国内紫外像增强器视场瑕疵检测技术研究现状
2024-02-29 14:38丁习文程宏昌张若愚杨书宁党小刚
红外技术 2024年2期
丁习文,程宏昌,2,袁 渊,2,张若愚,2,杨书宁,2,杨 晔,2,党小刚,2
(1.昆明物理研究所,云南 昆明 650223;2.微光夜视技术重点实验室,陕西 西安 710065)
0 引言
紫外像增强器是由光电阴极、微通道板和荧光屏等组件构成的光学器件,其功能是将紫外辐射图像转化为可见光图像。该器件在军事任务中扮演着重要角色[1-2],包括军事目标观察、跟踪、制导和告警等,是现代战争武器装备中不可或缺的成像器件之一。然而,紫外像增强器的视场瑕疵对其探测性能有严重影响,这些瑕疵不仅会降低图像质量和视觉效果,还会损害图像信息的准确性。视场瑕疵主要源于组件材料的自身缺陷和制造过程中引入的污染,而且瑕疵的产生是不可避免的。因此,视场瑕疵检测作为一种辅助手段,旨在筛选出不同视场等级的紫外像增强器,以满足多样化的使用需求。
视场瑕疵检测技术最初是应用于微光像增强器,由于紫外像增强器与其结构相似[3],并且视场瑕疵的特征基本相同,使得该技术在两者之间具有一定的通用性。但是,相较于微光像增强器,紫外像增强器的视场中存在着更多、更复杂的瑕疵。因此,深入研究紫外像增强器视场瑕疵问题并提出更有效的瑕疵检测方法,是当前亟待解决的问题。
鉴于目前国内尚未有对紫外像增强器视场瑕疵检测技术进行全面、详尽的综述文献,于是参考了相应的微光像增强器视场瑕疵检测技术[4-9],通过对相关文献进行了归纳梳理,对紫外像增强器视场瑕疵检测技术展开了研究。研究的重点在于探讨“紫外像增强器视场瑕疵”、“紫外像增强器视场瑕疵检测技术”以及“紫外像增强器视场瑕疵检测技术的未来发展趋势”这三个方面。
1 紫外像增强器视场瑕疵
1.1 视场瑕疵的定义
视场瑕疵更多是基于人类观感的概念,严格来说,视场中所有影响观察的因素都可以被称为视场瑕疵。在机器视觉任务中,需要提供一个可以量化的定义,即在紫外辐射照射下,待紫外像增强器工作状态稳定后,通过采集荧光屏输出的图像并对其灰度值分布进行统计,可以准确辨别出那些灰度值超过平均灰度值10%的图像区域,这些区域呈现出不同的形状图案,被视为视场中的瑕疵[4-6]。
紫外像增强器视场瑕疵主要包括两部分[4]:
1)在无紫外辐射的情况下,加以额定工作电压,观察荧光屏是否存在比周围亮得多的点状、条纹、发射点和其它形状的图案;
2)当有紫外辐射的情况下,正常工作条件下观察荧光屏图像中的各规定区域内是否出现超出规定对比度的亮点及暗点。
图1 展示了紫外像增强器视场图像中的一些典型瑕疵,包括(a)暗点、(b)亮点、(c)条纹状、(d)暗斑、(e)亮斑和(f)发射状。紫外像增强器视场瑕疵通常表现出同一类别但形态各异,与荧光屏背景之间有一定对比度等特点。
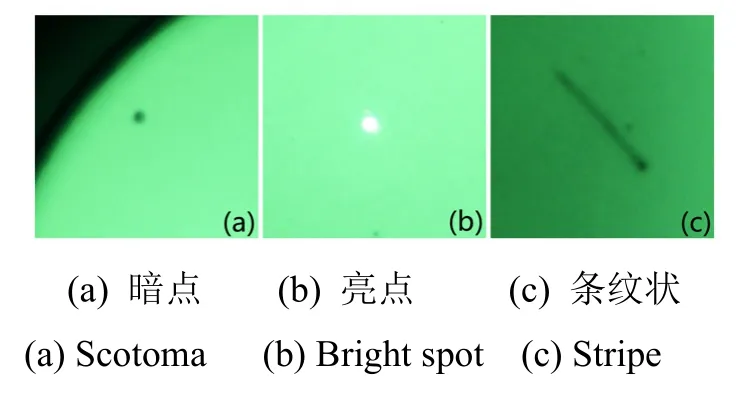
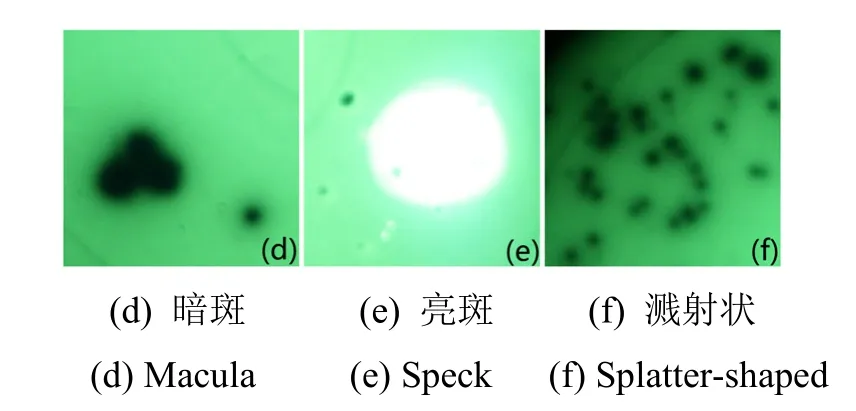
图1 采集的视场图像中典型瑕疵示例Fig.1 Typical defect examples in the field of view image acquisition
1.2 视场瑕疵检测标准
紫外像增强器视场的检测需求很明确,即判别瑕疵的数量、位置、大小。因此一个合格的紫外像增强器,需要在正常工作情况下满足以下标准:
1)在无紫外辐射条件下,荧光屏各区域不应存在固定位置的亮点;
2)在有紫外辐射条件下,荧光屏无干涉条纹且各区域的暗点数量、大小不应超过规定值。
其中,非圆形暗斑的大小用等面积圆点的直径表示;当两个暗斑或更多点之间的距离小于该区域最大点直径时,将所有暗斑看作一个圆形点。
表1 展示了输出窗口直径为18 mm 的紫外像增强器视场暗点的检测标准[6]。

表1 视场中各分区允许不同大小暗点存在的数量Table 1 The allowed number of scotoma of different sizes in each zone of the FOV
1.3 视场瑕疵检测的难点
目前在紫外像增强器视场瑕疵检测中,通常使用人工和机器视觉检测方法。由于视场瑕疵存在特殊的性质,会给视场瑕疵检测带来一定的困难。
1.3.1 同类瑕疵之间存在靠近现象
在紫外像增强器视场瑕疵检测中,同类或异类瑕疵之间出现交叠、靠近的现象非常常见。当多个同类瑕疵相互交叠时,它们往往会被视为一个瑕疵,即每个位置上只会出现一类瑕疵。然而,当同类多个瑕疵之间过于接近时,也会被判定为一个瑕疵。因此,如何处理视场中多个相互靠近的同类瑕疵成为了检测中的一个难题,如图2所示。

图2 同类瑕疵存在相互靠近的情况Fig.2 Similar defects are close to each other
1.3.2 大部分瑕疵占据图像面积小、分布广
通常,普通待检测物体在图片中占据的面积大小一般在1%~50%之间,而且待检测物体的数量也不是很多,因此很容易被检测算法识别出来。
然而在紫外像增强器视场中,瑕疵通常只占整张图片不到1%的面积,而且它们杂乱地分布在绿色荧光屏背景下的各个位置,如图3所示。这无疑给紫外像增强器视场瑕疵检测带来了困难。

图3 视场中小瑕疵数量多、分布杂乱Fig.3 The number of small defects in the field of view is large and the distribution is messy
此外,紫外像增强器视场图像通常是由高清摄像机拍摄的,具有较高的像素,这给后续的数字化处理带来了一些不便。可能需要对图片进行压缩处理,但这样就会导致一些小瑕疵的信息丢失。
1.3.3 不同种类瑕疵存在数量、形态差异
为了确保对视场瑕疵图像的数据分析可靠性,采集了共计1331 张不合格的微光像增强器和紫外像增强器的视场图像样本,并对两者共同存在的各类瑕疵占比情况进行了统计分析(详见表2)。从表中的结果可以观察到,暗点(Scotoma)是占据相当大比例的瑕疵类型,因此其也是视场瑕疵检测中的主要检测对象。其次,根据紫外像增强器视场样本的实际情况,尽管条纹状瑕疵的占比极低,但是它们却呈现出更多样的表现形式,有的发白,有的发黑,并且主要分布在紫外像增强器视场边缘区域。综上可知,在设计瑕疵检测算法时,需要考虑样本数量,并为数量较少且形状复杂的瑕疵设计专门的算法,以实现更准确的检测效果。

表2 样本中各类型瑕疵数量占比情况Table 2 The proportion of each type of defect in the samples
2 视场瑕疵检测技术
2.1 人工检测
人工检测是一种基于人眼直接感知的方法。与微光像增强器可以直接观察荧光屏的输出图像不同,由于设备间可能存在连接不紧密的情况,会导致紫外辐射的泄露,直接观察可能会对人眼造成无法估计的损害。因此,为了操作安全考虑,紫外像增强器的视场瑕疵人工检测需通过图像采集装置进行观察。操作流程如图4所示:待紫外光源系统处于稳定工作状态时,检测人员通过目视检查采集到的紫外像增强器视场图像来判断是否存在瑕疵,并确定其位置和大小。

图4 人工检测示意图Fig.4 Manual detection diagram
紫外像增强器视场瑕疵的人工检测方法简单易行、操作灵活,并能够较准确评估视场瑕疵的严重程度。与此同时,紫外像增强器需要借助图像采集装置,因此在采集过程中不可避免地会引入噪声,会干扰视场瑕疵检测的最终结果。
2.2 机器视觉视场瑕疵检测
机器视觉检测方法在紫外像增强器视场瑕疵检测中相较于人工检测方法具有优势,可以利用算法消除部分噪声的影响,有效提高视场瑕疵检测准确率。基本流程如图5所示,包括以下3 部分:

图5 基于机器视觉瑕疵检测流程Fig .5 Defect detection process based on the machine vision
1)图像采集
利用紫外光源、相机等设备获取待测紫外像增强器的视场瑕疵图像;
2)图像预处理
对采集到的视场图像进行去噪、增强等处理,旨在消除图像采集过程中引入的噪声和模糊,以便进行后续的瑕疵检测;
3)瑕疵检测
包括视场瑕疵的特征提取、特征筛选和分类器的使用,其主要任务是利用从视场图像中提取到的有效特征信息进行瑕疵的判别。
2.2.1 基于图像阈值分割算法
紫外像增强器视场中的瑕疵灰度特征相似或接近,而与荧光屏背景的灰度特征则有明显差异。阈值分割法就是通过设定适当的灰度阈值,将视场图像的像素点分为荧光屏背景和瑕疵两类,从而图像被分离成多个不重叠的背景区域和瑕疵区域。
由于实现简单、计算量小且性能较稳定,阈值分割法成为视场瑕疵检测中最基本且应用最广泛的方法之一。其中阈值的选取是图像阈值分割方法的关键,如果阈值过小,会将噪声误判为瑕疵;而阈值过大,则可能忽略一些变化不明显的瑕疵。
关于灰度阈值的确定方法。许光正等人[4]根据视场图像平均灰度的30%设定了固定阈值,首次实现了用CCD 成像系统代替人眼进行像增强器的瑕疵检测,主要适用于荧光屏背景和瑕疵灰度值区别明显的情况。该方法不仅能统计瑕疵的数量,还可以对瑕疵进行初步定位,提高了视场瑕疵检测效率并具有较强的实时性。王吉晖等人[5]在此基础之上根据视场瑕疵在荧光屏背景不同区域灰度区别较大的情况,采用了多区域阈值的方法。将视场图像分为中心、中间和边缘3 个区域,并分别设定了10%、10%、40%的不同对比度阈值。进一步提高了像增强器视场瑕疵测试的精度要求。
赵清波等人[6]为满足不同检测环境采用了可调节阈值的方法,通过计算邻近3 个像素点的灰度特征值方差,当方差超过预设阈值时,将该点标记为瑕疵。该方法可以解决瑕疵目标与荧光屏背景的灰度值区别不明显的情况,可以根据视场图像的具体情况手动调节以达到最佳的检测状态。
2.2.2 基于图像边缘分割算法
基于边缘分割的方法利用视场图像中瑕疵目标与荧光屏背景之间灰度值的不连续特性,可以通过微分的方式检测出它们之间的交界线。常见的边缘检测算法包括一阶微分边缘检测算子(Robert 算子、Prewitt算子、Sobel 算子等)和二阶微分边缘检测算子(Laplace 算子、Canny 算子等)两大类。
富容国等人[7]设计了一种类似于Robert 边缘算子的简化算法,用于检测视场瑕疵的边缘。随后再将识别到的边缘像素点标记为红色,最后使用黄色框体对该区域进行标记,最后检测效果如图6所示。这种方法可以简便、快速地检测紫外像增强器视场中的瑕疵,但在实际测试过程中会偶尔出现瑕疵边缘定位不准确的情况。

图6 基于简化版Robert 算法的视场瑕疵检测Fig.6 Defect detection based on simplified Robert algorithm
二阶微分边缘检测算法相较于一阶算法对瑕疵的定位更加准确,但对噪声敏感。杨琦等人[8]就在图像降噪处理后使用Canny 算法去识别视场瑕疵的边缘,如图7(a)所示,然后,参考区域生长算法的思想,从瑕疵的内部向边缘逐渐代替原有的灰度值,呈现的结果如图7(b)所示,达到了较为良好的紫外像增强器视场瑕疵检测效果。
图7 基于Canny 算法的视场瑕疵检测Fig .7 Defect detection based on Canny algorithm
2.2.3 基于信噪比的检测方法
阴极面损伤、高压放电、微通道板盲孔、以及工艺过程等因素都可能导致紫外像增强器视场出现各种形状的瑕疵[8]。换句话说,瑕疵的出现实际上意味着该区域存在局部器件故障问题,因此也会在某些检测中得到体现。
周斌等人[9]就采用了一种基于噪声理论的时空信噪比瑕疵检测方法。时空信噪比是一种综合考虑时域和空域信息的信噪比度量方式,用于衡量信号在时间和空间上的质量和强度。该方法能够达到像素级的测试精度,并且不受瑕疵形状和位置的限制,可以实现瑕疵的快速、准确检测。实验过程中在荧光屏坐标为(98,100)的位置故意引入了一个瑕疵。图8 展示了基于时空信噪比检测方法的结果,其中显示在Y=100和X=98 的位置(即红框标注的地方)信噪比出现了明显的差异,这与事先人为引入瑕疵的位置完全相同。

图8 在荧光屏中人为引入1 个瑕疵的测试结果Fig.8 The test results of intentionally introducing one defect on the fluorescent screen
2.2.4 机器视觉检测方法的对比
机器视觉技术在紫外像增强器瑕疵检测领域扮演着重要角色,不同检测技术的对比如表3所示,其主要特点是结合了快速和自动化。相比于人工检测方法,机器视觉技术能够更快速、便捷地检测出瑕疵,从而显著提高了检测的质量和效率。
2.3 目前检测方法存在的不足
综上所述,对人工检测和机器视觉检测存在的不足进行了归纳总结。
人工检测方法存在的不足:
1)检测结果受检测人员的主观因素影响较大,不同人可能对同一视场瑕疵存在判断差异;
2)人工检测速度较慢,面对复杂视场瑕疵情况容易漏检或重复计数,并且长时间的目视观察会导致视觉疲劳,从而影响检测的准确性;
3)劳动力成本高。紫外像增强器视场情况复杂,视场瑕疵检测需要培养专业的检测人员。
机器视觉技术相较于人工检测效率有所提升,但也存在着以下一些不足:
1)对检测环境要求较高。在实际应用过程中噪声干扰、目标遮挡以及光源变化会影响检测效果;
2)处理能力不足。机器视觉技术基于人工设计特征,无法考虑到视场中所有可能出现瑕疵的情况,因此在处理复杂形状的瑕疵(如条纹、发射状等)时相对较弱,需要人工干预来辅助检测或者重新设计特殊的算法来解决;
3)没有完善的评价指标。在调研的文献资料中,均未提及可以量化的检测方法评价指标,无法直观地衡量不同检测方法之间的性能提升程度。
通过对人工检测以及机器视觉检测进行对比分析,如表4所示。表明了无论是人工检测还是机器视觉检测在面对紫外像增强器的复杂视场瑕疵情况下均存在着检测效率不佳的问题。因此,需要一种新的紫外像增强器视场瑕疵检测方法来解决当前存在的不足和挑战。

表4 人工检测与机器视觉检测的对比Table 4 Comparison between manual detection and machine vision detection
3 发展趋势
针对当前视场瑕疵检测方法的局限,相关领域研究人员正在积极探索更有效和更具鲁棒性的视场瑕疵检测方法,特别是随着深度学习技术的不断完善,为视场瑕疵检测的发展带来了巨大的机遇。
深度学习的概念源自于人工神经网络,它是一种具有深层结构的神经网络,能够自动学习和提取输入数据的特征,可以在一定程度上解决之前机器视觉检测中面对复杂情况检测效果不佳的问题。同时,基于深度学习的瑕疵检测技术有着相对完善的评价指标,便于直观评价不同算法的性能优劣。
国内已经有许多基于深度学习技术的其他工业领域瑕疵检测成功案例。其中,国内海康威视公司自主研发的Vision Master 算法平台[10],包含了上百种功能完善、性能优秀的深度学习图像处理算法,可满足工业中定位、测量和识别的检测需求,如图9所示。其在2018年发布的“合智能”系列摄像机[10],嵌入了多种高效的深度学习算法,适用于各种复杂场景,能够轻松实现瑕疵图像的采集和分析,显著提高了瑕疵检测的效率。此外,还有凌华科技、大恒图像、视觉龙、凌云光子、OPT、三姆森和微视图像等国内公司也在开展基于深度学习的瑕疵检测技术研究[11]。

图9 海康威视Vision Master 算法平台的检测效果:(a)表面亮斑;(b)表面划痕;(c)形状异常;(d)轮廓残缺;(e)划痕检测;(f)字符缺陷;(g)崩边检测;(h)污渍检测;(e)划痕检测;(f)字符缺陷;(g)崩边检测;(h)污渍检测Fig.9 The detection results of Hikvision's Vision Master algorithm platform:(a)Surface speck;(b)Surface scratch;(c)Shape anomaly;(d)Contour incomplete;(e)Scratch detection;(f)Character defect;(g)Edge collapse detection;(h)Stain detection
目前,基于深度学习的瑕疵检测方法[12]大致有以下几种:卷积神经网络(convolutional neural networks,CNN)、全卷积网络(fully convolutional networks ,FCN)、自编码器(auto encoders,AE)、残差网络(residual network,ResNet)、深度置信网络(deep belief network,DBN)以及循环神经网络(recurrent neural network,RNN)。同时,将深度学习相关研究在其他工业领域瑕疵检测的应用进行了部分梳理汇总,详情见表5。

表5 基于深度学习的瑕疵检测的部分研究应用Table 5 Some research applications of defect detection based on deep learning
可以看出,基于深度学习的瑕疵检测技术已经在其他工业领域得到了广泛的应用。在相对复杂的瑕疵情景下,尤其是针对小瑕疵的TFT-LCD 以及手机屏幕等场景,深度学习技术都表现出了出色的检测效果。通过这些实践证明,可以得出结论:基于深度学习的瑕疵检测技术在紫外像增强器视场领域有十分广阔的应用前景,可以进行相应的尝试。
4 总结
视场瑕疵检测技术在紫外像增强器制造中扮演着至关重要的角色,它的目的是对产品进行质量筛选。目前,虽然人工检测和机器视觉检测在紫外像增强器视场瑕疵检测的研究方面已经取得了可观的效果,但在实际应用中仍存在检测效率不高的问题,这在一定程度上限制了它们的实用性。
相比之下,基于深度学习的瑕疵检测技术已经在部分工业领域取得了优秀的性能表现。为了能够有效解决现阶段紫外像增强器视场瑕疵检测领域存在的一些检测难点,例如瑕疵分布杂乱、瑕疵尺寸较小以及检测过程中需要人工辅助判别等。并且能够进一步提高紫外像增强器视场瑕疵检测的准确性和鲁棒性,以实现更加智能化视场瑕疵检测的目标。基于此,建议在紫外像增强器视场瑕疵检测领域应用深度学习技术。
猜你喜欢
红外技术(2022年12期)2022-12-24
红外技术(2022年8期)2022-08-23
中国光学(2021年6期)2021-11-25
红外技术(2021年9期)2021-10-08
中国医疗设备(2019年1期)2019-01-15
红外技术(2017年8期)2017-03-22
激光与红外(2015年10期)2015-03-23
中国医学装备(2012年8期)2012-01-26
中国疗养医学(2010年4期)2010-02-17
青年文摘·上半月(1984年7期)1984-11-01