SPA-H 耐候钢表面氧化铁皮缺陷原因分析及措施
2024-02-27 08:54吴优魏秀东齐曼刘欣
鞍钢技术 2024年1期
吴优,魏秀东,齐曼,刘欣
(鞍钢集团朝阳钢铁有限公司,辽宁 朝阳 122000)
SPA-H 耐候钢为低合金高强度钢,主要含有的合金元素为Cu、P、Cr、Ni、Si、Mn 等,具有优良的耐大气腐蚀性能[1]。耐候钢在使用过程中表面会逐步形成一层致密、附着牢固的腐蚀产物保护膜,阻止大气中的氧、水及其他腐蚀性介质对基体进一步腐蚀,其腐蚀速率相对于碳钢大大降低[2-3]。鞍钢集团朝阳钢铁有限公司(以下简称“朝阳钢铁”)年生产SPA-H 耐候钢1 万~3 万t,最多时超过4 万t。该钢种生产中出现氧化铁皮压入钢材表面的缺陷,影响了产品质量。
1 试样缺陷描述及检测结果
SPA-H 钢生产工艺流程为: 高炉铁水冶炼—脱硫扒渣—转炉顶底复吹—LF 炉精炼—ASP 连铸—铸坯加热—粗轧—精轧—卷取—平整—成品包装。为研究氧化铁皮缺陷产生的原因,现场取5 块厚度规格为1.60 mm 的SPA-H 集装箱用热轧板表面条状缺陷试样,编号1#~5#,使用LEICA DIM5000M 光学显微镜、ZEISS SUPRA 55 场发射扫描电镜和OXFORD 能谱仪,对缺陷部位进行检测分析。
1.1 试样缺陷描述
试样宏观形貌见图1。肉眼观察缺陷发现,1#~4#试样表面局部存在沿轧制方向分布的黑灰色鱼鳞状缺陷,缺陷边缘不规则;5#试样表面局部沿轧制方向分布柳叶状缺陷,缺陷边缘较规则,呈黑褐色,缺陷部位色泽发暗,深度不一,大小各异。
1.2 检测结果
扫描电镜微观观察发现,1#~4#试样缺陷处表面呈明显的凹凸不平,凹陷处表面物质有些已脱落,呈明显的压入状态,凹陷和凸起处均可见破碎物;5#试样缺陷处呈“翘皮”状,有些区域皮翘起,有些区域皮脱落,翘起、脱落处均可见破碎物。1#~5#试样能谱成分分析结果均以O 和Fe 元素为主,也有少量Si、Cr 等影响氧化铁皮的其他元素。在缺陷处截取金相试样,经镶嵌、磨制、抛光、4%硝酸酒精溶液腐蚀后观察发现,试样缺陷附近组织与基体组织无明显差异, 均为铁素体+珠光体+贝氏体;1#、3#~5#试样基体夹杂物为D0.5 级,2#试样为D0.5、DS2.0 级。1#试样缺陷(凹陷)处微观形貌及能谱分析结果见图2。
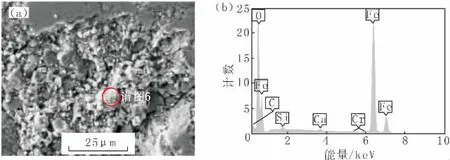
图2 1#试样缺陷(凹陷)处微观形貌及能谱分析结果Fig.2 Microscopic Morphology of Defect (Depression) in No.1 Sample and Energy Spectrum Analysis Results
综上可知,该缺陷为氧化铁皮压入缺陷。产生机理为板坯加热和轧制过程中钢的表面会产生氧化铁皮,如果除鳞时氧化铁皮还有残留,在后续轧制时被轧辊碾压而进入钢板次表面,最终在钢板表面形成氧化铁皮压入缺陷。
2 氧化铁皮压入缺陷原因分析
2.1 加热工艺制度不合理
高温炉气下钢坯表面生成的炉生氧化铁皮成为一次氧化铁皮。由于SPA-H 耐候钢加入微量合金,所以与普碳钢、低碳钢相比,该钢种产品质量设计的粗轧抛钢温度RDT 高,生产难度大。表1为SPA-H 钢设计热轧温度制度。

表1 SPA-H 钢设计热轧温度制度Table 1 Hot Rolling Temperature Schedule Designed for SPA-H Steel
为了满足设计要求,必须采取较高温度对板坯进行加热,结果增加了在炉加热时间,形成氧化铁皮,导致氧化烧损大。另外,炉内气氛控制不好、供风量过大、炉内形成负压、吸入冷风等情况均会导致氧化铁皮产生量过大,不容易被清除,形成一次氧化铁皮压入缺陷。SPA-H 钢加热工艺制度见表2。

表2 SPA-H 钢加热工艺制度Table 2 Heating Process System of SPA-H Steel
出现缺陷的板坯加热工况显示,生产薄规格SPA-H 钢产品(厚度≤2 mm)时,加热炉均热段和加热段的加热温度分别达到1 350 ℃和1 360 ℃,在炉时间230 min,不符合规定和生产操作要求。
为了保证轧制稳定性,在生产厚度<1.8 mm的SPA-H 高强耐候钢时采用较高温度加热,表3为不同加热工艺下氧化铁皮情况。

表3 不同加热工艺下氧化铁皮情况Table 3 Oxide Scales under Different Heating Processes
如表3 所示,高温下炉生氧化铁皮较厚,导致产品延展性较差,经轧制后压入基体组织最终形成氧化铁皮缺陷[5]。
2.2 除鳞水压低及除鳞喷嘴安装角度小
板坯出炉后粗轧轧制前进行高压除鳞,钢坯在轧制过程中进行机架间除鳞。除鳞水压低或除鳞喷嘴安装角度不符合标准均会造成除鳞不净,导致氧化铁皮压入。高强耐候钢Si 含量为0.4%左右,由于Si 比Fe 更易于氧化,加热过程中,氧化层中会形成2FeO·SiO2,在1 173 ℃时为液态,容易被高压除鳞水除去, 但温度降低时会形成Fe2SiO4的共析产物,凝固后形成锚状物紧紧钉扎铁皮,导致后续很难去除[6]。分析认为,朝阳钢铁SPA-H 钢炉后除鳞压力低且控制不稳定,炉后除鳞箱的喷嘴安装角度不合理,除鳞不净导致氧化铁皮压入钢板表面形成缺陷。
生产厚度规格≥4.0 mm 的SPA-H 钢时,加热炉加热温度控制相对较低(高温段炉温为1 290 ℃左右,RDT≤1 090 ℃),钢坯在经过炉后除鳞及粗轧除鳞时,表面氧化层中形成的2FeO·SiO2已凝固形成Fe2SiO4的共析产物钉扎铁皮,除鳞后Fe2O3和Fe3O4被除去,内层的FeO 不能完全被除去,形成氧化铁皮[6]。
2.3 轧辊辊面磨削差
在轧制过程中表面氧化铁皮脱落,热的金属表面与水和空气接触,会生成新的氧化铁皮(二次氧化铁皮)。在精轧机内由于轧辊表面磨削不好,造成辊面状态不佳形成轧辊磨损氧化铁皮。轧制过程中,若轧辊冷却不好,轧辊表面温度高,高温下氧化膜开裂, 辊面氧化膜剥落被辗入带钢表面,导致带钢自身表面氧化铁皮的生成。
3 措施及效果
3.1 优化加热工艺制度
对板坯的加热温度和RDT 温度进行跟踪监测,将4 种厚度规格板坯的出钢温度和RDT 温度分别降低10 ℃;(4.0,8.0]规格板坯的出钢温度降低10 ℃,RDT 温度保持不变。根据板坯厚度和宽度细化了加热段和均热段的加热温度,缩小温度偏差。SPA-H 钢优化后热轧温度制度和加热工艺制度分别见表4 和表5。
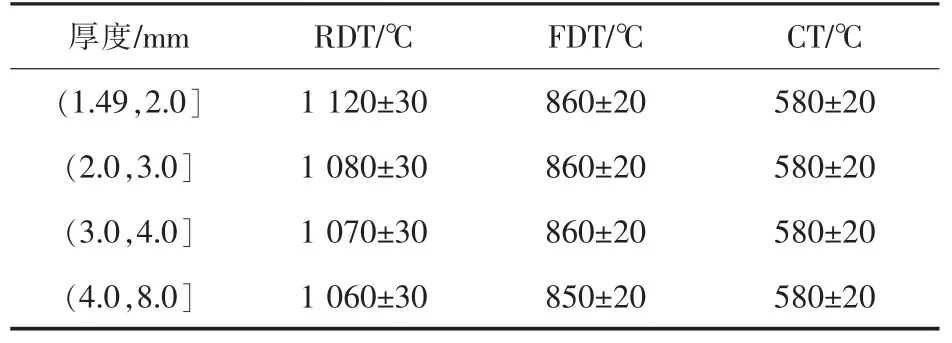
表4 SPA-H 钢优化后热轧温度制度Table 4 Hot Rolling Temperature Schedule after Optimization

表5 SPA-H 钢优化后加热工艺制度Table 5 Heating Process System for SPA-H Steel after Optimization
表6 为优化后不同加热工艺下氧化铁皮情况。由表6 看出,加热工艺优化后,氧化铁皮量大幅度减少。因此,合理控制板坯的炉气温度和RDT温度可以减少烧损,达到减少氧化铁皮的效果。

表6 优化后不同加热工艺下氧化铁皮情况Table 6 Oxide Scales under Different Heating Processes after Optimization
3.2 优化除鳞水压和除鳞喷嘴安装角度
确保炉后高压除鳞泵水压≥23 MPa,除鳞喷嘴安装角度≤15°,炉后采用双排除鳞。为了减少轧制过程中的温降,一般不使用机架间除鳞。炉后除鳞和机架间除鳞工艺优化后对SPA-H 钢做打击实验,图3 为粗轧炉后除鳞打击实验板实貌。

图3 粗轧炉后除鳞打击实验板实貌Fig.3 Actual Appearance of Descaling and Striking Experimental Plate after Rough Rolling Furnace
由图3 看出,打击板表面除鳞效果很好,说明除鳞水压适合,喷嘴安装合适,喷嘴喷射均匀。
3.3 提高轧辊表面质量
增加SPA-H 轧辊上机前探伤检测次数并做好记录,确保轧辊表面无缺陷。采用塑料膜覆盖修磨好的辊面,确保辊面质量符合上线要求。控制轧制节奏,确保轧辊有完好的氧化膜以减少氧化铁皮的产生。
生产轧辊下线后对其进行评价并做好记录,以确保在线轧辊工况满足板卷表面质量要求。此后,没有发生辊面氧化膜脱落压入带钢表面的现象,大大减少了由此产生的氧化铁皮缺陷。
采取上述措施后,SPA-H 集装箱用钢氧化烧损量降低,表面铁皮产生量明显减少,氧化铁皮的厚度减薄。综合轧钢表面检测仪检测、平整机组在线抽查、用户跟踪反馈等信息后得出,SPA-H 钢板表面氧化铁皮缺陷率由0.83%降至0.07%,约降低91.6%。随着上述相关技术措施的纳标推广,其他材质的钢材表面氧化铁皮类缺陷也得到明显改善。
4 结语
采用LEICA DIM5000M 光学显微镜、ZEISS SUPRA 55 场发射扫描电镜和OXFORD 能谱仪检测并分析了SPA-H 耐候钢热轧板表面氧化铁皮压入缺陷,认为导致该缺陷的原因是加热工艺制度不合理,除鳞水压低,除鳞喷嘴安装角度小及轧辊辊面磨削差。采取降低加热段和均热段加热温度、RDT温度,缩短板坯在炉时间,炉后除鳞和机架间除鳞水压力控制≥23 MPa,除鳞喷嘴安装角度≤15°,改善轧辊辊面质量等措施后,SPA-H 钢板表面氧化铁皮缺陷率由0.83%降至0.07%,约降低了91.6%。
猜你喜欢
现代矿业(2021年7期)2021-08-23
粉末冶金技术(2021年1期)2021-03-29
四川冶金(2019年5期)2019-02-18
山东冶金(2018年6期)2019-01-28
中国金属通报(2019年5期)2019-01-03
Asian Journal of Urology(2018年2期)2018-04-19
无机盐工业(2017年5期)2017-03-11
上海金属(2016年4期)2016-11-23
上海金属(2016年3期)2016-11-23
设备管理与维修(2016年6期)2016-04-09