
低合金钢弯折开裂的分析与经济性改善
2024-01-10 01:33刘珊珊徐瑞亮尹海元张金波吴秀军
山东冶金 2023年6期
刘珊珊,孙 乾,徐瑞亮,尹海元,张金波,吴秀军
(1 山东钢铁股份有限公司营销总公司,山东 济南 271104;2 山东钢铁股份有限公司莱芜分公司,山东 济南 271104;3 山东鲁碧建材有限公司,山东 济南 271104)
1 前言
随着经济高速发展,低合金钢被广泛应用,在汽车、桥梁、船舶、建筑、机械、压力容器等各行业发光发热,推进工业化进程[1],同时,现代工业对其拉伸、冲击等力学性能及弯折、焊接等工艺性能要求越来越高。热连轧钢带产品具有强度高、韧性好、易加工等优异的使用性能,广泛应用于制管行业,其中,355 MPa 级别低合金钢带因其具备较高的性价比,应用最为广泛。制管前需根据成品方管尺寸,对母材钢带进行纵剪分段,采用数控折弯机将分段钢带冷态下,利用制管设备将钢带折弯成型,在其钢带分剪、折弯时,因制造工艺、母材性能匹配等原因,常诱发系列问题,例如折弯开裂[2]。本文以某方管制造企业在对355 MPa 级别低合金钢带进行弯折制管加工过程中,出现的弯折导角开裂问题,采用金相组织观察、扫描电镜检测等方法,探讨了了其弯折开裂的原因,并提出优化措施。经与企业对接,按照其年产20 万t 的制管产能计算,优化工艺后,每年可节省40余万元质量赔付,有效提高了产品质量及其经济性。
2 情况简介
方管制造企业采用355 MPa 级别低合金钢带(规格11.75 mm×1 050 mm)进行弯折制管加工,母材钢带开卷后,沿钢带宽度方向纵剪,均匀切分为三段,对每段钢带分别进行弯折,其一边段钢带下料后,经90°垂直弯折,导角处出现裂纹,外侧裂纹长约19.7 mm,内侧深约8.9 mm,由钢带外侧端部开裂,裂纹内有一定锈蚀,钢带表面出现一定氧化铁皮,剪切边部质量较差,存在有毛刺等异物。
所述制管用355 MPa 级别低合金钢带生产工艺流程包括:铁水预处理→顶底复吹转炉冶炼→LF精炼→板坯连铸→铸坯加热→控制轧制→控制冷却→卷取→检验→入库。其化学成分、力学性能指标执行GB/T 1591—2018《低合金高强度结构钢》标准要求。
3 试样制备及检验
采用DK77系列线切割机床在钢带母材及弯折开裂处分割取样,采用钢研纳克SparkCCD 7000 直读光谱仪对试样进行化学成分检验;应用UTM-2460 万能拉伸试验机与JB-W450CYZ 全自动冲击试验机对其进行拉伸与冲击等力学性能检验;利用无水乙醇对断口超声波清洗,采用YJ-1000研究级正置明暗场透反射金相显微镜对其显微组织、夹杂物进行观察;采用HB-3000B布氏硬度计进行硬度检验;采用FEIQUANTA400扫描电镜进行微观组织及夹杂物观察,配合Quantax75TM系列专用EDS能谱仪进行夹杂物成分确定。
3.1 成分分析
试样经打磨、洗涤,进行化学成分检验,结果如表1 所示。从表1 可知,母材及弯折开裂处化学成分符合GB/T 1591—2018《低合金高强度结构钢》标准要求。
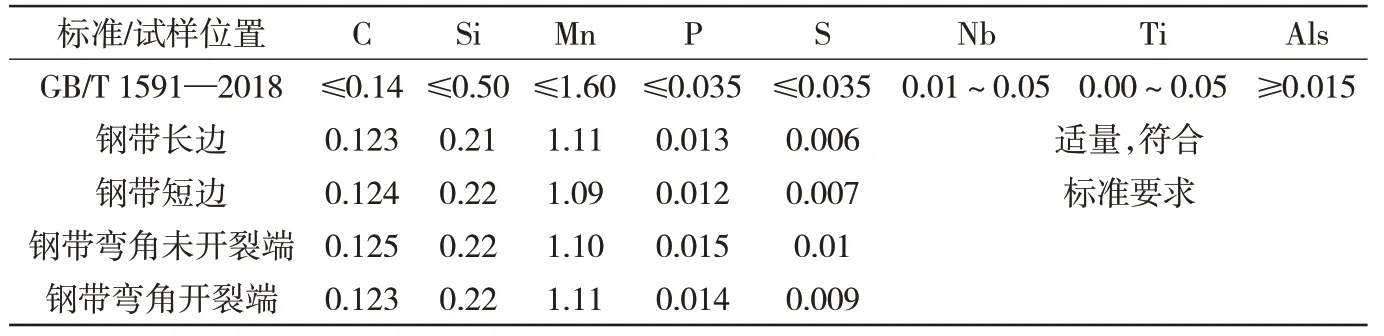
表1 化学成分(质量分数) %
3.2 力学性能
为明确母材性能与弯折开裂出现的关联性,于开卷后弯折开裂的原始钢带靠近头部、尾部以及中间部位分别取横向拉伸样、纵向冲击试样各3 块。按照GB/T 228.1—2021《金属材料拉伸试验第1部分:室温试验方法》及GB/T 229—2020《金属材料夏比摆锤冲击试验方法》,进行力学性能检验,结果统计于表2。由表2 可知,该钢带各部位力学性能均达到GB/T 1591—2018标准要求。

表2 力学性能
3.3 硬度检验
参照GB/T 231[2].1—2009《金属材料布氏硬度试验》,在弯折开裂钢带两侧各取一块试样(规格45 mm×55 mm),修磨除锈后进行布氏硬度检验。试验参数:D=10 mm,P=3 000 kgf,T=20 s,试样依次测定10 个数据点,结果汇总于图1(单位HBW)。由图1 可知,裂纹样硬度波动较大,布氏硬度值分布区间为151~166 HBW,这主要是因为贝氏体的存在,强化了局部组织硬度。母材样布氏硬度值分布区间为148~18 HBW,硬度检测无明显异常。

图1 硬度试样取样分布图
3.4 夹杂物与金相分析
采用线切割将裂纹钢带进行分段切割,于母材基体及弯折开裂处各取一个金相样(规格为10 mm×20 mm),经酒精超声波清洗除污,采用180~800 目砂纸依次打磨,2.5 μm金刚石抛光剂抛光,超声清洗、吹干后,对试样通体进行夹杂物观察,如图2所示。

图2 裂纹试样夹杂物
非金属夹杂物破坏钢基体组织连续性,夹杂物形态、数量、尺寸及分布情况影响母材塑韧性。异常夹杂物的存在,将导致局部应力集中。在弯折受理时,极易诱发弯折开裂。由图2 可知,钢带夹杂物相对极少,母材纯净度较高,对母材基体及弯折开裂处两个试样通体扫描观察,仅发现长度约在15~50 μm范围内的A类MnS夹杂物,以及个别直径约5~10 μm范围内的DS 类球状颗粒夹杂物。结合冶炼工艺,夹杂物总量控制在1.5 级以内,夹杂物含量并不是造成弯折开裂的主因。
采用4%硝酸酒精溶液对试样腐蚀后,进行金相组织观察,参照GB/T 13298—2015《金属显微组织检验方法》、GB/T 6394—2017《金属平均晶粒度测定方法》等要求,进行组织分析与晶粒度评定,汇于表3。
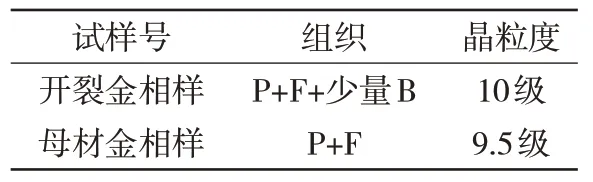
表3 金相组织
由表3可知,母材基体与弯裂处的金相组织及晶粒度,均符合GB/T 1591—2018标准要求,其组织形貌分别如图3、图4所示。裂纹样1/4处晶粒约10级,组织以铁素体+珠光体为主,含有少量贝氏体,存在出现较窄的偏析带;贝氏体对基体韧性有一定影响,当钢带精轧终轧温度过高,并且水冷强度较大,卷取温度低时,易出现该类组织,尽管弯裂处发现贝氏体组织,但其含量较少,弯折性能影响有限;再者,裂纹两端未发现明显脱碳及Si、Mn 氧化物析出,可排除铸坯原始裂纹的可能。母材金相组织晶粒约9.5 级,组织为铁素体+珠光体,未发现异常组织。

图3 裂纹样1/4厚度处金相组织

图4 母材样1/4厚度处金相组织
3.4 裂纹处扫描电镜与元素能谱分析
采用扫描电子显微镜对裂纹处进行微观观察,判断其是否存在夹杂物、析出物等可能影响基体连续性的异物,并通过EDS能谱,对其种类、含量进行定性分析,结果见图5。
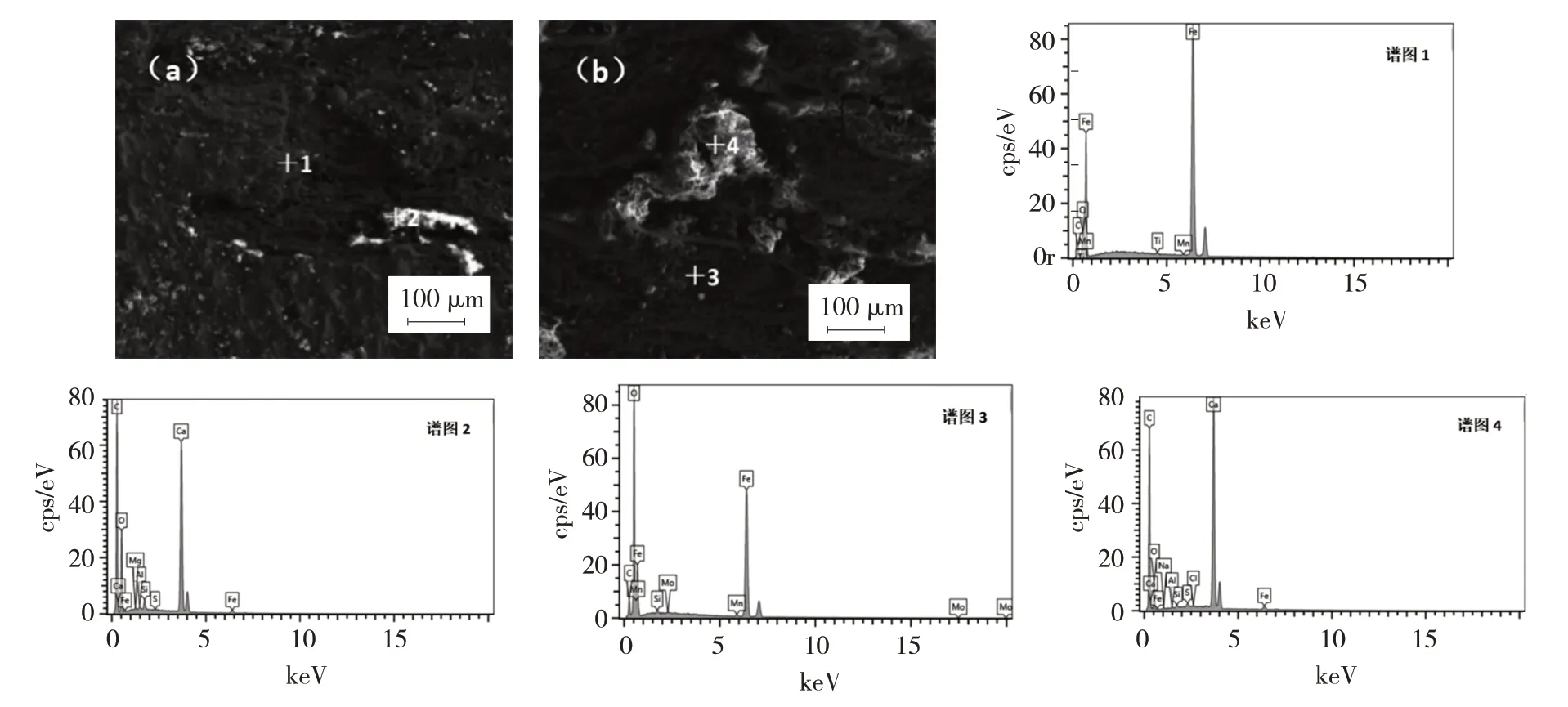
图5 裂纹断口处扫描电镜与能谱元素图
图5 可知,选择500、100 μm两尺度视场下对断口进行观察,深色为Fe-C基体,谱图1、谱图3对其基体打能谱点,主要为Fe、C、Mn、Si、O、Ti 等元素,符合成分要求,浅色区域为可能存在的异常组织。谱图2、谱图4所示,除Fe、C、Mn、Si、O、Ti等基本元素外,还包含Ca、Al、Na、Mg、S 等元素,Si-Ca-Al来自钢带冶炼精炼过程的脱氧产物,带入极少K等残余元素,同时,裂纹缝隙存在一定氧化,缝隙内部及边界出现点状氧化物。结合金相及夹杂物分析,认为夹杂物尺寸、数量总量较少,符合标准要求,残余夹杂物对钢基体连续性割裂效果不明显,不是造成弯折开裂的主要原因。
4 弯裂原因分析与讨论
低合金钢带可能出现的弯折断裂的常见原因,可能来自母材本身冶炼质量不高,存在割裂基体的大形脆性夹杂物,或者铸坯表面存在气泡、边角裂纹等缺陷;抑或者控轧控冷工艺波动大,钢带产品终端组织出现异常,导致性能不合。但经上述对广域弯裂钢带的成分、性能、硬度、组织、断口分析,认为母材组织存在少许问题,但不至于诱发大尺寸弯裂现场,是该类失效的次要原因。此外,钢带的分剪质量及弯折工艺作为制管成型的关键,其工艺质量合理性、稳定性对钢带成型质量起到决定性作用,结合文献查阅,对常见的该类低合金钢带可能诱发弯裂的常见原因,汇总如下。
(1)冶炼是钢水纯净度、成分调节控制的关键环节,是钢材性能保障的基础。如果钢液存在较高硫、磷、砷等易诱发裂纹元素,冶炼成分异常,极易诱发心部偏析,并且当有害元素处于分布不均、形态异常时,更易导致基体塑、韧性瞬时性下降,诱发钢材在外加载荷作用时,出现弯曲开裂[2-3]。
(2)钢液精炼是通过钢包底吹氩气搅拌加速钢-渣之间的物质传递,促进脱氧、脱硫反应的进行,加速夹杂物上浮,并能起到调节钢水温度与成分的均匀的作用;当冶炼时钢液未走精炼或精炼时间较短时,其中有害组织或夹杂物,未能及时排除。铸坯轧制成材后,因夹杂物对钢基体连续性割裂效果明显,导致母材塑性、韧性、弯曲性能的骤降;当弯曲直径很小也极易造成钢带角部开裂[2-4]。
(3)钢带加工前,先要进行开卷。当开卷过程承受过大的拉力、弯矩或剪切力,超过其母材本身极限应力,尤其是现场拉矫力控制不当,功率不稳,拉速波动大,又或者正常大载荷拉矫时,突然停机等突发状况,极易导致突发性脆性断裂[5-6]。
(4)钢带成型过程中,如遇到切边剪锈蚀、钝化、磨损或者剪切频率、速度控制不稳定等情况,使得钢带分剪切边质量极差,出现切边裂纹、毛刺、尖角、缺口等极易造成应力集中的凹槽或缺陷点。当进行外部受载时,应力沿缺陷处分梯度延展,最终断裂,甚至形成事故[7]。
(5)钢带已分剪加工成材后,在其服役时,受载面存在规律或不规律循环载荷,接触面长期摩擦、点蚀。当接近疲劳破坏极限时,极易出现疲劳点蚀下的突发性脆断[8]。
(6)钢带弯曲时,弯芯直径对弯曲部位可能引起开裂也有一定作用,需保证弯芯直径与弯曲方向的合理匹配,能有效避免弯曲断裂失效[9]。
(7)因钢带性能与轧制方向有关。平行于轧制方向,生产上称为纵向;垂直于轧制方向,即为横向。因其组织形态不同,其纵向、横向性能差异较大。一般而言,纵向塑性指标优于横向。当折弯方向垂直于轧制方向弯曲时,弯曲性能要优于横向弯曲,能有效发挥弯曲性能,不易开裂[10]。
综上所述,结合对弯裂钢带的成分、硬度、力学性能及金相组织、夹杂物分析等检测,认为钢带的弯折开裂是各类细微缺陷、应力集中的综合诱导下,在大载荷冲压时造成的应力开裂。具体分析:弯裂钢带边部边缘常存在细小毛刺,切边质量差,已形成大尺寸切削毛刺、表面锈蚀等易造成应力集中的缺陷点;在剪切后,弯曲时折弯半径过小,易形成应力集中造成折裂,外层金属变形程度已大于变形极限是诱发弯折开裂主要原因。再者弯裂钢带规格偏厚(规格11.75 mm×1 050 mm),并且心部存在珠光体偏析,组织中包含韧性较差的粒状贝氏体,强度偏高;同时,钢带仓储环境较潮湿,表面质量较差,存在较重的氧化铁皮,一系列问题加剧了开裂风险。
5 措施与经济性改善
在实际生产中,钢厂原料钢带供应必须做好低合金钢带的冶炼控制,严控P、S等裂纹诱发系数高的元素含量,减少内生夹杂产生机制,连铸环节可开启电磁搅拌,有效控制铸坯心部质量,合理调控铸坯偏析;优化冷却工艺,可适当降低终轧温度,提高卷取温度,保证钢带上下表面组织性能均匀性,减少韧性较差的贝氏体含量。同时,下游钢带分剪成型厂,钢带纵剪分条时,选用性能较好、硬度较高的优质锋利刀具,定期做好设备维护及刀具保养、更换,杜绝切边缺口、拉丝、大尺寸毛刺的出现;分条后钢带进行弯折成型时,做好钢带表面及切边处的精度处理,清理掉可能存在的毛刺、铁锈等可能带来应力集中隐患的缺陷,根据钢带厚度规格及强度级别,选择合理的弯折圆角半径,匹配合理的成型工艺,使折弯成型时钢材内部流动阻力尽可能减小,可有效避免该类低合金钢带弯折开裂的实际问题。
经与制管成型厂对接,该公司年产20万t弯折管件。根据以往数据统计,因该类弯折故障引起停机造成的异议赔付约合100元/t(包括下线换带、修磨以及用户抱怨及订单交付期保供不及时问题的综合赔付),停机故障率约5%,每年造成经济性损失高达100万元。经优化工艺后,故障停机率降至<1%,每年可节省80余万元质量赔付,有效提高了企业产品质量,提升了客户满意度。
6 结论
针对某制管企业应用355 MPa 级别低合金钢带弯折加工时,出现的弯折开裂问题。经多角度试验分析,钢带的成分、性能、组织、晶粒度等指标均满足要求。经综合分析,认为钢带剪切质量差,存在锈蚀及毛刺等边部缺陷,同时弯折弯半径过小,在边部缺陷处形成应力集中,外层金属变形程度超过变形极限是导致弯裂的主原。钢带心部存在珠光体偏析与表面存在氧化铁皮,并带有塑韧性较差的贝氏体组织,各类因素综合加剧了弯裂的可能。
通过上游钢厂严控有害元素及夹杂物含量,配合电磁搅拌工艺,保证铸坯心部质量;做好轧制控制,保证组织均匀性;下游成型厂做好钢带分剪及切边质量,合理选定弯角半径,可有效避免该类问题。经统计,优化工艺后故障停机率由过去的5%降至<1%,按制管厂年产20万t计算,每年可节省80 余万元的异议赔付,有效提高了企业产品美誉度。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
山东冶金(2022年2期)2022-08-08
山东冶金(2022年1期)2022-04-19
河北工业大学学报(2016年6期)2016-04-16
商业文化(2016年36期)2016-03-01
山东冶金(2015年5期)2015-12-10
上海金属(2015年6期)2015-11-29
装备环境工程(2015年4期)2015-02-28
机械工程师(2015年10期)2015-02-02
塑料包装(2014年2期)2014-11-29
