
SPA-H钢低氧出钢的生产技术实践
2024-02-05 06:07于海岐崔福祥金百刚苏小利
冶金能源 2024年1期
李 超 于海岐 刘 博 崔福祥 金百刚 苏小利
(鞍钢股份有限公司鲅鱼圈钢铁分公司炼钢部)
耐候钢是广泛应用于生产生活中的钢品种之一,该钢种生产中需要加入镍、铬等元素,在其表面形成防侵蚀的保护层,以适应复杂的使用环境[1-7]。SPA-H钢属于耐大气腐蚀高耐候结构钢,主要用于制造集装箱,目前约占集装箱用钢的90%。由于需在恶劣条件下使用,要求耐腐蚀同时,还要求具有较高的机械性能[8]。国内外学者围绕SPA-H钢生产开展大量工作,如产品开发、冶炼工艺优化、轧制技术改进和防腐蚀机理研究等[9-17],但未见针对该品种的转炉终点氧含量是如何合理控制的介绍。
2008年投资建设鞍钢股份鲅鱼圈分公司炼钢部(以下简称“鲅鱼圈炼钢”),钢产品1 000余种,品种涵盖高级别管线、核电、桥梁、建筑和船舶等各行业关键钢铁产品。其中SPA-H钢是开发最早的产品之一,按照以往统计,鲅鱼圈炼钢SPA-H钢月平均产量8万t左右,是部门产量占比较大的重点钢种之一。多年来,鲅鱼圈炼钢在SPA-H钢生产中的熔剂替代技术保磷、渣洗脱硫技术方面开展了一系列研究工作,达到了较好的保磷脱硫效果[18-19]。最近,研究人员针对钢种成分、路径等工艺条件,结合低氧控制相关理论,确定了低氧控制的合理范围,通过针对性的工艺改善取得了较好的实践效果。
1 基本情况
SPA-H钢中Ni、Cu等元素含量与文章讨论的低氧控制问题无关,其余主要成分标准为:C 0.06%~0.11%,Si 0.30%~0.60%,Mn 0.3%~0.60%,P 0.065%~0.125%,S ≤0.020。
SPA-H钢设计工艺路径分两种:路线1:倒罐折铁→铁水预处理(根据铁水硫含量决定)→转炉→ANS-OB→1 450连铸机;路线2:倒罐折铁→转炉→LF→1 450连铸机。生产中具体排产路径根据现场钢种、精炼位情况等现场条件进行生产组织,无特殊要求。
2 低氧的必要性
SPA-H钢要求磷含量适当高、硫含量较低、一定碳含量与锰含量,因此,此部分主要理论分析了氧化性与这几种成分含量的关系,同时论述了相较其他钢种低氧化出钢,SPA-H钢低氧化性出钢更多优越性。
2.1 碳、磷、硫及锰理论分析
[FeS]+(CaO)=(CaS)+[FeO]
(1)
2[P]+5(FeO)+3(CaO)=(3CaO·P2O5)+5[Fe]
(2)
[Mn]+(FeO)=(MnO)+[Fe]
(3)
[C]+[O]=CO
(4)
反应(1)~(4)分别为硫、磷、锰及碳在转炉内的主要反应,根据热力学基本原理,化学反应更容易向反应物减少一侧进行,(1)~(3)中FeO及(4)中[O]表示4个反应的氧化性,可见低氧化性条件下,分别有利于反应(1)向右侧进行,而反应(2)、(3)和(4)向左侧进行,通过降低氧化性可以获得SPA-H钢冶炼的脱硫、保磷、高残锰及留高碳的较好热力学条件[20-22]。
2.2 优越性分析
在生产低碳超低碳时,由反应(4)可知,低氧可能会导致碳超标;在生产一些低磷超低磷钢种时,由反应(2)可知,低氧化性可能会导致磷超标;对于某些低锰钢种,由反应(3)可知,低氧可能会导致锰含量不合格,具体可能引起的问题为:碳含量要求<0.05%的低碳钢不适宜低氧出钢;锰含量要求<0.05%的低锰类钢不适宜低氧出钢;磷含量要求<0.010%低磷、超低磷钢,低氧化性出钢有磷超标风险。
基于SPA-H钢成分特点,从理论分析可知,该钢种低氧控制有更多优越性:低氧后可留适当碳到成分要求范围,节省增碳剂成本;低氧残锰含量高,降低锰合金的使用成本;氧含量控制恰当,较好保磷,可节约部分配加磷铁的合金消耗;低氧后利于脱硫,较好控制硫含量,实现铁水预处理不脱硫或少脱硫目的,降低预处理工序成本。另外,低氧化性控制是钢种洁净化的基础,低氧化性出钢不仅有利于降低夹杂物数量,提高钢产品内部质量,而且可以减少转炉炉衬耐材侵蚀,降低炉衬维护成本和能源成本[22]。
3 低氧控制范围及实践
根据SPA-H钢成分标准可知,氧含量不允许无限制的降低,硫含量无下限要求,鲅鱼圈铁水锰含量均<0.20%,所以低氧控制不需要考虑硫与锰超标准问题。碳含量、磷含量要求一定范围,因此需针对碳与磷要求确定SPA-H钢氧含量的合理理论控制区间。
3.1 低氧范围确定
3.1.1 基于碳含量要求的氧含量合理范围确定
目前鲅鱼圈炼钢260 t转炉全品种终点平均氧含量为450×10-6,SPA-H钢的平均出钢温度1 680 ℃,平均碳氧积0.002 0左右。基于该钢种碳含量要求范围为0.06%~0.11%,根据碳氧积换算关系,得碳氧积为0.001 5~0.002 5所对应氧含量,最小氧含量136×10-6,最大氧含量417×10-6,具体如图1所示。在鲅鱼圈炼钢碳氧积0.002 0的生产条件下,理想氧含量范围应为(182~333)×10-6。

图1 SPA-H钢基于碳合格条件下可选取氧含量
3.1.2 基于磷含量要求的氧含量合理范围确定
由260 t转炉生产数据统计可知,当氧含量在(130~500)×10-6范围内时,随着氧含量氧含量增加,磷含量减少,如图2所示。磷含量标准范围为0.065%~0.125%,则对应氧含量控制范围为(188~427)×10-6,但考虑到氧含量高于405×10-6可能需要补磷,低于198×10-6可能造成磷含量超标准,因此氧含量控制范围划定为(198~405)×10-6。结合“3.1.1”分析得到合格碳含量对应范围为(136~417)×10-6,可以确定:最佳低氧控制范围为(198~405)×10-6,对于出钢平均温度1 680 ℃、碳氧积0.002 0的生产条件下,理想氧含量范围应为(198~333)×10-6。
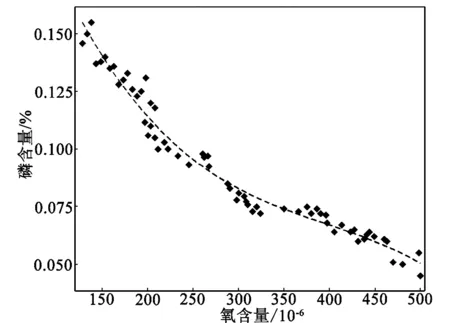
图2 不同氧含量的磷含量
3.2 低氧控制措施
转炉冶炼钢氧化性的影响因素主要是底吹效果、造渣及温度等,国内其他企业在复吹、冶炼制度优化上取得了很好效果,鲅鱼圈炼钢通过分析本厂情况,并结合其他企业技术经验[23-24],在造渣及温度制度、终点控制、辅助手段等方面开展低氧控制技术改进。
3.2.1 底吹效果保证
保证转炉底吹效果是一项长期的、系统的复杂工作,针对该厂260 t转炉进行优化,一方面,日常生产中保证转炉终渣中MgO约9%、FeO小于20%,碱度控制在3.5左右,既能较好护炉,又能保持底枪的良好可视性。另一方面,当底吹可视性不理想时,排产低碳钢,沸腾钢,适当提高出钢温度;当底吹可视性好时,减少补吹、高温过氧化出钢,出钢温度按下限控制出钢。另外,实行针对性的溅渣护炉操作措施,转炉开炉后第三炉进行溅渣操作,并保证炉渣完全溅干,日常溅渣过程中底吹N2流量设定为最大,保持到炉渣倒完为止。炉役中前期,当转炉BL值小于190 cm时,溅渣枪位在标准溅渣枪位的基础上提高5 cm,在溅渣时加入终渣改质剂,适当增厚炉底元件附近护炉熔渣厚度,防止底吹元件裸漏;当转炉BL值大于210 cm时,溅渣枪位在标准溅渣枪位的基础上降低5 cm。在炉役后期,根据转炉底枪的可视情况,对溅渣枪位进行动态微调,确保转炉炉底在动态零侵蚀的有效复吹,底吹可视性不好时,出钢温度高于1 700 ℃情况下,溅渣结束后炉子在零位停1 min。
3.2.2 冶炼制度改进
根据SPA-H钢特殊的成分要求,冶炼操作主要任务为脱硫保磷,要实现低氧控制,造渣及供氧制度应在不出现明显“返干”前提下,全程低枪位大供氧强度,熔渣低氧化铁,熔渣化透,熔池快速脱碳升温,平稳到达终点。
造渣料投入原则:在不出现低温喷溅的情况下,尽早结束投料。基于SPA-H钢相比一般常冶炼品种的总造渣量偏少情况,炉内熔渣形成的泡沫渣喷溅容易被控制,中后期不预留渣料压渣。低硅铁水条件下喷溅容易控制的炉次,采用“一批料”造渣模式;高硅铁水条件下(Si含量>0.5%)喷溅不容易控制的炉次,采用首次加入总量90%,留少量造渣料的模式。供氧制度改进原则:氧枪供氧强度3.60 m3/(min·t),平均供氧量53 700 m3/h以上,工作压力1.0 MPa以上,平均枪位降低100 mm,降低开吹枪位,脱碳期不进行高枪位运行,降低拉碳枪位,副枪过程测试提枪,测试结束直接进入拉碳阶段,拉碳时间保持在2 min以上。具体枪位及造渣制度见图3。

图3 造渣方案与枪位运行控制
终点控制原则:为防止高枪位带来终点氧化铁含量提高,要保证低枪位拉碳持续足够长时间,确保终点前熔渣状态及钢水成分稳定;为避免高温提高钢水氧含量,转炉终点温度按照下限温度1 680 ℃控制;根据钢种碳含量要求,终点碳按照0.06%~0.11%目标控制,出于保磷目的,SPA-H钢造渣料相比普通钢种要少,因此依托过程测试碳温结果判断温度及碳含量时,需要注意两个关键点,熔池升温较普通钢种快2 ℃/s左右,碳消耗速度较普通钢种更快,达到目标碳范围一般提前10~20 s。
3.2.3 辅助手段
通过自主开发的260 t转炉实时碳—氧修正模型,辅助判断终点提枪时机。该模型能够对脱碳速率与温度进行预测,并根据数据库中有效参考炉次的碳氧积、升温速率、脱碳速率、氧枪枪型等关键参数模型参数,实现自动修正功能,对辅助操作者判断冶炼终点有较大参考价值。另外,转炉质谱仪的烟气检测系统可以实时取得的CO与CO2含量,帮助提高操作者对终点判断准确性。
4 实践效果
260 t转炉冶炼SPA-H钢的低氧技术改进前氧含量控制范围(164~912)×10-6,平均氧含量504×10-6,改进后氧含量控制范围为(201~345)×10-6,平均氧含量302×10-6,终点氧含量范围及平均值都有不同程度降低。其中80%左右氧含量在理想氧含量范围(198~333)×10-6,整体控制水平有明显改善。
改进后硫含量为0.010%~0.018%,转炉一次合格率100%;磷含量为0.046%~0.105%,转炉一次合格率达到82%,18%炉次低于成品含量下限,少量补磷铁即可;残锰含量为0.09%~0.19%,较改进前平均增加0.025%;碳含量为0.035%~0.101%,转炉一次合格率达到84%,16%炉次低于成品含量下限,补加增碳剂即可。
5 结论
(1)通过转炉硫、磷、锰及碳的热力学分析,降低氧化性可实现SPA-H钢冶炼的脱硫、保磷、高残锰及留碳目的,低氧控制后可节省碳、磷、锰的合金化成本,降低脱硫预处理工序成本,提高钢的内部质量,降低转炉炉衬维护与能源成本。
(2)基于碳含量要求的氧含量合理范围(136~417)×10-6,在目标温度控制与0.002 0的碳氧积条件下,理想氧含量范围应为(188~333)×10-6。基于磷含量要求的氧含量合理范围为(198~405)×10-6,结合合格碳含量对应的区间,SPA-H钢最终选取理想氧含量范围应为(198~333)×10-6。
(3)为实现低氧控制,保证底吹效果,保证转炉终渣合适炉渣成分,合理排产,实行针对性的溅渣护炉措施;采用“一批料”模式或留少量料模式,改进氧枪工作参数,降低平均枪位,优化枪位控制,终点保证低枪位拉碳时间,终点温度按下限温度1 680 ℃控制,碳按0.06%~0.11%控制,但需要注意熔池升温脱碳速度快问题;另外,采用时时碳—氧修正模型、转炉质谱仪辅助提高终点判断准确性。
(4)改进后氧含量控制范围为(201~345)×10-6,平均氧含量302×10-6,平均终点氧降低,氧含量80%控制在选定的(198~333)×10-6范围,磷、硫、碳及锰含量控制水平均有不同程度提升。
猜你喜欢
昆钢科技(2022年1期)2022-04-19
装备维修技术(2020年17期)2020-12-28
科学与财富(2020年12期)2020-07-10
有色金属科学与工程(2020年1期)2020-03-23
山东工业技术(2019年14期)2019-05-29
现代营销·经营版(2018年5期)2018-06-25
科技创新导报(2017年21期)2017-11-07
成长·读写月刊(2016年8期)2016-10-21
山东冶金(2015年4期)2015-01-02
铁道货运(2012年8期)2012-09-03
