
基于薄板成形精度的白车身总成定位及接头设计研究
2024-03-13 08:58王高祥周江奇
模具工业 2024年2期
王高祥,周江奇
(江苏火星石科技有限公司,江苏 常州 213000)
0 引言
中国新车质量研究(IQS)显示[1],2022 年行业层面中国新车质量问题数(PP100)设计类缺陷比例达67%,消费者对新车质量抱怨的增长主要来源于设计缺陷。进一步研究发现[2],新车质量中如驾驶舒适性、操控性、车内外风噪、车门车窗泄漏等与消费者体验紧密相关的尺寸精度类问题占43%,因此白车身质量(以尺寸精度衡量)的高低反映了整车性能的优劣,成为参与市场竞争的关键,以尺寸精度为主要评价指标的白车身质量一直作为主流车企核心竞争力加以建设和维护。
白车身是已完成空间框架结构的焊接、铆接等装配联接但尚未涂装的整车金属骨架,包括引擎盖(电动车称为前盖)、左右侧门、尾门等部件。白车身一般由数百个具有复杂几何空间曲面特征的钣金成形件或一体化铸造零部件[3]通过一系列制造单元经装配、焊接而成(联接点有3 000~5 000 个),因此制造过程复杂,工艺层级多,链路长,影响其制造尺寸精度的因素众多,涉及零件设计与制造、工装夹具设计及安装调试、装配操作过程(含输运)以及测量过程等多个方面,且这些方面尺寸偏差因素常会相互耦合,导致解耦及质量改进困难。
国内外整车及零部件制造企业的实践表明[4-5]:在制造阶段为了保证白车身尺寸精度质量,需要了解和掌握白车身零部件装配与焊接内在规律,采用先进的技术、质量管理方法和质量检测手段,监控白车身装配与焊接误差及其变化趋势,使白车身的装配与焊接质量得以改善。但研究结果也表明尺寸精度的进一步提升有赖于零件设计的改善,如图1 所示。在众多影响因素中,设计阶段的工作起到决定性作用,较多的现场问题来自于设计缺陷及其与制造过程耦合因素的考虑不周。白车身零部件之间通过接头装配,其接头几何特征成为影响装配体精度的关键因素之一。R MANTRIPAGADA 等[6]根据装配偏差产生的方式将接头联接要素分为两类:配合(mate)与接触(contact),配合指建立零部件间尺寸关系的联接要素,而接触指只起联接作用,对装配后的尺寸偏差没有影响的联接要素,但其研究没有涉及柔性特征的钣金装配场景。在白车身装配中还涉及零件与工装的支撑或夹紧联接(以下称为辅助联接)。辅助联接要素也存在加工及制造偏差,会成为对联接过程产生偏差影响的潜在因素。配合联接要素具有不同的类型且其偏差影响与装配顺序密切相关,在接头设计时,首先需要建立配合联接要素,最后完成接触辅助联接。N TAKEZAWA[7]为研究装配操作对装配体的影响,提出了实现白车身零部件装配动作的PCWR 模型:装配时首先放置(place,P)零件到指定工位,按照零件定位布置有序夹紧(clamp,C)零件,有序实施焊接(welding,W)等联接操作,联接完成后释放(release,R)夹紧机构并输送零件至下一工位,其研究对工装要素在批量生产场景下的装配精度影响尚欠深入分析。在当前工程开发实践中,在车身设计阶段采用DFA 等定性设计方法支持,而具体装配工艺对零件接头设计尺寸精度影响的量化分析方法相对欠缺,较难保证零件结构尺寸质量的一致性。

图1 影响白车身精度的设计因素及其他
现从零件设计方面分析白车身典型总成的接头特征及影响尺寸精度的关键耦合因素,并以某大型电动车SUV 后侧围内板总成为例,建立装配接头及定位要素分析模型,结合白车身多工位装配场景,对多工位装配尺寸链的形成进行优化设计,形成关键总成尺寸设计规范或原则,有效控制并减少尺寸偏差影响因素,实现批量生产条件下关键总成实际装配精度质量的快速控制。
1 白车身薄板总成装配特征分析
对于白车身薄板零件,其典型的焊接区域(接头)呈片状几何特征,以方便施加点焊联接。由于薄板接头区域在装配完成前不能保证零件的定位,结构设计时一方面需要根据总成的功能需求确定接头装配方向(尽量符合车身坐标方向);另一方面要对零部件进行合理的定位设计,以便实施PCWR操作。基于冲压钣金件模具制造工艺的特点[8],位于零件轮廓周边的匹配面特征常采用成形、翻边、侧整形、切边等工序加工而成,其制造精度比定位的几何特征(一般设计在零件中间区域)低。参考文献[7]对汽车柔性薄板件装配测量数据的回归研究指出,基于刚体假设的误差累积理论难以适用于轿车车体柔性薄板冲压件的装配,其装配误差可以小于零件偏差,并接近于刚性较大的零件,可见零件的几何特征状态(尺寸波动)与装配过程各种要素的耦合作用使刚性原则不能完全适用。为充分考量结构设计阶段各要素对尺寸精度的影响,建立零件装配特征表达模型,图2 所示为典型的接头特征及其与装配顺序的耦合作用。图2(a)中若σ1、σ2为关键尺寸方向上参与装配的冲压零件偏差,则σ为联接完成后关键尺寸偏差,3 种常见装配联接接头(搭接、对接与角接)装配偏差的吸收特性不同,搭接接头对上游偏差可以完全吸收,因此装配的尺寸精度主要受工装定位精度及联接工艺影响;不同装配顺序对相同总成的装配精度影响也具有显著性,如图2(b)所示,因此在结构设计阶段,需要合理利用装配顺序以达到有效控制装配精度的目的。
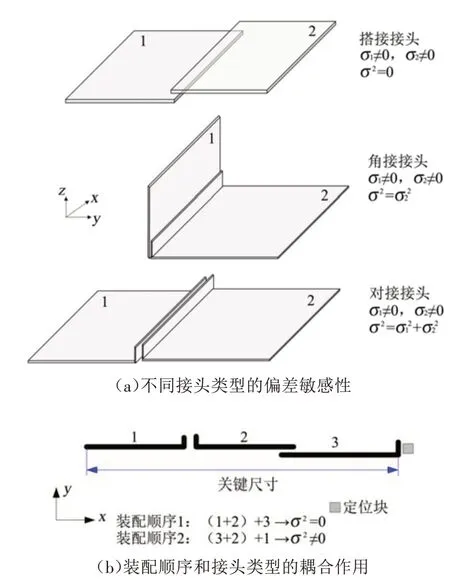
图2 接头特征及其与装配顺序的耦合作用
装配定位要素的选择与设计一般根据已拆分零部件的尺寸及“N-2-1”定位原则(N≥3)进行,以准确控制零件处于装配状态,包括片状接头区域的位置状态。与接头区域的几何特征类似,定位设计也体现在零件上的几何特征,如精度较高的孔位、成形稳定性较高的冲压沉台面等,但工程实际中选择更容易进行工装布置的零件轮廓特征,如未参与本级联接的焊接翻边或接头。定位几何特征和接头几何特征构成零件的精度特征组合,由于白车身制造属于大批量生产,PCWR 过程中关键定位元件(如定位销、定位块)的磨损会导致零件定位关系发生变化,导致制造精度下降(波动性增加)。同时装配工位呈多工位流水线布置,因此末工位总成的尺寸精度会受到前置装配工位精度几何特征偏差传递的影响。
考虑薄板件精度分析的复合因素,采用有向图对复杂零件装配几何属性及装配关系进行表达,如图3所示。匹配特征由对应接头数模中的若干元平面表示(取半径等于R0.5 mm、高度等于板厚的实体表面,含其方向矢量),同样地,零件定位特征由对应的定位元平面及其方向矢量表示。图3(a)所示为装配联接有向图,其中M 表示零部件上的若干匹配面特征,L 为对应的若干定位特征,图3(b)所示为实物总成D柱内板上段与中段总成。
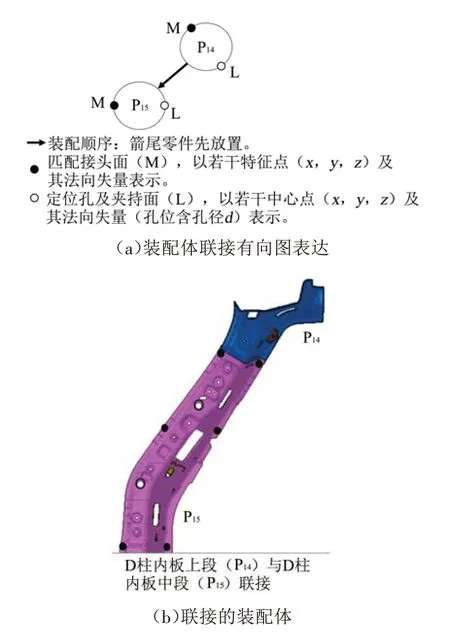
图3 车身零部件联接的装配特征有向图表达
结合装配工艺设计,任何装配体的有向图可以建立以接头几何特征为基础的装配过程尺寸偏差传递关系(模型),能够对零件设计及装配工艺设计方案进行精度分析,为设计阶段提供量化评价依据以获取制造精度更优的设计方案。
2 薄板总成装配定位工装对零件特征的影响
刚性体的完全定位需要满足“3-2-1”原则,以限制其6 个自由度。一般对薄板装配的定位采用“N-2-1”原则,如图4 所示,其中零件上圆孔特征控制零件主平面上2 个方向(x和y向)的移动自由度,槽孔特征控制平面的1 个转动自由度(工程上也有把槽孔改用圆孔,配合用菱形定位销),所布置的N个夹紧面(N>3)控制垂直零件平面方向(z向)上1个移动自由度和2个转动自由度。考虑薄板件在外力作用下容易弹性变形的特性,当工装夹紧面(与零件夹紧面对应)存在制造或安装偏差时,约束定位(包括过约束)造成装配过程夹紧状态下零部件的变形,并以内应力形式保留在装配体中,此时完成联接(W)后释放定位(R),内应力释放表现为零部件的变形,这些变形可能集中出现在接头处和定位销孔处而产生不利影响。
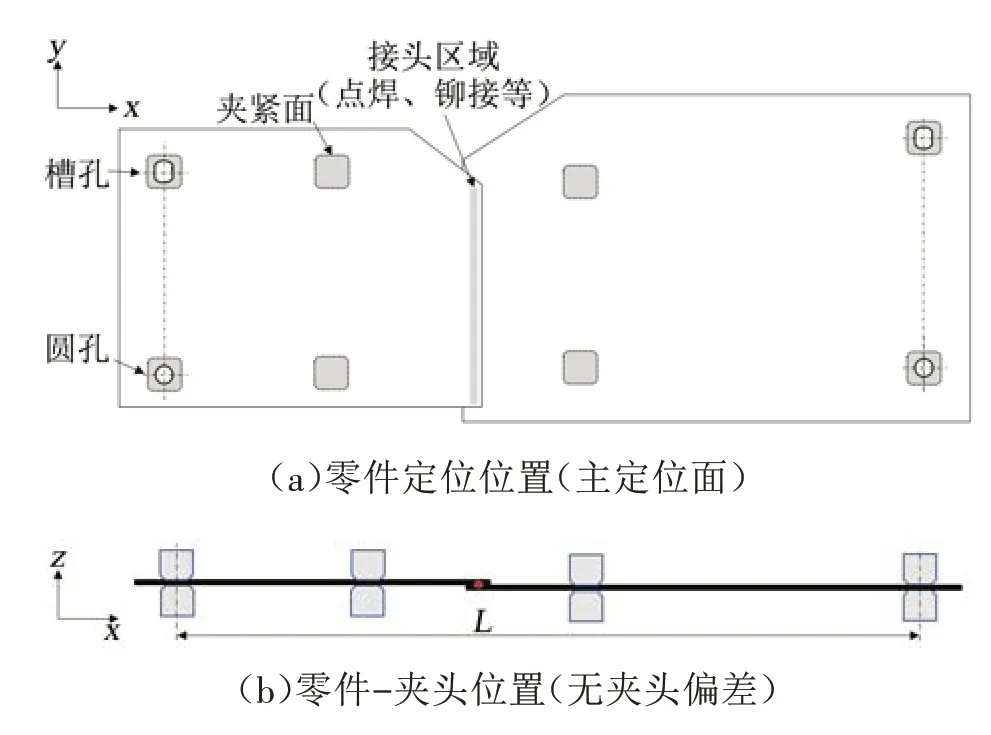
图4 薄板零件N-2-1定位设计示意图
图5 所示为上述定位块要素存在偏差时经PCWR流程后对总成总体尺寸L的影响,其中,Δ1、Δ2是薄板件定位面要素相对于基准(圆孔处基准)的偏差,Δ3、Δ4是联接完成后薄板件因为受内力变形造成的偏差,ΔL则是总成件总体尺寸与理论尺寸的偏差。由图5 可以看出,由于局部变形而产生的弹性内应力将产生2 个方面的影响:一方面是在装夹状态进行焊接时(CW),对约束其变形的定位要素(定位销、定位块)产生反作用力;另一方面在释放夹紧力后(R),内应力释放对总成件尺寸产生变化(ΔL)。

图5 定位要素偏差影响装配尺寸精度
由图5可以看出,随着装配层级的增加,零部件尺寸随之增加,尺寸增加可能出现累积较大的尺寸波动。工程上工装定位销与零件定位孔的匹配一般属于间隙配合(0.1~0.3 mm),薄板装配的PCWR过程产生的内应力及变形对定位孔处的定位销有影响,易产生批量制造质量问题:关键尺寸的变化、零件关键定位特征的变形损坏或工装定位销的非正常磨损。为了进一步定性分析ΔL,研究建立弹性薄板件定位偏差分析模型,如图6所示。

图6 弹性薄板件定位偏差分析模型
图6 中l1、l3为接头至销定位距离,l2、l4为发生偏差夹头至接头距离,θ1、θ2为有夹头偏差时夹紧状态的零件偏离角,ΔN为相应的接头名义偏差,ΔJ为接头实际偏差,根据弹性变形原理,获得如下接头偏差关系:
其中,ξ为接头定位偏差系数,受薄板件结构刚度、零件加工偏差、联接装配工艺等变形因素影响,该研究中仅对夹头偏差进行分析。
3 后侧围内板总成案例分析
某车型后侧围内板总成如图7 所示,工程方案采用15 个薄板件(略去支架等构件)在冲压成形后经多个装配工位点焊而成,其联接关系主要由2 类组成:一是满足零件尺寸延伸,以搭接接头为主;二是形成结构体,以对接接头为主,如表1所示。根据上述分析,尺寸延伸类联接易受支撑块偏差影响,引起夹持(C)及焊接(W)时,释放定位(R)后零件变形而产生不利影响,需要加以分析。在工程开发中,定位支撑面特征的选择(包括位置和数量)受多重因素影响,一般根据零件的形状、定位孔位置、零件刚性(与零件成形特征设计、材料种类、成形工艺等相关)、联接工艺空间可达性、工装结构合理性等进行综合考量。定位面数量除了满足零件主基准平面定位要求外,为了补偿零件成形偏差、上级装配综合偏差、联接工艺输入偏差及累计偏差的作用,额外设置若干个支撑面。以C 柱加强板总成为例分析零件及定位偏差对装配的影响,该总成的组成及装配关系如图8所示。
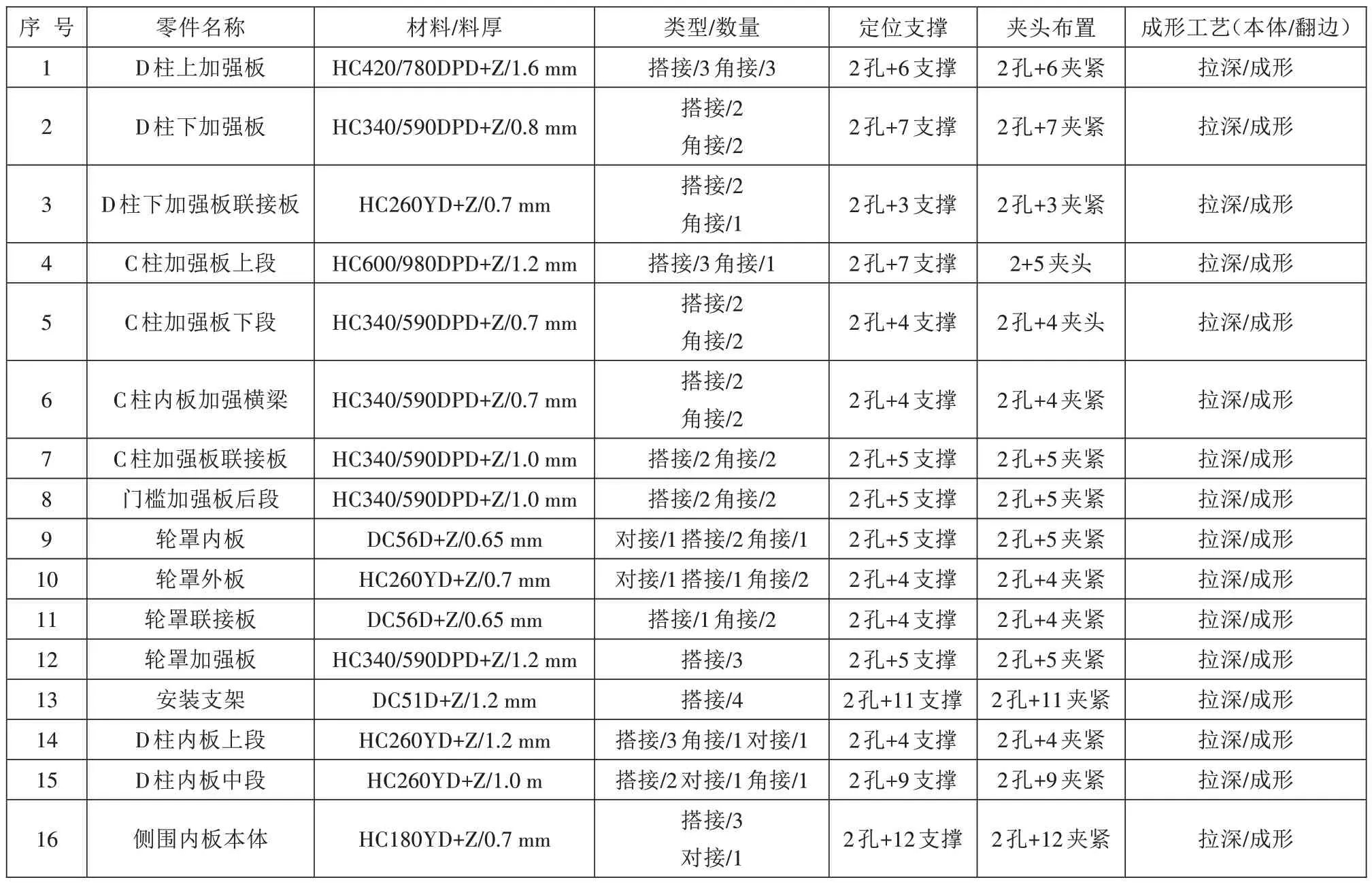
表1 后侧围内板总成接头及支撑面特征信息

图7 后侧围内板总成及其组成
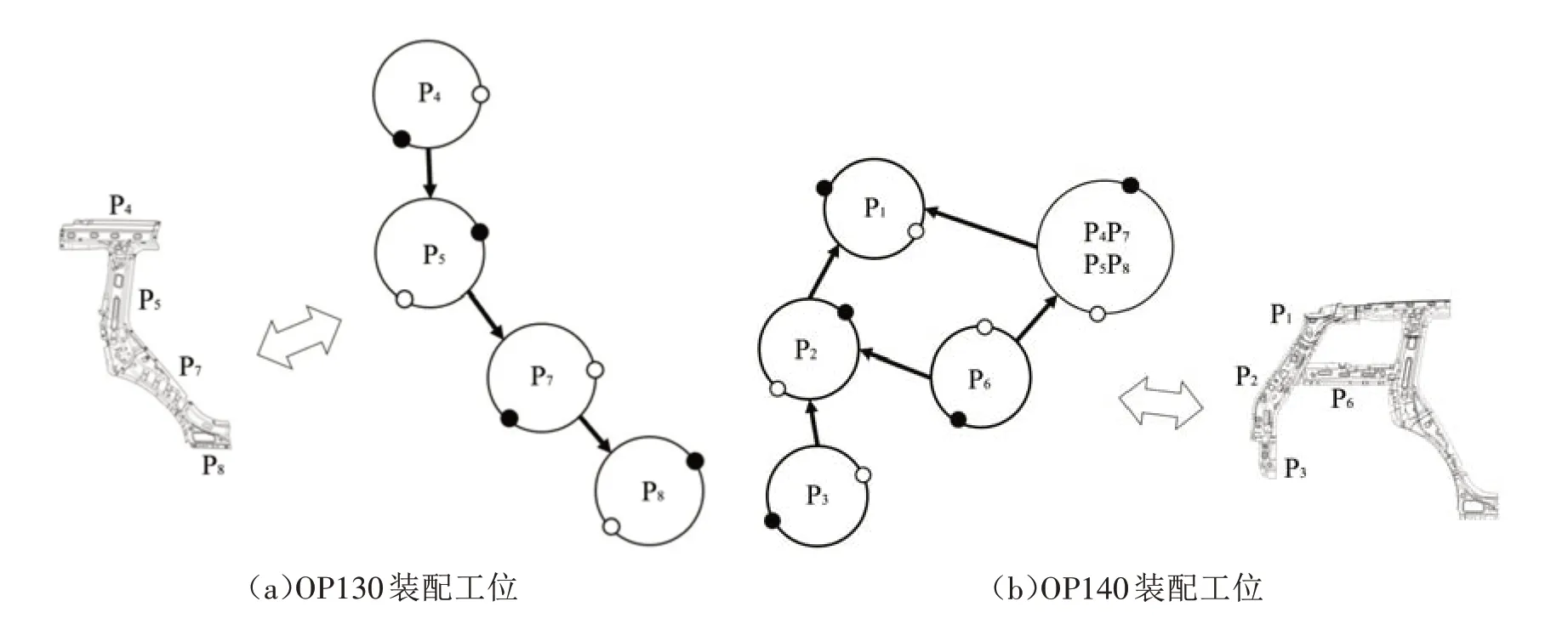
图8 C柱加强板总成及其装配关系
C 柱加强板总成是后侧围内板的主要部件之一,主要由薄板冲压件P4、P5、P7、P8搭接而成(见图8(a)OP130 装配工位),其本级联接即为尺寸延伸类联接,下一级则经OP140 装配工位对接联接(见图8(b)),该总成与侧围内板本体分总成、D柱内板分总成等对接而形成后侧围内板总成。计算定位偏差影响时,采用几何公差(GD&T)标注的冲压件支撑型面、搭接边及支撑用翻边的公差设定,如表2 所示,其中带#号的数字为零件采用的定位要素代号,IPL 为分离式销及定位块方式,案例实际没有采用(IPL=无),过定位要素的制造偏差(成形偏差及定位夹头偏差)引起零件上尺寸偏差或定位销孔变化。案例中C 柱加强板上段若设置过定位元素8#,将引起总成在长度方向较大的波动量,门槛加强板后段若设置过定位元素6#,则销孔位置在其法向的运动可能出现销钉与销孔摩擦现象。
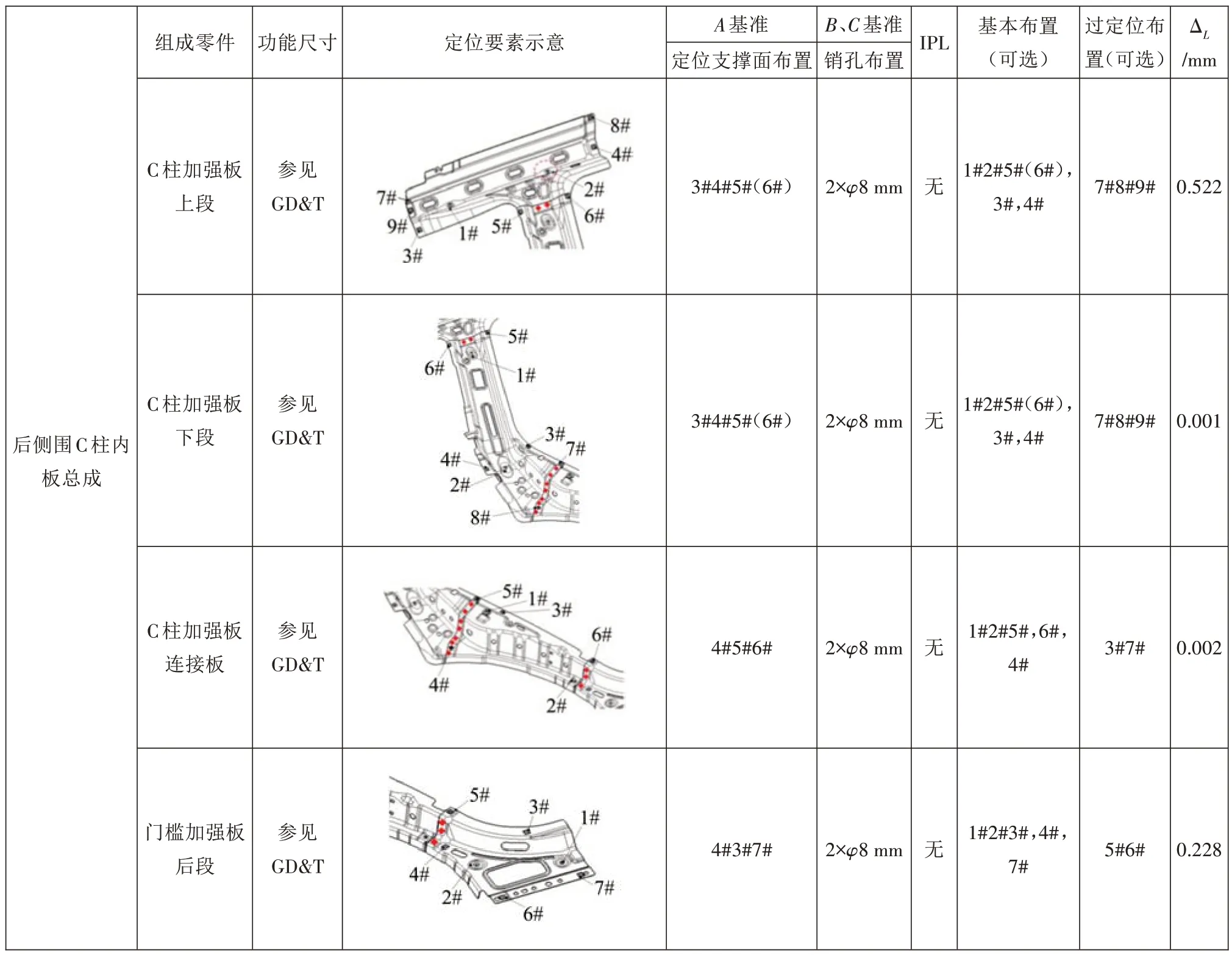
表2 零件过定位要素对PCWR过程影响分析
根据分析结果,与原设计对比后进行优化,主要在3 个方面提出改进:①对进入优化方案的成形特征面精度要求不能仅按未注公差要求执行,需根据具体工艺提出关键控制项;②对工装开发的定位支撑面布置方案进行功能尺寸评估,保证同组支撑面的平面度要求,而不只是单个要素;③避免设置额外定位面,尤其要注意对白车身零件B、C基准的过约束定位。
4 结束语
车身薄板结构的接头型式与装配定位设计影响总成的制造精度,零件结构的设计要素(接头与定位布置等)与白车身制造工艺的高度耦合是造成车身质量波动的主要因素。针对工程设计中存在的零部件过定位设计现象,在分析典型接头几何尺寸偏差特点基础上,对零件成形偏差与定位要素偏差在多工位条件下的相互影响进行量化分析,提出面向装配工艺的零件结构设计评价方法,为白车身关键总成在优化设计阶段的工程方案提供参考。
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30
世界汽车(2022年11期)2023-01-17
数学物理学报(2021年3期)2021-07-19
防爆电机(2020年6期)2020-12-14
重型机械(2020年2期)2020-07-24
模具制造(2019年4期)2019-06-24
焊接(2016年5期)2016-02-27
Coco薇(2015年10期)2015-10-19
焊接(2015年10期)2015-07-18
汽车维修与保养(2015年7期)2015-04-17
