
不同运行工艺下大型生物水解反应器处理厨余垃圾试验研究*
2024-01-15 11:01王亚东王立伦
环境卫生工程 2023年6期
赵 磊,李 科,王亚东,吴 元,邵 军,王立伦
(维尔利环保科技集团股份有限公司,江苏 常州 213000)
0 引言
厨余垃圾一般指居民日常生活中产生的垃圾,包括剩菜、剩饭、菜叶、碎骨、果壳瓜皮等易腐有机垃圾[1]。随着垃圾分类的逐步推广实施,厨余垃圾已逐步实现与生活垃圾分离处理,厨余垃圾在生活垃圾中占比高达50%~65%[2]。目前常用的厨余垃圾处理技术有:①卫生填埋[3],其优点是处理成本低、技术简单、对垃圾分类要求不高,缺点是二次污染严重、占地面积大;②粉碎直排[4],其优点是价格便宜、使用方便,缺点是增加城市污水处理负荷;③焚烧发电[5],该方式处理量大,对垃圾分类要求不高,可发电、供热,缺点是添加辅料增加成本,易造成大气污染;④好氧堆肥[6],该技术简单,产品可用作肥料,但占地大、臭气控制难度大、周期长、产品出路受限;⑤饲料化[7],该技术产品可用作畜禽饲料,营养价值高,但原料及操作要求高,具有同源性,产品出路受限;⑥厌氧消化[8],产品多样化、自动化程度高、具有较高经济价值、可产出沼气和肥料等,但处理周期长、技术较复杂;⑦碳源替代利用,既处理了生活垃圾,又降低了污水处理成本[9]。综上所述,厌氧消化和碳源替代利用是目前厨余垃圾资源化利用的较佳选择,而对厨余垃圾进行预处理,可提升其资源化利用率。生物水解反应器作为该工艺路线的关键技术节点之一,可以将厨余垃圾高效转化为富含脂肪酸、可生化性极佳的酸化水解液,对厨余垃圾减量化以及后续资源化利用起着至关重要的作用。
传统生物水解反应器采用淋洗工艺运行,即将厌氧水(或厌氧水与水解液混合物)按质量比(水∶物料)1∶1~2∶1 喷淋于反应器内物料中。赵磊等[10]添加进料量7%~8% 的厌氧水作为淋洗液,开展中试研究(垃圾量1 t),停留时间2 d,厨余垃圾减量化率可达64%,COD 转化总量达到247 kg/t 以上。李英等[11]以厌氧出水和水解液按4∶1混合成淋洗液进行生物淋洗(垃圾量5 t),控制淋洗液与厨余垃圾质量比2∶1,出水COD 为75 105 mg/L、挥发性脂肪酸(VFA)浓度为19 815 mg/L。王风庆等[12]将厌氧出水与餐厨浆液混合作为淋洗液(垃圾量2 t),较直接将厌氧出水作为淋洗液,处理效果更显著,出水COD 提高14%,VFA 提高13%。彭明国等[13]采用机械淋滤工艺对有机生活垃圾进行中试研究,当淋洗水量为3 m3/d 时(垃圾量4 t),出水COD、VFA 浓度分别为41 000 mg/L和2 000 mg/L。钱超等[14]以厌氧水与生活垃圾质量比为2∶1 添加淋洗液(垃圾量2 t),反应温度35 ℃时,垃圾湿质量减量率为51.40%、TS 减量率为27.10%、VS 减量率为30.65%。屈阳等[15]以淋洗液与生活垃圾质量比2∶1(垃圾量2 t)、停留时间1.2~1.4 d 为反应条件,获得的生活垃圾减量率为49.7%,出水COD 可达32 939 mg/L。
针对碳源替代利用,姚凤根等[16]将厨余垃圾产生的酸化液投加到MBR 中处理垃圾渗滤液,大幅提高了TN 的去除率;张莉等[17]将厨余垃圾添加到城市污泥后,VFA 累积量可达17.62 g/L;孟冰茹等[18]将厨余厌氧发酵液作为碳源加入到校园生活污水处理系统中,TN 的出水浓度降低59.35%,TP 的出水浓度降低50%。针对水解酸化反应条件,学者们也进行了一系列研究。He 等[19]的研究表明,水解速率与温度的升高成正比,35 ℃下的水解和酸化产物主要是乙醇和乙酸。Li等[20]研究了热预处理(55~160 ℃)对厨余垃圾酸化的影响,热预处理促进了厌氧降解和沼气产生,将厌氧酸化所需的停留时间缩短了5 d,在90 ℃和120 ℃下沼气产量和有机物去除效果最佳。吕凡等[21]的研究表明,前5 d 蔬菜类废物易水解的颗粒物迅速水解,第5 天后,难水解颗粒物质缓慢水解。
在“双碳战略”背景及需求下,如何高效资源化利用产生量巨大的厨余垃圾是我们将面临的重大考验,传统破碎、填埋、焚烧处理技术已不再适应发展需要,以厌氧消化、碳源替代利用等技术为代表的高效资源化回收利用技术必将成为主流。而水解酸化技术又是制约其资源化利用效率的重要条件,因此如何提升厨余垃圾水解酸化效果将是相关企业和学者研究的热点。
基于“破袋筛分(预处理)+生物水解+湿法厌氧消化”处理工艺路线,本研究的高值化利用工艺流程如图1 所示。成分复杂的厨余垃圾通过预处理实现高、低热值组分的有效分离,有机液体通过厌氧消化产沼,沼气可作为清洁能源用于发电,固相物料可替代部分煤燃料能源利用,实现减量化和资源化。本项目厨余垃圾来料中,料仓沥水占比15%~18%,筛上物和筛下物分别占比25%~30%和55%~60%;生物水解后固相(挤压固渣)占比40%~50%,液相(水解液和挤压水)占比50%~60%。

图1 厨余垃圾高值化利用工艺流程示意Figure 1 Schematic of high-value utilization process of kitchen waste
1 材料与方法
1.1 试验材料
试验材料来自浙江某地级市集中收运处置的厨余垃圾,垃圾经破袋滚筒筛(筛网孔径120 mm)分离大塑料等杂质(筛上物)后得到筛下物,筛下物再经磁选机除去易拉罐等金属,剩余物作为原料(含水率70%~80%)进入生物水解反应器中,其主要成分及占比如表1 所示。其中易降解有机质(剩余有机质、水果蔬菜及其皮壳)合计占比79.37%,塑料、织物合计占比6.12%,玻璃、陶瓷、石头、金属、橡胶等杂质合计占比1.03%。

表1 试验原料组成及占比Table 1 Composition and proportion of experimental materials
1.2 试验装置和方法
1)生物水解反应器淋滤工艺原理:进料后,按一定比例加入淋洗液,物料在中间轴作用下缓慢机械搅拌、混合,发生水力淋洗和生化反应,持续水解、酸化;淋洗液中微生物可促进大分子有机物向小分子有机物、胞内水向游离水的转化,加速物料间传质、水解酸化;高浓度的有机浆液经反应器地板格栅过滤进入底部输送螺旋。该工艺喷淋大量淋洗液(物料∶淋洗液=1∶1~1∶2),能耗较高,且反应器设置有沥水地板及集液漏斗,反应器体积较大,整体建造、运行、维护成本较高。而采用非淋滤工艺,可以优化反应器设计、减小反应器体积、缩小占地面积,节省建造运行成本。
2)试验装置与周期:以大型厨余垃圾生产线作为试验平台,该生产线处理能力可达200 t/d,配置有两台处理能力为100 t/d 的生物水解反应器,反应器有效容积540 m3,反应器内部如图2 所示。其中1 台带有沥水功能的反应器作为对照组,另外1 台无沥水功能的反应器作为试验组,对比了两种工艺下反应器的水解性能。淋滤工艺与非淋滤工艺试验周期为20 d、停留时间试验周期为50 d、温度试验周期为60 d,各期间试验结果数据取平均值。
3)运行工艺:分为淋滤工艺和非淋滤工艺两种。淋滤工艺,以厌氧出水作为淋洗液,由于本项目处理厨余垃圾,经滚筒筛处理后有机质占比79.37%,含水率70%~80%,本身含水率较高,因此按厌氧水与物料质量比为0.2∶1.0 进行喷淋,喷淋时间为7:00—15:00(反应器进料时间段),大部分水解液和淋洗液由反应器底部流出,剩余部分水解液由挤压脱水机分离得到,最终合并为水解液;非淋滤工艺,不喷淋厌氧水,水解液不从反应器底部流出,全部经挤压脱水机分离得到水解液。
4)评价指标:以反应器出水指标,如pH、COD、VFA、TN、NH3-N 等,以及固相减量率(反应器出水量/反应器进料量)、挤压固渣含水率等作为评价反应器性能的依据。
1.3 测试方法
TS、VS 采用减重法测定,样品置于烘箱中105 ℃干燥12 h 后称量计算TS,样品置于马弗炉中600 ℃灼烧3 h 后称量计算VS;COD 采用快速消解法(分光光度法)测定;TN 采用凯氏定氮法测定(KDN-2C 型凯氏定氮仪);NH3-N 采用纳氏试剂光度法测定;VFA 采用比色法测定(设备型号Hach DR 3900)。
2 结果与讨论
2.1 淋滤与非淋滤工艺对比
为解决淋滤工艺存在的问题,以项目现场1台反应器作为试验线,采用非淋滤工艺运行,另外1 台反应器按原淋滤工艺运行作为对照,对比两种工艺条件下厨余垃圾的水解效果。
2.1.1 水解液指标
厨余垃圾水解液与厌氧水指标如表2 所示。由试验结果可知,非淋滤工艺相比淋滤工艺在COD、VFA 等关键指标上有所提升,其中COD 提升7.49%,VFA 提升19.30%。淋滤工艺中氨氮占优势,占TN 的50.36%,非淋滤工艺中氨氮仅占比26.20%,且根据相关研究[22],氨氮浓度达到2 000 mg/L 时,厌氧颗粒污泥的产甲烷活性下降20%,说明氨氮浓度过高不利于产生甲烷;非淋滤工艺相比淋滤工艺氨氮更低,更有利于后续产甲烷。

表2 厨余垃圾水解液与厌氧水指标Table 2 Index of kitchen waste hydrolysate and anaerobic water
2.1.2 含水率、减量率
两种工艺、不同挤压压力下(分别为0.1 MPa和0.5 MPa)挤压固渣含水率、反应器减量率如图3 和图4 所示。相比0.1 MPa,0.5 MPa 时固渣含水率降低7.70 个百分点,减量率提升8.00 个百分点;非淋滤相比淋滤工艺,反应器减量率提升4.17 个百分点,挤压固渣含水率也有所提升,但仍在60%以下。
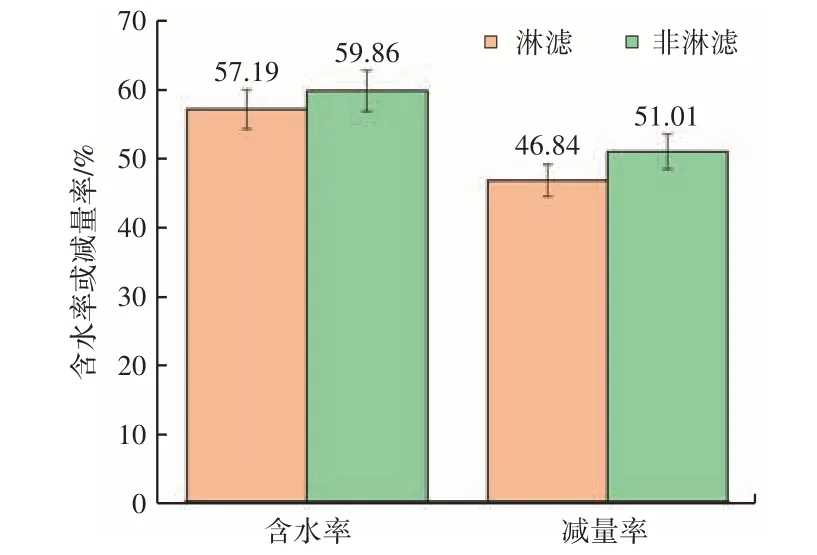
图3 两种工艺下固渣含水率及垃圾减量率对比(0.1 MPa)Figure 3 Comparison of solid slag moisture content and waste reduction rate under two different processes(0.1 MPa)

图4 两种工艺下固渣含水率及垃圾减量率对比(0.5 MPa)Figure 4 Comparison of solid slag moisture content and waste reduction rate under two different processes(0.5 MPa)
2.1.3 与已有试验研究对比
以往研究中多以生活垃圾作为原料进行反应,其含水率低,因而多采用淋洗工艺运行,但本试验原料主要为厨余垃圾(混有部分生活垃圾),含水率为70%~80%,因而采用非淋滤工艺也可稳定运行,且反应效果有所提高。
2.2 停留时间对反应器性能的影响
在非淋滤工艺下,探究不同停留时间对水解液各项指标的影响,试验结果如表3 所示。停留时间3 d 内水解液pH 变化不大,为4.72~4.83,停留时间3 d 以上(4~7 d),水解液pH 显著提升,说明反应体系内碱性物质显著增加,这与水解液碱度变化基本一致。氨氮在总氮中占比前3 d 为32.54%~35.46%,3 d 后其占比为46.25%,说明氨氮在停留时间超过3 d 时会显著增长;同时综合考虑项目来料情况、反应器有效容积、反应器减量率以及生产线运行成本等因素,将停留时间控制在3 d 内较为适宜。

表3 不同停留时间下厨余垃圾水解液指标Table 3 Index of kitchen waste hydrolysate under different residence times
COD、VFA 随停留时间增加而逐步提升(图5),说明延长停留时间可以促进厨余垃圾中可降解部分由大分子(蛋白质、糖类、脂肪)向小分子(氨基酸、糖、脂肪酸、中间产物)转化,提升物料水解酸化效果。相比停留时间1 d,停留时间2 d 时,COD 提升8.73%、VFA 提升2.88%;停留时间3 d 时,COD 提升6.72%、VFA 提升14.58%;停留时间大于3 d 时,COD 提升12.31%、VFA 提升32.74%。这与吕凡等[21]的研究结果基本一致,但COD 在停留时间大于3 d 后变化不大,说明物料中易降解大分子有机物已基本由固相转化至液相中,继续延长停留时间意义不大,VFA随停留时间延长会逐渐积累,但这一进程可在厌氧罐中继续进行(考虑运行成本,且大型生物反应器也无法长期不出料运行),因而本试验未对其最终变化(拐点)进行测试。

图5 厨余垃圾水解液COD、VFA 随停留时间变化Figure 5 Changes on COD and VFA of kitchen waste hydrolysate with residence time
2.3 反应温度对反应器性能的影响
在非淋滤工艺下,控制停留时间为2 d,探究反应温度对水解液的影响,结果如表4 所示。在16~35 ℃内,反应温度对水解液pH 影响不大,pH为4.76~4.87;总氮逐步提升,氨氮在总氮中占比基本稳定,为32.32%~35.46%。

表4 不同反应温度下厨余垃圾水解液指标Table 4 Index of kitchen waste hydrolysate under different reaction temperatures
厨余垃圾水解液COD、VFA 随反应温度的变化情况如图6 所示。随反应温度提升,在16~26 ℃范围内COD、VFA 变化不大,说明此温度区间生物活性较低;当反应温度提升至35 ℃时,COD、VFA 明显提升,相比26 ℃,COD 提升25.76%、VFA 提升22.09%,说明在35 ℃时生物活性较高,可促进厨余垃圾水解酸化。因此,反应器运行时,应尽量将反应温度控制在35 ℃左右,以提高反应器降解效果和资源化利用率。这与He等[19]的研究结果基本一致,温度升高有利于水解速率升高,提高水解酸化效果。但由于大型生物反应器加热到高温反应能耗巨大,且35 ℃已足够其水解酸化反应(主要在冬季气温低才会对其加热,一般20~30 ℃不用加热),提升至高温反应意义不大,因而本试验未对继续升高温度后的反应拐点进行研究。
3 结论
1)以本项目作为试验平台,进行厨余垃圾生物水解试验。采用非淋滤工艺运行,相比淋滤工艺,反应器减量率提升4.17 个百分点,水解液COD 提升7.49%、VFA 提升19.30%,且更低的氨氮浓度有利于后续产甲烷;非淋滤工艺下,停留时间2 d,反应温度35 ℃,水解液COD 浓度可达129 200 mg/L、VFA 浓度可达23 691 mg/L。
2)试验结果表明,非淋滤模式可稳定运行。因此可根据需要优化反应器设计,降低其建造运行成本、增加经济效益;结合各地垃圾分类及厨余垃圾来料情况,合理采用淋滤或非淋滤工艺,充分提升其资源化利用率。延长停留时间、增加反应温度都能促进厨余垃圾水解酸化,提升水解液COD、VFA 等关键指标浓度;但同时也会增加氨氮浓度,抑制后续产甲烷,需要合理控制停留时间和反应温度。
猜你喜欢
动漫界·幼教365(大班)(2023年3期)2023-05-02
化工管理(2022年14期)2022-12-02
云南化工(2021年8期)2021-12-21
厦门科技(2021年4期)2021-11-05
中国化肥信息(2020年6期)2020-11-20
环境保护与循环经济(2017年11期)2017-03-16
山东工业技术(2016年15期)2016-12-01
环境科技(2016年6期)2016-11-10
环境科技(2015年3期)2015-11-08
发明与创新(2015年21期)2015-02-27
