心可能存在再结晶现象,晶粒形貌和尺寸较BM稍有变化。
3)不同焊接速度接头的硬度分布均成“W”形,6061T6和2024T4铝合金两侧BM区域的硬度值最高,HAZ和TMAZ结合处的硬度值最低,SZ区域的硬度值稍高。同时焊接速度增大,SZ硬度值呈增大趋势,接头软化区范围也逐渐缩小。
4)拉伸实验结果显示,随着焊接速度增加,接头的抗拉强度均呈先增大后减小的趋势,而伸长率却呈现逐渐降低的趋势。焊接速度为900 mm/min时的强度最高,为263.62 MPa。接头断口形貌为典型的韧窝状断口,韧窝较浅,韧窝底部存在有块状α-Al(FeMn)Si颗粒。
猜你喜欢
科学大众(2021年19期)2021-10-14
中国临床医学影像杂志(2021年6期)2021-08-14
北京汽车(2021年3期)2021-07-17
中成药(2019年12期)2020-01-04
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
凿岩机械气动工具(2016年3期)2016-03-01
山东冶金(2015年5期)2015-12-10
上海金属(2015年1期)2015-11-28
电子工业专用设备(2014年10期)2014-07-04