
垃圾焚烧炉排炉掺烧工业有机固废运行优化调控研究*
2024-01-15 11:07马晓玲
环境卫生工程 2023年6期
朱 浩,喻 武,薛 浩,马晓玲
(中国环境保护集团有限公司,北京 100082)
0 引言
生活垃圾焚烧发电处置设施是解决“垃圾围城”的主要途径,具有占地面积小,减量化、无害化、资源化程度高等优势[1-2]。但近几年,随着垃圾焚烧发电行业的快速发展,全国很多城市都存在垃圾发电厂建设规模过度放大、电厂投入运行后入炉垃圾不足的问题[3-5]。现场实际运行结果表明,垃圾焚烧炉负荷不足,除造成单位垃圾运行成本较高、影响项目投资收益外,也易引起二恶英等烟气排放指标超标[6]。而另一方面,随着城市工业的发展,工业固体废物产生量日益增多,2020 年,我国工业固体废物产生量达3.68×109t,综合利用量2.04×109t,处置量9.20×108t[7]。工业有机固废产生量高、处置缺口大,且具有较高热值[8-10]。因此,城镇现有的生活垃圾焚烧厂协同处置工业有机固废,不仅可以充分利用焚烧设施处理余量来增加发电收益,同时可以实现城市多种废物一体化管理与风险管控[11]。
工业有机固废来源多、组分复杂,不同组分、不同掺烧比对焚烧设施影响有所差别[12-13]。目前,多数研究者侧重从理论分析和试验模拟的角度研究,工程实例应用分析较少。张蓓等[10]对不同固体废物(市政污泥与生活垃圾、木材与生活垃圾等)混烧产生有机污染物的形成机理进行研究,得出固废种类、添加比例、组分、含水率等能够影响有机污染物的生成。王琬丽[11]通过在炉排炉中试试验台上开展协同焚烧试验,得出生活垃圾、造纸和纺织固体废物掺烧对烟气污染物未产生不利影响,是较为可行的方案。戴勇等[14]通过对某城市工业垃圾调研并结合锅炉计算、燃烧模拟试验,得出掺烧工业垃圾后运行成本增高,但整厂经济效益提高,同时建议设计烟气净化系统时重视烟气污染物的波动及高温腐蚀,合理控制Cl 和S 含量高的工业垃圾的掺烧量。
综上,针对生活垃圾焚烧发电厂协同处置工业有机固废的理论研究已经展开,但垃圾焚烧发电厂垃圾组分、工况远比实验室的研究条件复杂,上述研究在实际工程应用中参考价值较小。因此,我国垃圾发电厂协同处置工业有机固废时,仍然按照焚烧生活垃圾或者掺烧污泥、沼渣等有机固废的方式进行焚烧。基于此,本研究针对生活垃圾焚烧发电厂掺烧工业有机固废的现状,在典型垃圾焚烧发电厂使用的炉排炉上开展工业有机固废掺烧,研究其掺混比例以及掺烧工业有机固废时焚烧炉的运行优化调控,研究结果能为垃圾焚烧炉掺烧工业有机固废的理论研究以及工程应用提供系统指导。
1 研究对象及试验方法
本研究依托我国南方某城市生活垃圾焚烧发电厂配套的600 t/d 的炉排炉进行工业有机固废掺烧试验,焚烧炉采用VON ROLL L 型炉排炉,余热锅炉为中温中压(400 ℃、4 MPa),垃圾焚烧系统示意见图1。垃圾由抓斗投入给料斗,沿着给料溜管滑至焚烧炉,再由给料器定量推入炉排,炉排分为干燥段、燃烧段、燃烬段[15],通过炉排不断运动,完成垃圾的预热及干燥、气化及燃烧、燃烬及冷却过程,落入出渣机。每段炉排下设风室,来自垃圾仓经预热后的一次风,由总风管引至炉排底部并分别送到不同的风室。来自焚烧厂房和出渣机出口附近的二次风由二次风管送至炉内。烟气净化系统采用“选择性非催化还原法(Selective Non-Catalytic Reduction,SNCR)脱硝系统+旋转喷雾半干法脱酸+(活性炭+干法)喷射系统+布袋除尘器”组合工艺。
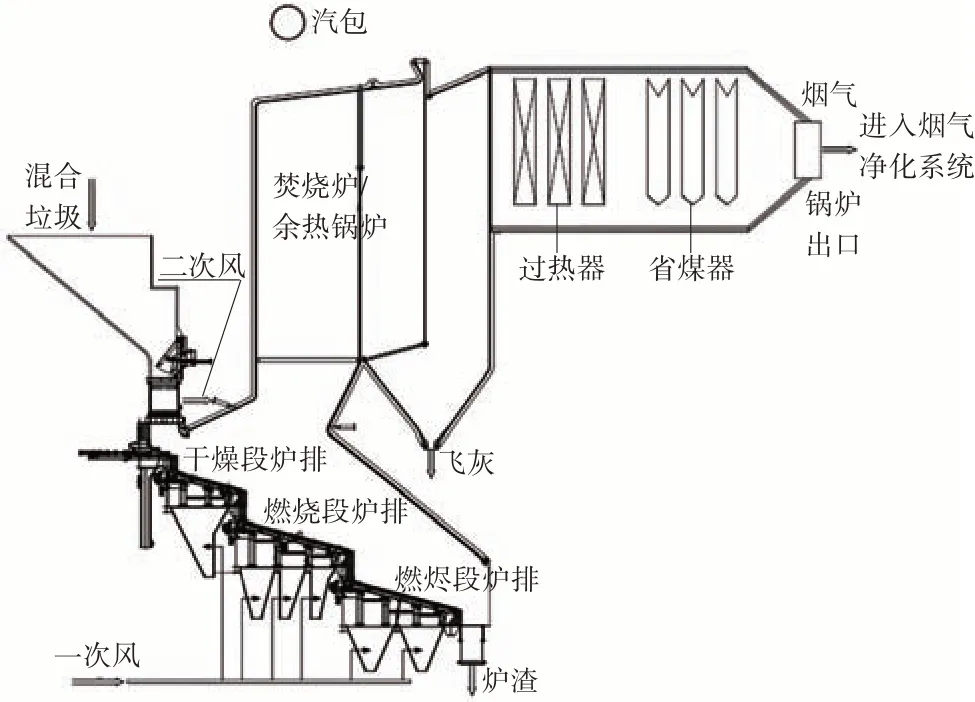
图1 垃圾焚烧系统示意Figure 1 Waste incineration system schematic
试验掺烧的工业有机固废主要来自临近地区造纸厂边角料,生活垃圾和工业有机固废的元素分析和工业分析结果见表1。
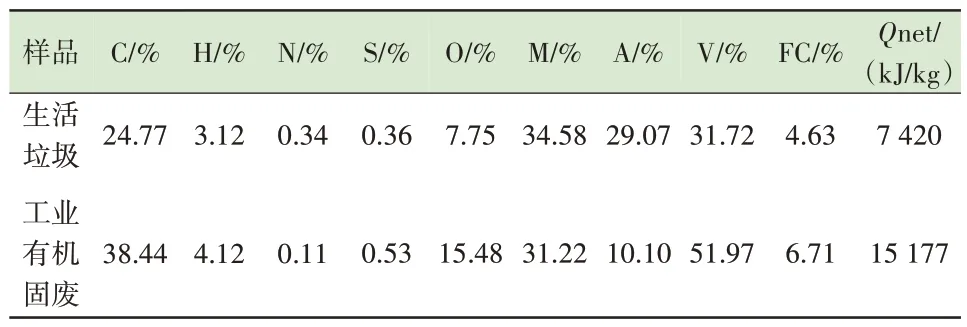
表1 生活垃圾和工业有机固废采样元素分析、工业分析结果及低位热值(收到基)Table 1 Sampling element analysis,industrial analysis results and low calorific value of MSW and industrial organic solid waste(ar)
试验时在生活垃圾与工业有机固废掺烧总量600 t/d 不变的情况下,从不同掺烧比、一次风和二次风配风总量、各分段炉排运动时间(表征垃圾停留时间)等角度测试掺烧工业有机固废对焚烧炉炉膛温度、锅炉蒸发量及烟气成分产生的影响。
2 结果与讨论
2.1 掺烧比的影响
本项目垃圾焚烧厂的日常运行采用燃烧控制系统(ACC)进行自动控制。为了测试垃圾焚烧炉实际掺烧工业有机固废的处置能力,此组试验中,保持ACC 投运,以工业有机固废掺烧比例(按质量分数计)分别为0、10%、20% 进行测试分析,不同掺烧比下的混合垃圾元素分析、低位热值及工业分析数据采用差值法计算,计算结果见表2。由表1、表2 可知,工业有机固废含水率和灰分含量低,挥发分、固定碳和热值高于生活垃圾,项目掺入工业有机固废后提高了混合垃圾的热值。
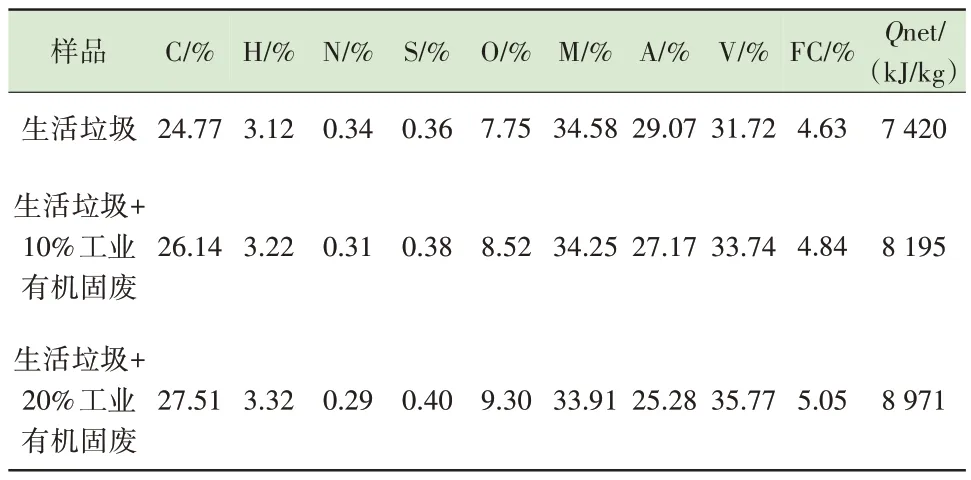
表2 不同掺烧比下混合垃圾的元素分析、工业分析及低位热值(收到基)Table 2 Elemental analysis,industrial analysis and low calorific value of mixed waste under different mixing ratio(ar)
分析不同掺烧比所对应的3 种工况,每种工况下记录4 组试验数据,每组数据在开始掺烧2 h后进行记录、每次记录间隔30 min。试验结果排除异常点后取平均值,结果如图2、图3 所示。
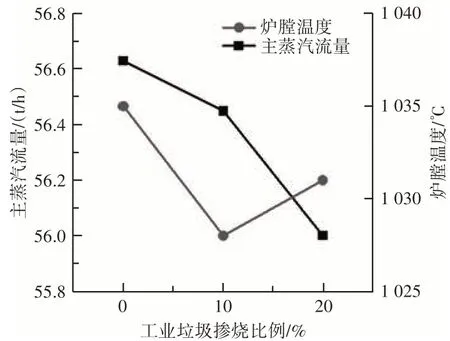
图2 不同掺烧比对主蒸汽流量和炉膛温度的影响Figure 2 The influence of different mixing ratio on main steam flow and furnace temperature
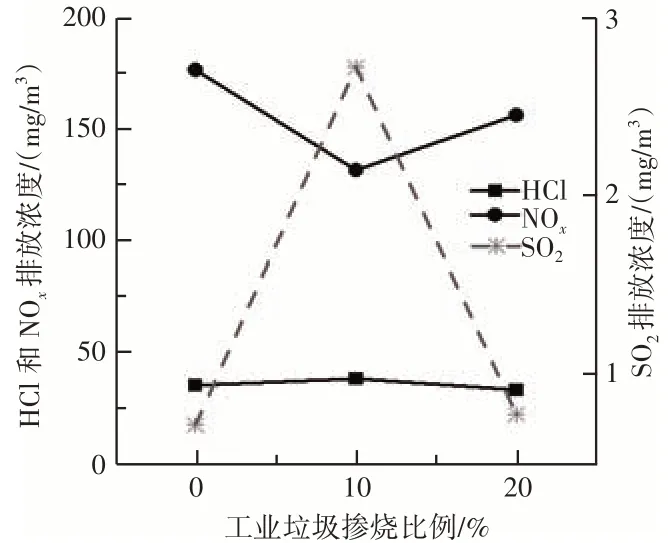
图3 不同掺烧比对排放烟气污染物HCl、NOx和SO2的影响Figure 3 The influence of different mixing ratio on emission of flue gas pollutants HCl,NOx and SO2
从图2、图3 中可以看出,掺烧工业有机固废后主蒸汽流量、炉膛温度、排放烟气污染物求平均值后数据变化都不大,均在项目可接受范围内,说明在现有生活垃圾焚烧发电设施上掺烧工业有机固废的3 种工况是可行的。另外,经试验测试,掺烧工业有机固废10% 时,热灼减率为0.99%,比无掺烧时的热灼减率(2.51%)降低;但在掺烧比为20% 时,热灼减率增加至2.73%,说明工业有机固废掺烧比例10%时为较优工况。
2.2 焚烧配风调节的影响
在未掺烧工业有机固废时,一次风的调节会对蒸汽负荷产生直接影响,整体规律为增大一次风,蒸汽负荷升高,降低一次风,蒸汽负荷降低;干燥段炉排的参数对垃圾的水分产生直接影响,整体规律为停留时间长或风量配比高,干燥更加彻底;燃烧段炉排的参数对垃圾的燃烧产生直接影响,整体规律为停留时间长或风量配比高会使燃烧更加充分。在运行项目中,为找出炉排炉控制参数对焚烧炉燃烧的影响,试验中ACC 关闭,在掺烧10% 工业有机固废的情况下,分析一、二次风量及各炉排段的停留时间对掺烧工业有机固废后的焚烧炉的影响。
2.2.1 调节一次风
数据记录点1~5 为焚烧炉运行中一次风增加10%~15% 时,各参数随时间推移通过分散控制系统(DCS)显示的测量值,如图4 所示。由图4 可以看出,增加一次风后,炉膛温度和主蒸汽流量有明显升高,如调控不好,炉温的迅速升高可能导致运营过程发生结焦,这主要是因为工业有机固废热值高,一次风量增加,使燃烧更加充分。
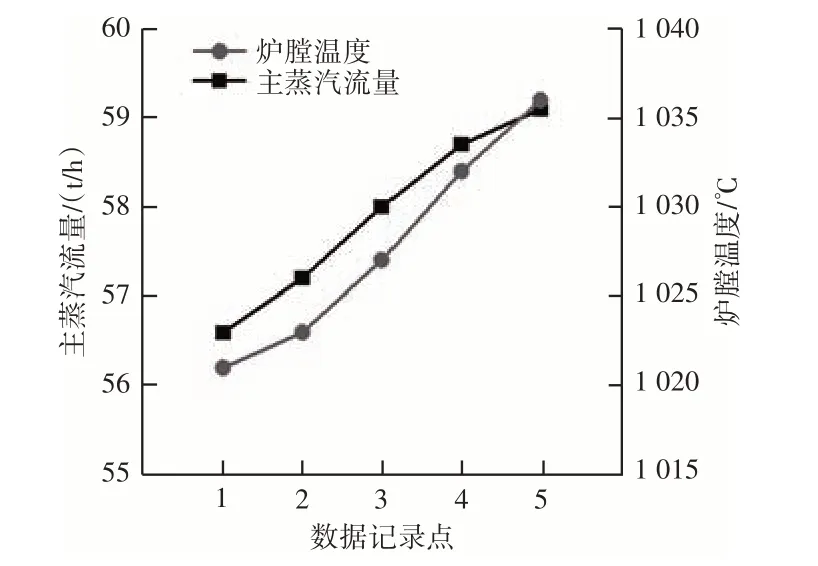
图4 一次风增加前后主蒸汽流量和炉膛温度变化情况Figure 4 Changes on main steam flow and furnace temperature before and after primary air increase
2.2.2 调节二次风
数据记录点1~5 为焚烧炉运行中二次风增加15%~25%时,各参数随时间推移通过DCS 系统显示的测量值,如图5 所示。由图5 可以看出,增加二次风后,主蒸汽流量先降后升,但炉温先降低后略有增高,相对于增加一次风时更温和平稳。这主要是因为二次风的湍流促使高温烟气停留时间增加,引起蒸发量和炉膛温度小幅上升。因此可以适当增加二次风,对运营起到控制炉温、减少结焦的作用。
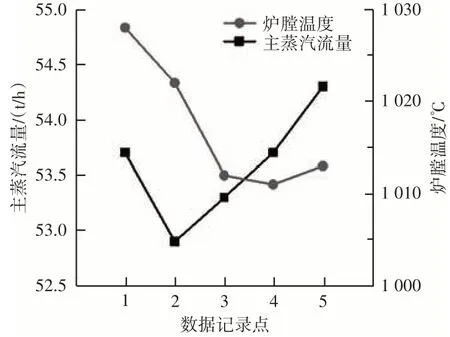
图5 二次风增加前后主蒸汽流量和炉膛温度变化情况Figure 5 Changes on main steam flow and furnace temperature before and after secondary air increase
2.3 各分段炉排运动时间的影响
为找出炉排炉控制参数对焚烧炉燃烧的影响,试验中ACC 关闭、在掺烧10%工业有机固废的情况下,分析调节各分段炉排运动时间对焚烧炉的影响,试验数据记录点为焚烧炉运行中各参数随时间推移通过DCS 系统显示的测量值。
2.3.1 干燥段炉排
将干燥段炉排运动时间减少10 s,即缩短垃圾在干燥段的停留时间,其试验结果如图6 所示。由图6 可以看出,炉膛温度降低10 ℃左右、主蒸汽流量几乎无影响。分析其原因如下:干燥段主要作用是对物料进行预热、蒸发水分,本项目掺烧的工业有机固废与生活垃圾相比,含水率低、挥发分和热值高,更易燃烧,所以可以适当缩短混合垃圾在干燥段的停留时间,使物料尽快进入燃烧段燃烧。
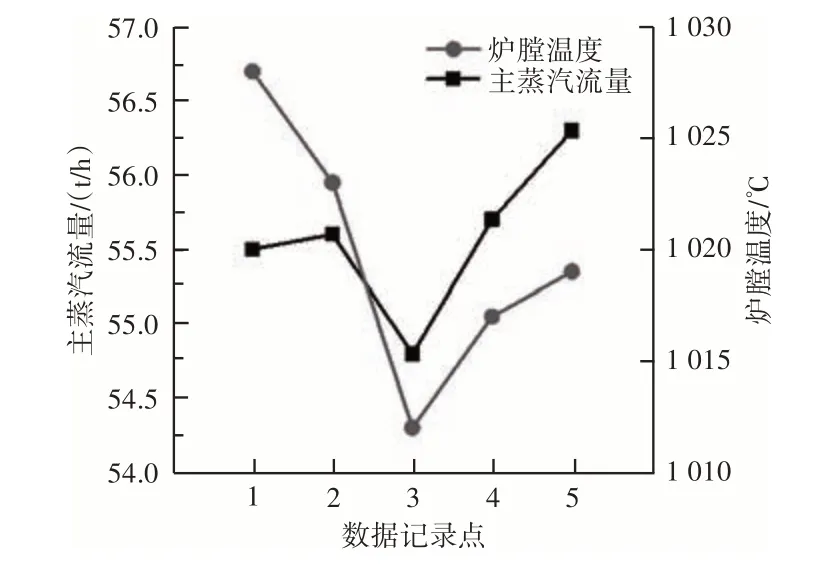
图6 干燥段炉排运动时间减少10 s 时主蒸汽流量、炉膛温度变化情况Figure 6 Changes on main steam flow and furnace temperature when drying section grate movement time reduce 10 s
2.3.2 燃烧段炉排
将燃烧段炉排运动时间增加15 s,即延长垃圾在燃烧段的停留时间时,其试验结果如图7 所示。由图7 可以看出,炉膛温度升高并维持在1 020 ℃以上,主蒸汽流量增加。分析其原因如下:在燃烧段混合垃圾经历可燃挥发分析出、挥发分着火燃烧、固定碳着火燃烧的过程,增加垃圾在此段的停留时间,使燃烧更充分进行,所以炉膛温度和主蒸汽流量均增加。
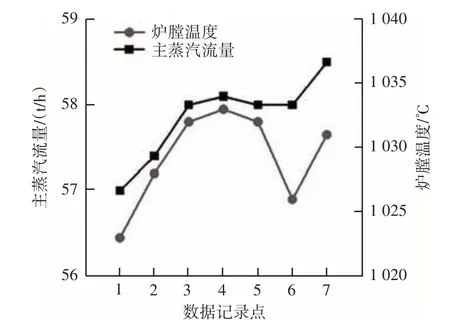
图7 燃烧段炉排运动时间增加15 s 时主蒸汽流量、炉膛温度变化情况Figure 7 Changes on main steam flow and furnace temperature when combustion section grate movement time increase 15 s
2.3.3 燃烬段炉排
将燃烬段炉排运动时间减少10 s,即缩短垃圾在燃烬段的停留时间,其试验结果如图8 所示。由图8 可以看出,炉膛温度和主蒸汽流量均降低。分析其原因如下:火线集中在燃烧炉排后段和燃烬炉排前段,加快燃烬炉排速度,火线后移,热量损失增加,造成炉温和蒸发量下降。
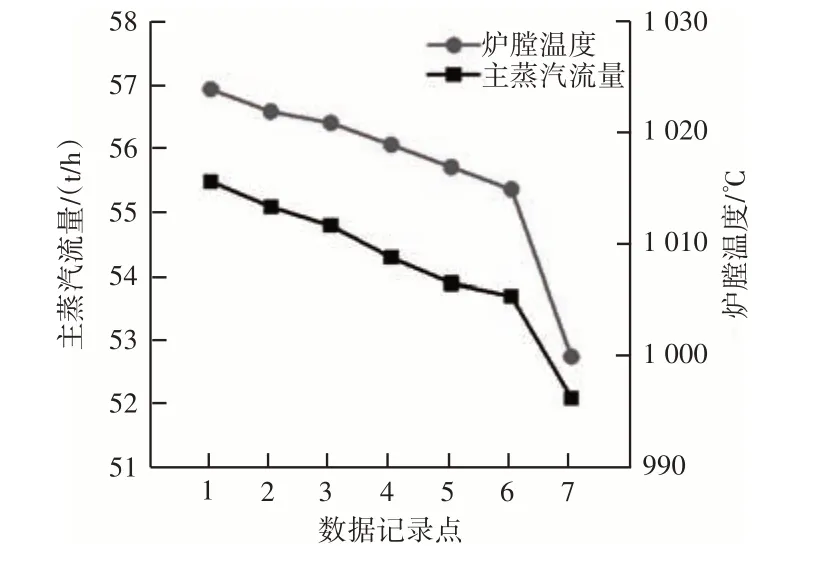
图8 燃烬段炉排运动时间减少10 s 时主蒸汽流量、炉膛温度变化情况Figure 8 Changes on main steam flow and furnace temperature when ember section grate movement time reduce 10 s
3 结论
1)在现有生活垃圾焚烧发电设施上掺烧工业有机固废0、10%、20%这3 种工况均可行,通过对比3 种工况的燃烧情况,其中掺烧比例10% 为较优工况。
2)增加一、二次风量均能使主蒸汽流量增大,但是调节二次风时炉温更温和平稳,因此运营时可以适当增加二次风加强扰动,控制炉温减少结焦。
3)对掺烧含水率低的工业有机固废,适当缩短干燥段炉排运动时间,增加燃烧段和燃烬段炉排运动时间,有助于焚烧炉燃烧。
猜你喜欢
石油化工设备技术(2023年1期)2023-01-15
云南化工(2021年8期)2021-12-21
环境保护与循环经济(2021年12期)2021-03-16
环球市场(2020年14期)2020-08-20
中国特种设备安全(2020年11期)2020-06-09
山东化工(2020年9期)2020-06-01
设备管理与维修(2017年5期)2018-01-02
环境保护与循环经济(2017年4期)2017-03-03
中国工程咨询(2014年7期)2014-02-16
设备管理与维修(2013年1期)2013-08-25
