棉与涤纶长丝并捻工装面料的生产实践
2024-02-23 02:20李洪盛
纺织器材 2024年1期
李洪盛
(际华三五四二纺织有限公司,湖北 襄阳 441002)
0 引言
传统棉/涤(65/35)混纺纱制作的工装面料易洗快干、布面平整,断裂强力和抗皱性与纯棉面料相比有所改善,但还存在一些问题,如布面易起毛起球、耐磨性差、断裂强力低等。这是因为涤纤维呈短纤维形态,当其头端和尾端暴露在纱条外就会产生毛羽;涤短纤维的断裂强度高于棉纤维,棉多涤少、涤短纤维断裂伸长较大,均会使面料断裂强力较低[1],悬垂性也较差。随着工装制服对面料舒适性、抗起毛起球性、挺括性等要求越来越高,棉涤面料作为工装面料的不足也更为凸显,需对其进行改善。
1 工艺步骤
1.1 纤维混合控制要点
面料用捻线由2组分纤维组合而成,即2根10.8 tex的细绒棉精梳纱与1根涤纶长丝(DTY 100 D/96 F),并纱后,在倍捻机上纺成3股线,再经整、浆、穿、织工序成为坯布。坯布规格为68根/(25.4 mm)×65根/(25.4 mm) 172.8 cm 2/1右斜纹,经染色后整理为78根/(25.4 mm)×66根/(25.4 mm) 149.9 cm成品面料。
1.2 开清棉工序
开清棉工序的重点在于对新疆细绒棉进行开松、除杂、混和,然后制成符合质量要求的棉卷。开清棉工序采用单打手成卷设备,首先将各棉包按排列图堆包,棉包排列要紧凑,注意削高填平;将A002D型抓棉机的打手转速设置为900 r/min,抓棉机运转效率大于90%,做到勤抓少抓;从A006A型混棉机、A034A型开棉机到A036C型开棉机,通过设置各打手转速与尘棒隔距,使除杂效率超过60%;再经A092型双箱给棉机到A076型单打手成卷机,制成定量为370 g/m的棉卷。该棉卷长度为36m,棉卷伸长率为1.0%,棉卷重不匀宜控制在1.0%以内。其中,A036C型开棉机打手为梳针打手,转速为420 r/min,A076A型成卷机的打手转速为750 r/min,风扇转速为850 r/min。
1.3 梳棉工序
细绒棉棉卷在A186D型梳棉机上纺制成生条,其生条干定量为19.5 g/(5 m),锡林转速为358 r/min,刺辊转速为860 r/min,盖板线速度为274 mm/min,除尘刀低于机框-5 mm,角度为95°,锡林—回转盖板隔距为0.20 mm,0.18 mm,0.15 mm,0.15 mm,0.18 mm,出条速度为50 m/min。
1.4 精梳工序
20根梳棉生条经FA334型条卷机做成干重为60.1 g/m的条卷(长度为150 m),再将6个条卷经过FA344型并卷机并合,做成干重为59.6 g/m的并卷(长度为150 m),然后将8个并卷经FA266型精梳机予以充分分梳,除去大量棉结与杂质,排除部分短绒,做成干重为19.6 g/(5 m)的精梳条,精梳条棉结控制不大于30粒/g。
1.5 并条工序
细绒棉精梳条在立达RD221C型并条机上采用6根并合工艺,总牵伸倍数为7.02,后区牵伸倍数为1.35,罗拉隔距为28 mm×40 mm,罗拉速度设为238 m/min。末道并条使用8根并合,总牵伸倍数为8.82,后区牵伸倍数为1.25,牵伸比为7.1,罗拉隔距为42 mm×46 mm,罗拉速度为350 m/min,并合后熟条的CV值控制在不大于3.0%。
1.6 粗纱工序
为了提高细绒棉粗纱条的条干均匀性,使用FA426型粗纱机,其工艺参数设为:粗纱干定量为5 g/(5 m),罗拉隔距为12 mm ×25 mm×35 mm,摇架压力为160 N/双锭×200 N/双锭×200 N/双锭×200 N/双锭,钳口隔距为6.0 mm,粗纱捻系数为114,锭速为800 r/min,确保粗纱条干CV值控制为不大于4%。
1.7 细纱工序
CJ 10.8 tex纱在装有集聚纺装置的FA506型细纱机上生产,工艺配置:锭速为16 kr/min,后区牵伸倍数为1.175,罗拉隔距为17 mm×38 mm,钳口隔距使用3.5 mm压力棒,细纱捻系数为366,前罗拉转速为150 r/min;使用邵尔A硬度为65度的低硬度胶辊,以获得条干质量稳定、粗细节较少的纱线。
1.8 络筒工序
采用德国赐来福公司AC338RM型自动络筒机,络筒工序注意电清工艺的选择。具体电清工艺参数为:+300%棉结(N),+135%×2.0 cm短粗节(S),+40%×32 cm长粗节(L),-40%×30 cm细节(T);络筒速度为1000 m/min。
集聚纺CJ 10.8 tex纱的成纱质量指标见表1。

表1 集聚纺CJ 10.8 tex纱成纱质量指标
1.9 并纱工序
在SSM型并纱机上,将2根CJ 10.8 tex筒纱与1根100 D涤纶长丝并成1根号数为32.7 tex的平行筒子纱,并纱注意调整好2根棉纱与长丝的张力。
1.10 倍捻工序
为使捻线捻度达到“里松外紧”的效果,在RF321B型倍捻机上,设计捻系数为390,锭速控制为7 kr/min,调整好卷绕张力,保证做出的捻线无小辫子、筒子成形良好。
通过清花、梳棉、精梳、并条、粗纱、细纱到络筒、并纱、倍捻各工序,完成2根精梳棉纱与1根涤纶长丝制成捻线的生产过程。
1.11 整经浆纱工序
用贝宁格(BENNINGER)整经机,卷绕头份为684根,连续卷绕到7个经轴上;其中1个整经轴上等距排列69根导电纤维长丝,再将7个经轴在浆纱机上并卷成浆轴;导电长丝用绞线单独分开,无需上浆。
1.12 织布工序
在津田驹喷气织机上织造,导电长丝需单独分开,穿筘2,3,4(17次)+1(1次)+2,3,4(22次)循环至地组织结束;第1页综框穿导电丝,采用反织法。
1.13 前处理工序
因坯布在织造过程中未上浆,所以在前处理工序用质量浓度为3 g/L~5 g/L的碱溶液进行处理,以去除坯布上的油、蜡等杂质,有利于坯布染色。
1.14 染色工序
面料染藏青色。染色时采用分散士林染料一浴法染色,焙烘温度设为208 ℃~210 ℃,烧碱质量浓度为20 g/L~30 g/L,保险粉质量浓度为20 g/L~30 g/L,氧化剂质量浓度为2.0 g/L~2.3 g/L;选料需注意棉纤维和涤纶长丝染色深浅度、色光的一致性,以保证布面的匀染性。
1.15 后整理工序
需保证布面下机手感柔软挺括,故布面挂硅油质量浓度为25 g/L,内控缩水率不大于2%。
2 成品质量
制成的工装面料主要质量指标见表2。
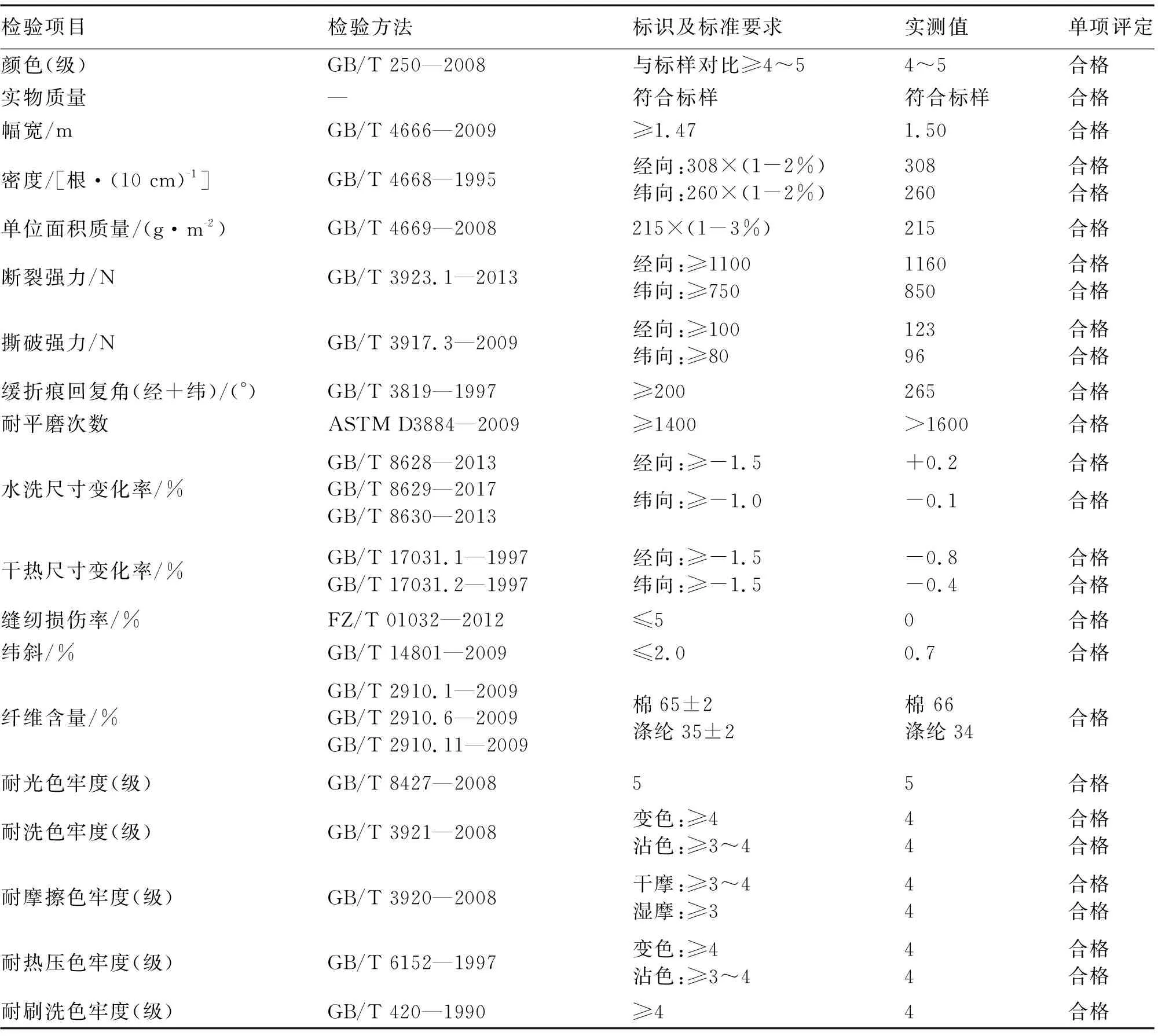
表2 工装面料主要指标
从表2可以看出,面料的折痕回复角大,抗皱性好;耐平磨次数大于1600,其原因是单纱捻度大、纤维不易拉出、涤纶长丝也无头尾端露出;面料光滑柔顺,耐摩擦色牢度、耐刷洗色牢度好,纤维比例一致,染色均匀。
3 结语
棉涤短纤维混纺纱的比例搭配可任意调整;若所用涤纶长丝和棉短纤混纺比例无法随意控制,则纺纱方式方面会受到限制,如需要包芯包缠、并纱捻线等;对于特定面料来说,在成本相当的情况下,采用这种单纱和长丝并纱的方法代替混纺纱再进行并捻,可以提高面料的断裂强力、撕破强力以及面料的抗起毛、起球性,特别是对于工装面料的耐磨性、抗皱性、悬垂性、挺括性会有较大幅度提高。
猜你喜欢
毛纺科技(2022年11期)2022-12-05
当代水产(2021年8期)2021-11-04
纺织科学研究(2021年7期)2021-08-14
纺织器材(2020年5期)2020-12-21
纺织科学研究(2020年1期)2020-05-21
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25
纺织科技进展(2019年4期)2019-04-30
棉纺织技术(2019年4期)2019-04-10
纺织科学研究(2017年8期)2017-09-05
纺织科学与工程学报(2016年1期)2016-05-10