基于有限元的热力耦合场匣钵运动分析与优化
2024-03-19 11:52张志成胡有章张旭辉周稼辉
储能科学与技术 2024年2期
彭 可,张志成,胡有章,张旭辉,周稼辉,李 彬
(湖南师范大学工程与设计学院,湖南 长沙 410081)
目前,锂电池产业已成为清洁能源产业的重要组成部分,广泛应用在储能、动力等领域[1,2]。锂离子电池正极材料作为锂离子电池的关键材料,随着储能等行业的快速发展,市场对其质量要求越来越高,因此我国锂离子电池正极材料的生产工艺和生产设备的技术水平亟需得到进一步提升[3]。在锂离子电池正极材料烧结自动化生产线上,烧结工艺是锂离子电池正极材料生产的关键一步[4]。目前市场上主要的烧结反应设备是辊道窑,辊道窑是以旋转辊道为载体进行连续烧制的窑炉[5],辊道窑内的温度场是影响烧结产品质量的重要因素[6]。锂离子电池正极材料在辊道窑烧结过程中,匣钵作为装载锂离子电池正极材料的载体,伴随着辊道窑中辊棒的转动向前移动[7]。但匣钵在向前运动过程中容易出现横向运动现象,偏离其预期直线,从而使得匣钵在辊道窑烧结过程中受热不均,导致匣钵损坏和锂离子电池正极材料的质量不稳定[8-11]。尤其当匣钵异常运动行为严重时,轻则窑内产生拥堵,重则导致匣钵破碎[12],损坏生产设备,增大生产成本,如图1所示。因此,研究辊道窑中匣钵产生异常横向运动的原因并对此加以改善,对锂电池产业的发展具有重要的意义。
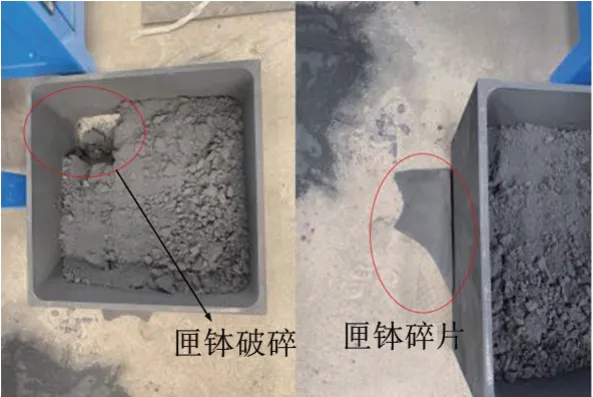
图1 匣钵破碎及其碎片Fig.1 Sagger crushing and its fragments
近年来,为解决辊道窑烧结过程中的匣钵运动异常问题,有学者对其原因进行了一定的研究并提出了相关解决技术和方法。Darko Krmpotic[13]通过在双通道陶瓷辊道窑温度不稳定区进行快速检测,发现在辊道窑温度高于1100 ℃的最热部分易出现生产故障,当温度下降超过5 ℃时,该位置会发生质量故障,因此温度的分布不均匀会导致辊道窑内出现异常情况。田力[14]通过更改辊道窑的工艺配方参数来影响温度均匀性,并采用BP 神经网络和遗传算法得到最优工艺配方参数,从而改善辊道窑温度场的均匀性。姜永正等[15]基于柔性动力学分析柔性辊道对匣钵运动特性的影响并对辊棒进行刚柔性对比,得出了辊棒在重力场下产生的柔性变形是导致匣钵出现横向运动的主要原因,通过增大辊棒的刚度来减轻烧结过程中匣钵的异常横向运动现象,但未考虑辊道窑中的温度场对匣钵异常横向运动的影响。奚慧春等[16]认为辊棒产生弯曲变形的原因是其受到了高温热载荷和压力载荷,通过对辊棒进行受力分析并提出了一种变截面辊棒,使得辊棒各截面的弯曲正应力一致,从而改善辊棒的抗弯曲能力。Michal等[17]采用多体动力学方法对刚体在辊道上的运动进行数值模拟分析,结果表明造成刚体异常偏移运动的主要原因是承载刚体的辊棒的弯曲程度大于空载辊棒的弯曲程度,且辊棒中部的弹性变形量较外侧更大,使得不同位置刚体的接触力和摩擦力不同,导致辊棒中部刚体的轨迹差大于外侧刚体的轨迹差,通过在辊道中间增加支撑和提高辊棒刚性的方法,改善辊道输送过程中的异常偏移运动。
综上所述,以往对于匣钵异常运动行为的研究主要以单独温度场、单独重力场以及辊棒的受力分析为主,并通过提高辊道窑内温度场均匀性或改进辊棒的结构尺寸来改善匣钵异常运动现象。但仅单独考虑重力场或温度场存在较大的局限性,未能真实反映出辊棒的受力变形情况和匣钵的运动状态,使得辊棒挠度的调整不合理,解决匣钵异常运动问题的效果较差。因此,现需研究在温度场和重力场共同作用下对匣钵异常运动的影响,进一步改善匣钵异常运动现象。
本工作基于上述研究,利用有限元法对热力耦合场下的匣钵运动特性进行分析与优化。
1 辊道-匣钵传动模型
本工作以辊道-匣钵传动简化模型作为研究对象。辊道窑主体部分—烧结炉由于温度较高,为满足辊棒的耐热性要求,本工作辊棒的材料选取碳化硅,弹性模量和泊松比分别为100 GPa 和0.2。采用的辊棒直径为50 mm,辊棒总长度为2545 mm,由于辊棒需安装在轴承上,辊棒实际有效支撑长度为2397 mm,相邻辊棒的轴心间距相同且均为110 mm。单个匣钵尺寸为330 mm×330 mm×330 mm,装满锂离子电池正极材料后单个匣钵总质量为40 kg,匣钵初始间隙为1 mm。为简化计算,对辊道-匣钵传动结构进行简化,选取4 个匣钵以1 mm 为间距作为一排并放置在辊道上方,再通过Solidworks 进行建模,模型如图2、图3所示。
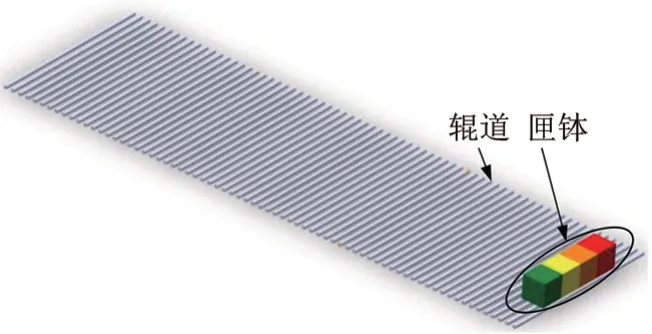
图2 辊道-匣钵传动简化模型Fig.2 Simplified model of roller conveyor-sagger transmission
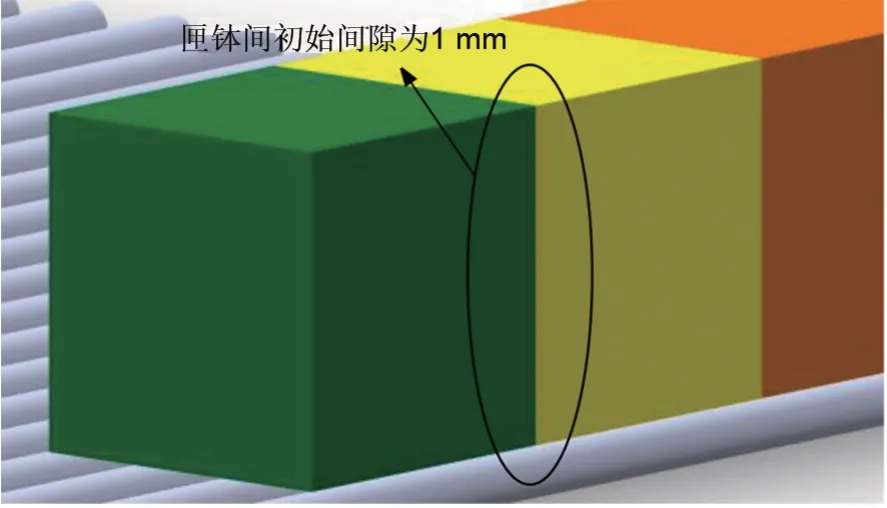
图3 传动模型放大图Fig.3 Enlarged view of the transmission model
2 匣钵受力分析
因匣钵质量分布均匀且视为刚体,可将匣钵视为一个质点。考虑辊棒的弹性变形,辊道两端与a点间的夹角分别为θ和θ1,匣钵的质量为m,辊道与匣钵间的摩擦系数为μ,匣钵在辊道上所受的支持力为FN,匣钵在辊道上的受力正视图如图4所示。
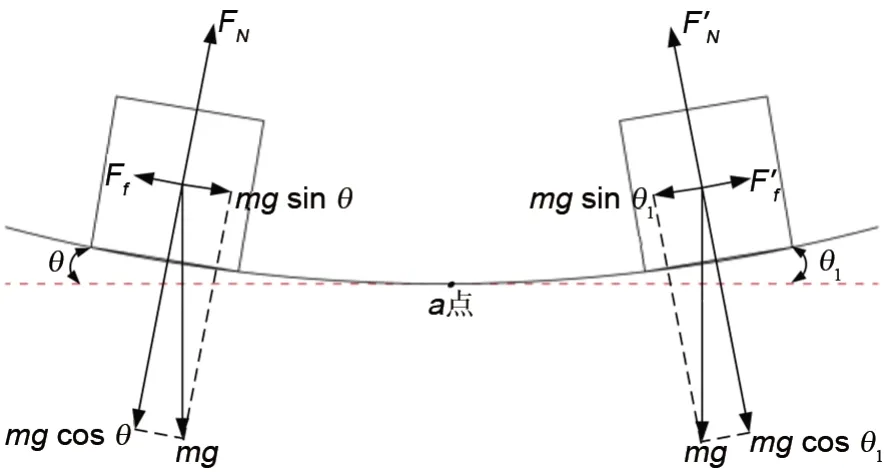
图4 匣钵受力正视图Fig.4 Front view of the force on the sagger
若匣钵与辊道间没有发生相对滑动,匣钵所受的静摩擦力Ff1的表达式如式(1)所示:
若匣钵与辊道间发生相对滑动,匣钵所受的滑动摩擦力Ff2的表达式如式(2)所示,FN的表达式如式(3)所示:
由于辊道弹性变形过大使得夹角θ增大,导致mgsinθ大于最大静摩擦力,匣钵会在辊道上朝着a点产生相对滑动。
匣钵在辊送时其受力分析如图5所示。由简化模型的辊棒轴心间距和匣钵尺寸可知,匣钵在辊送过程中绝大多数状态是由3根辊棒支撑,少数状态下由4 根辊棒支撑,两种状态匣钵的受力分析相似。本工作为便于分析,示意图采用了3根辊棒支撑匣钵的情况。将匣钵视为刚体并考虑辊棒的弹性变形,因此匣钵与辊棒接触部分在左右侧边,左右两侧接触部分的支持力分别为F和F'。辊棒在匣钵两侧的变形程度不同会导致支持力不同。由图5可知辊棒在匣钵右侧的弯曲程度更大,重力在垂直于辊棒方向上的分力会较小,因此F大于F',数学表达式如式(4)所示:
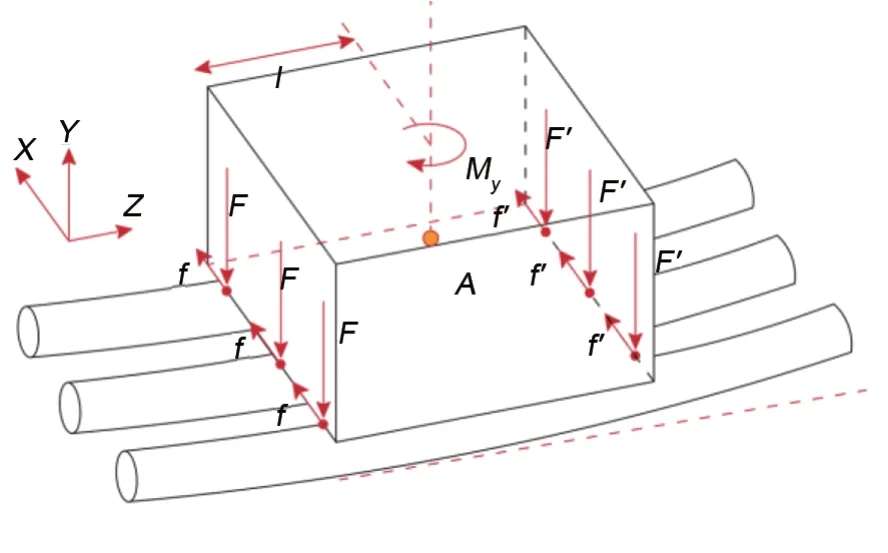
图5 匣钵辊送受力分析Fig.5 Force analysis of the sagger during roller feeding
由于匣钵和辊道在两侧接触部分的摩擦系数相同,因此两侧动摩擦力关系式如式(5)所示:
此时,两侧摩擦力不相等,其绕匣钵质心A的力矩也不相等,所以会出现一个绕Y轴的力矩,该绕Y轴的力矩My表达式如式(6)所示:
由图5可以看出,在旋转力矩My的作用下,匣钵在辊道上有做顺时针旋转的趋势,从而导致匣钵出现向外的异常横向运动情况。
3 匣钵运动仿真分析
本工作在Abaqus仿真软件中分别模拟辊道-匣钵传动简化模型在单独重力场和热力耦合场环境下匣钵的运动状态并分析辊棒的受力情况和挠度。仿真平台使用惠普笔记本电脑,型号为HP ZBook Power 15.6 inch G8 Mobile Workstation PC,CPU 型号为i9-11900H,主频为2.5 GHz,内存为32 GB。
因此,受仿真条件限制,为减少计算时间,匣钵在辊道上的运动仿真长度为1000 mm。在生产过程中,匣钵在辊道上运行速度较慢,且匣钵横向运动与辊棒转速无直接联系,因此本工作将辊棒的旋转角速度提高,使得匣钵通过1000 mm 辊道所需的时间为5 s。对于其他的仿真参数,接触方式采用通用接触,摩擦系数设置为0.1,接触切向行为设为罚摩擦公式,匣钵间初始间隙设为1 mm,最后进行网格划分,节点总数为56742,单元总数为46944。
3.1 重力场匣钵运动仿真分析
在研究单一重力场对匣钵运动特性的影响时,为了避免重力加速度突变使得仿真结果异常,在仿真过程中,通过将重力加速度设为在1 s 的时间内逐渐从0 m/s²增加到9.8 m/s²的方法来避免仿真结果出现异常情况。
设置好相关参数后开始仿真,在重力方向—Y施加重力加速度后,辊棒开始出现弹性形变,匣钵跟随辊棒形变方向下沉,其匣钵中点Y向位移-时间曲线如图6所示。在0~1 s时间段内,由于重力加速度持续增大,匣钵中点下沉迅速,下沉至-1.27 mm 左右。在1~5 s 时间段内,匣钵中点Y向位移-时间曲线呈波浪状,此时匣钵中点在Y向位移变化较为稳定。经分析,波浪状曲线出现的主要原因是匣钵在运动过程中,每根辊棒承受的载荷不均匀,重力场下辊棒的应力分布情况如图7所示。
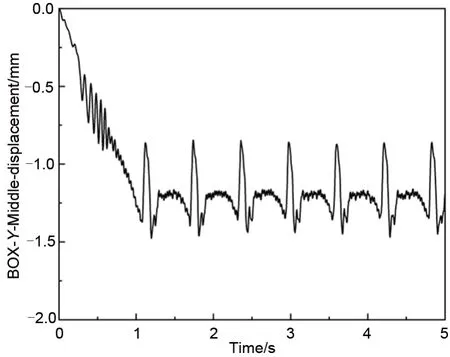
图6 重力场匣钵中点Y向位移-时间曲线Fig.6 Y-direction displacement-time curve of the midpoint of the sagger in the gravity field
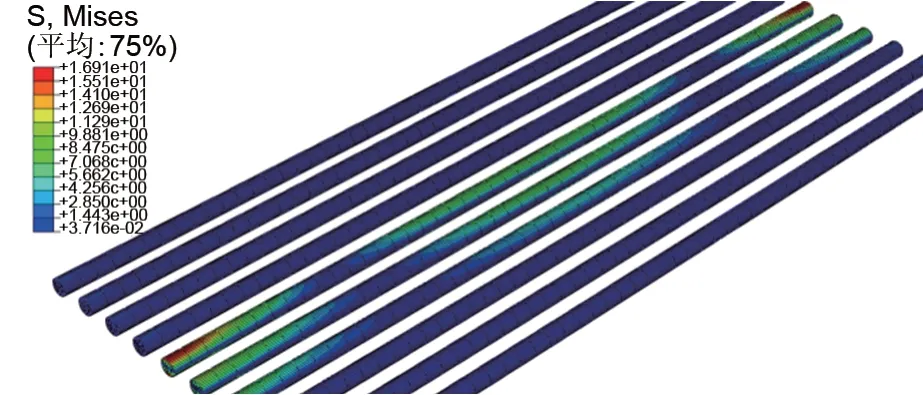
图7 重力场下辊棒的应力分布Fig.7 Stress distribution of the roller bar in the gravity field
在仿真过程中,选取四个匣钵的正面上边缘中点BOX-1、BOX-2、BOX-3、BOX-4 四点作为位移监测点,如图8 所示。仿真结束后得到4 个监测点的Z向位移-时间曲线,如图9所示。图中纵坐标表示匣钵在Z轴方向的位移量,四条曲线总体呈外扩样式,并且随着仿真的进行,外扩行为的变化较为稳定。经分析,其原因是辊棒达到一定的弹性变形量时,匣钵一方面受式(1)中mgsinθ的影响往辊道中间靠拢,另一方面受式(6)中My的作用往外位移,两者相对平衡使得匣钵的横向位移的变化相对稳定。仿真结束后,由图9 计算可得5 s 时匣钵最大间隙由初始间隙1 mm增大至1.71 mm。
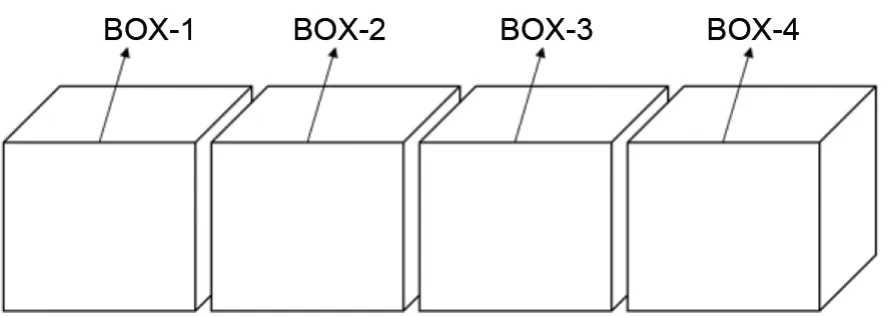
图8 匣钵监测点分布Fig.8 Distribution of the sagger detection points
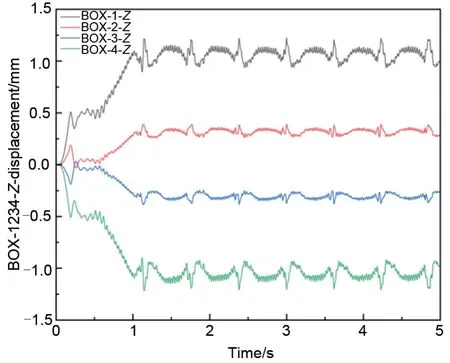
图9 重力场4个匣钵监测点的Z向位移-时间曲线Fig.9 Z-direction displacement-time curves for four sagger detection points in the gravity field
3.2 热力耦合场匣钵运动仿真分析
为分析热力耦合场对匣钵横向异常位移的影响,本工作在上述匣钵运动仿真模型中耦合重力场和温度场。为保证仿真结果的可靠性,本工作选取匣钵在烧结炉中烧结时的最大温度1150 ℃作为仿真温度,同样将重力加速度设为在1 s 的时间内逐渐从0 m/s²增加到9.8 m/s²。仿真结束后,匣钵中点Y向位移-时间曲线如图10所示。在0~1 s时间段内,由于重力加速度持续增大,匣钵中点下沉迅速,下沉至-1.37 mm 左右。在1~5 s 时间段内,匣钵中点Y向位移-时间曲线为波浪状,与单独重力场下的曲线变化类似,热力耦合场下的辊棒应力分布情况如图11所示。
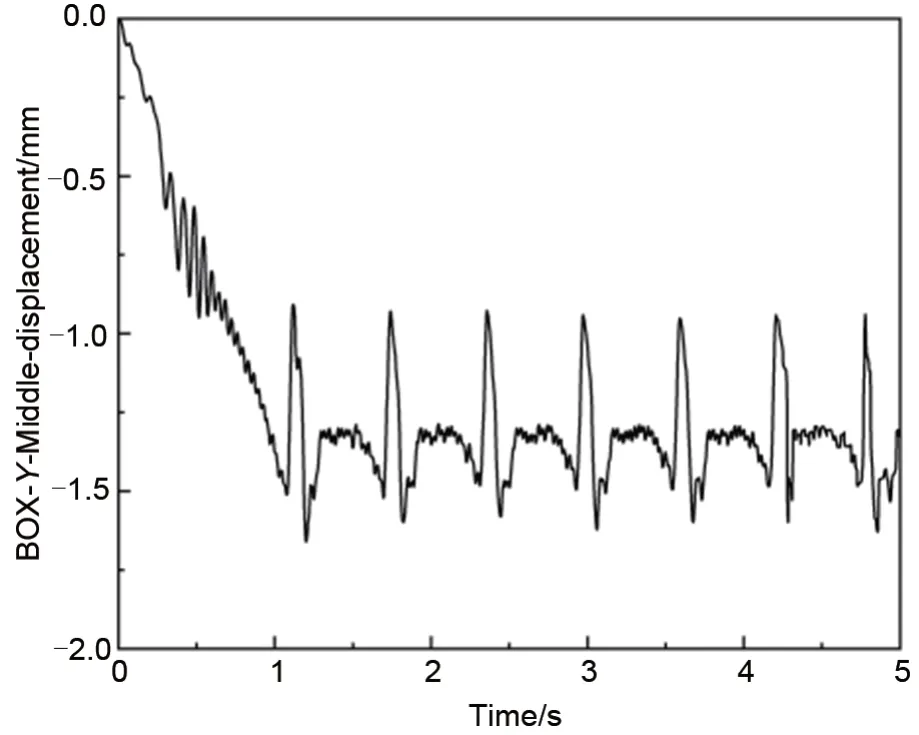
图10 热力耦合场匣钵中点Y向位移-时间曲线Fig.10 Y-direction displacement-time curve of the midpoint of the sagger in the thermo-mechanical coupling field

图11 热力耦合场下辊棒的应力分布Fig.11 Stress distribution of the roller bar in the thermo-mechanical coupling field
在仿真过程中,监测点的选取与单重力场情况下一致。仿真结束后,得到4 个匣钵监测点的Z向位移-时间曲线,如图12 所示。曲线仍呈外扩形式,随着时间的推移,外扩行为的变化同样较为稳定。热力耦合场下5 s 时匣钵最大间隙由初始间隙1 mm 增大至1.55 mm,与单独重力场相比5 s 时匣钵最大间隙减小了0.16 mm。
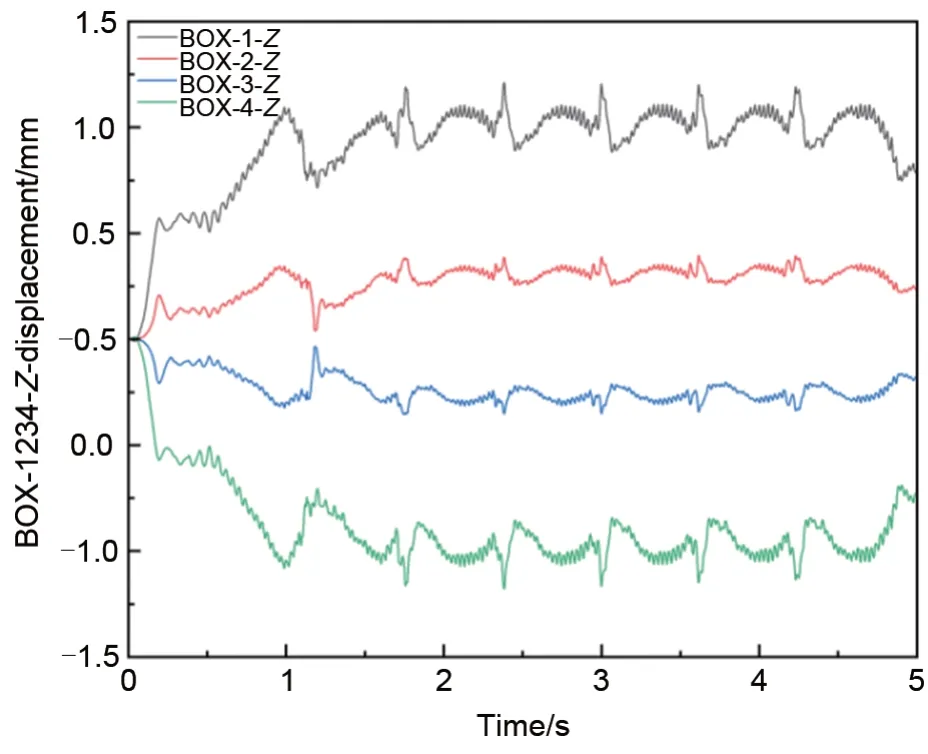
图12 热力耦合场4个匣钵监测点Z向位移-时间曲线Fig.12 Z-direction displacement-time curves for four sagger detection points in the thermomechanical coupling field
3.3 单重力场与热力耦合场对比分析
本工作通过对比单独重力场与热力耦合场下的匣钵中点Y向位移-时间曲线以及4个匣钵监测点Z向位移-时间曲线,分析热力耦合引起的辊道的弹性变形对匣钵异常横向运动的影响程度。匣钵中点Y向位移-时间曲线的对比如图13 所示,BOX-YMiddle 代表单独重力场下的匣钵中点Y向位移-时间曲线,BOX-Y'-Middle 代表热力耦合场下的匣钵中点Y向位移-时间曲线。从图13中可看出,由于热力耦合场比单独重力场多施加了温度场,导致匣钵中点Y向位移程度变大,匣钵下沉的速度更快,从而说明热力耦合场使得辊棒的变形加剧。
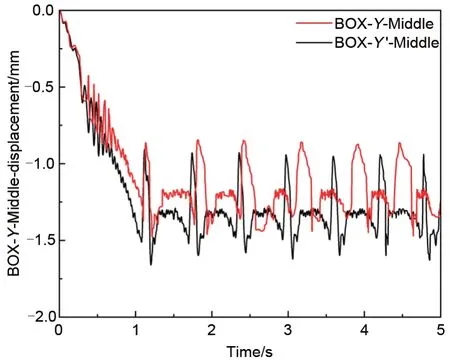
图13 匣钵中点Y向位移-时间曲线对比Fig.13 Comparison of Y-direction displacementtime curves of the midpoint of the sagger
4 个匣钵监测点Z向位移-时间曲线的对比如图14 所示,BOX-1-Z代表单独重力场下第一个匣钵监测点Z向位移-时间曲线,BOX-2-Z、BOX-3-Z、BOX-4-Z同理。BOX-1'-Z代表热力耦合场下第一个匣钵监测点的Z向位移-时间曲线,BOX-2'-Z、BOX-3'-Z、BOX-4'-Z同理。
在0~1 s时间段内,热力耦合场下匣钵的Z向位移大于重力场下匣钵的Z向位移。经分析,主要原因是匣钵在热力耦合场下比在单独重力场下的Y向位移和下沉速度更大,导致旋转力矩My更大,从而使得热力耦合场下的匣钵Z向位移增大。
在1~5 s时间段内,热力耦合场下匣钵的Z向位移小于重力场下匣钵的Z向位移。为了更好地分析其原因,本工作结合了1.5 s 时的辊棒挠度对比曲线,如图15所示。图中Roller-1表示重力场下第1 根辊棒,Roller-2、Roller-3、Roller-4 以此类推。Roller-1'表示热力耦合场下第1 根辊棒,Roller-2'、Roller-3'、Roller-4'以此类推。图中Roller-4 和Roller-4'辊棒在1.5s时由于未承载匣钵,其曲线弧度较小。从图15 中可以看出辊棒在热力耦合场下的弹性变形量比在单独重力场下的弹性变形量更大。由于此时匣钵在Y向的位置相对稳定,不再沿Y轴快速下沉,相对0~1 s时间段而言,热力耦合场和重力场下匣钵所受旋转力矩的差值减小。而通过第2节匣钵受力分析可知,当辊棒的弹性变形量达到一定的程度,匣钵反而会克服最大静摩擦力向内滑动,阻止匣钵因受旋转力矩向外运动。此阶段热力耦合场下辊棒的弹性变形量更大,匣钵克服最大静摩擦力向内滑动的位移量增加,导致在图14中1~5 s时间段内,热力耦合场与重力场相比,匣钵向外的Z向位移量减小。综上所述,在辊道窑烧结过程中,由于温度和重力耦合所引起的辊棒弹性变形导致匣钵在辊道上产生了异常横向位移。
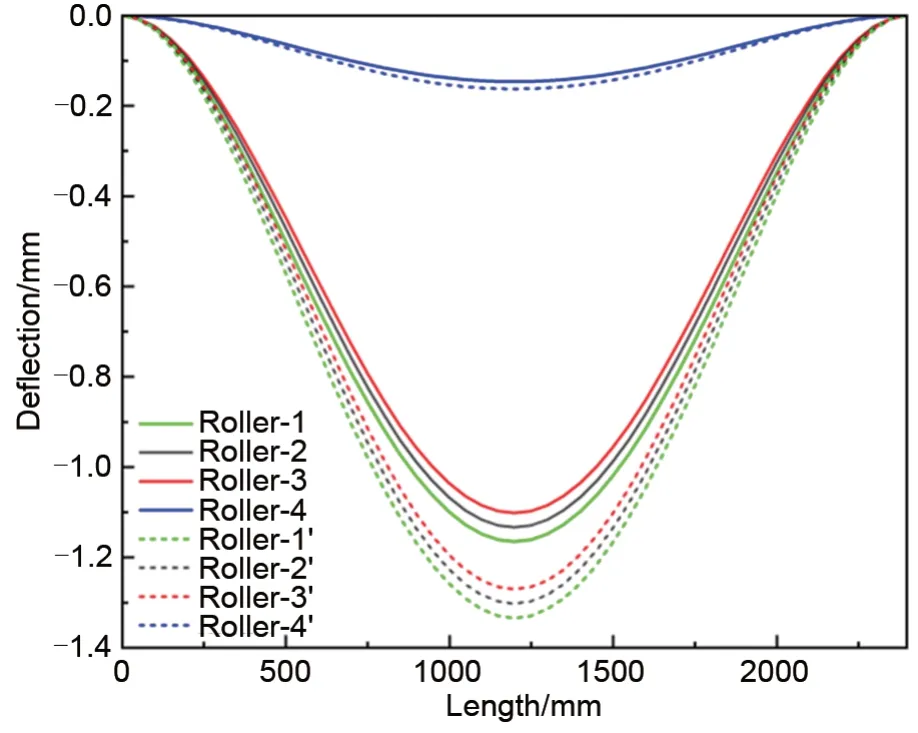
图15 1.5s时辊棒挠度曲线对比Fig.15 Comparison of the roller bar deflection curves at 1.5s
4 匣钵传动机构设计及改进验证
4.1 匣钵传动机构设计
由上述研究可知,匣钵在辊道上运行时,由于热力耦合引起了辊棒的弹性变形,从而导致匣钵出现异常横向位移。为了降低此现象的影响程度,辊棒的弹性变形量可简化为挠度概念,考虑到辊棒工作环境为高温状态,辊棒挠度虽与其自身截面尺寸等有关,但为了避免辊棒过大导致辊道窑舱体气密性差及加工困难等情况的出现,本工作通过合理设计辊棒支撑机构以减小辊棒挠度,从而减小辊棒的弹性变形量,并且通过在辊道窑中设置匣钵夹紧装置和匣钵挡齐装置进一步减小匣钵的横向位移量。
本工作辊棒支撑机构如图16 所示,采取在辊棒下方安装4 个支撑机构来减小辊棒的弹性变形。支撑机构通过支撑机构垫板与辊道窑舱体连接,为便于支撑机构的安装,采取L形支撑板作为主体结构。支撑板通过6个螺钉起到固定作用,同时在支撑板上安装支撑机构轴承,以便后续调整辊道的平面度和减小辊棒在支撑机构上滚动时的摩擦力。
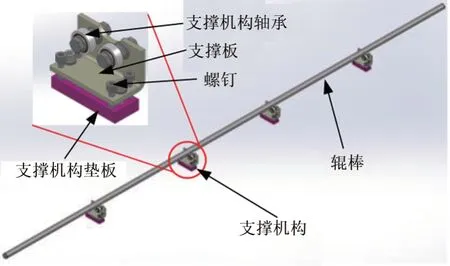
图16 辊棒支撑机构图Fig.16 Roller bar support mechanism diagram
匣钵夹紧装置如图17 所示,舱体外侧通过安装板左右对称安装夹紧装置。匣钵夹紧装置的主要驱动元件为夹紧气缸,夹紧气缸活塞杆通过螺栓与对夹机构连接板连接,对夹机构连接板与挡板导柱固定连接,挡板导柱的另一端连接夹紧板垫板。匣钵夹紧装置工作时,夹紧气缸动作,带动挡板导柱和夹紧板垫板朝舱体内部运动,完成夹紧动作。
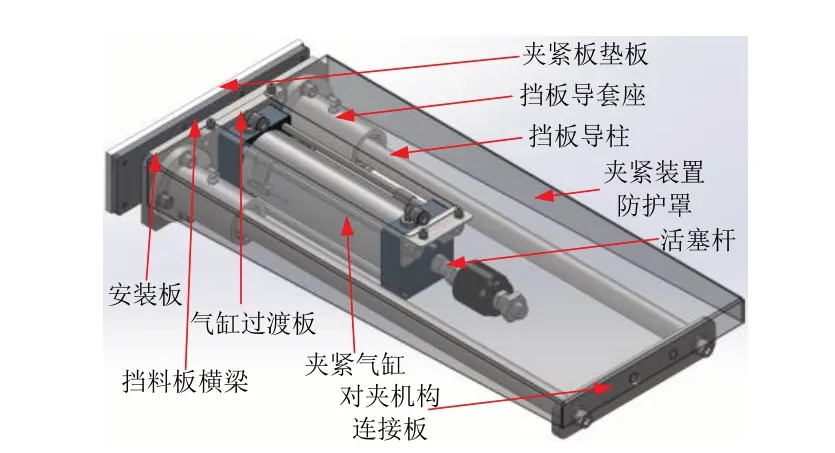
图17 匣钵夹紧装置图Fig.17 Sagger clamping device diagram
为避免多个匣钵夹紧时匣钵之间相互错开,通过增加匣钵挡齐装置使匣钵在同一直线上,匣钵挡齐装置如图18 所示。采用气缸作为其驱动装置,气缸固定支座安装在舱体外侧机架上,同时挡齐气缸通过螺栓与气缸固定支座连接,挡齐气缸伸缩端与旋转块连接,旋转块与旋转轴固定连接。当匣钵运行到靠近旋转轴位置时,挡齐气缸开始动作,带动旋转块旋转,从而带动旋转轴和挡板固定条旋转,挡板固定条挡住多个匣钵使其在同一直线上,完成匣钵挡齐动作。
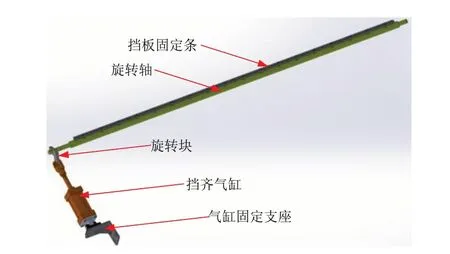
图18 匣钵挡齐装置图Fig.18 Sagger blocking device diagram
4.2 改进验证
由于在辊道窑完成烧结后,匣钵间隙需要停产才可测量,同时使用直接测量匣钵间隙方法的测量精度较差。因此,考虑到生产经济效益、验证成本以及验证结果的可信度,本工作以某工厂一个月的匣钵破损率来验证安装了辊棒支撑机构、匣钵夹紧装置及匣钵挡齐装置后匣钵在辊道上的横向位移是否满足生产要求。
经生产验证,该工厂在安装改进机构前的一个月内,锂离子电池正极材料烧结工位中的匣钵破损率为1.53%,而在安装改进机构后的一个月内,锂离子电池正极材料烧结工位中的匣钵破损率为0.69%。结果表明通过合理设计辊棒支撑机构、匣钵夹紧装置及匣钵挡齐装置可以大幅度改善匣钵在辊道窑烧结过程中的异常横向运动,减小匣钵破损率。因此,该匣钵传动机构设计合理有效,能较好地满足生产要求。
5 结 论
本工作分析了辊道窑烧结过程中匣钵异常横向运动的原因,并通过建立辊道-匣钵传动简化模型,对在热力耦合场下的辊棒受力和匣钵位移进行有限元分析。最后,本工作设计了一种匣钵传动机构,进行了生产对比验证,得到如下结论:
(1)在辊道窑烧结过程中热力耦合引起的辊棒的弹性变形是导致匣钵异常横向运动的主要原因。
(2)热力耦合场相比于重力场引起的辊棒弹性变形更大,导致热力耦合场下匣钵的异常横向位移会先因匣钵下沉速度更快而相对增大,接着又因辊棒挠度增加使得匣钵向中部滑动的趋势更大而相对减小。
(3)通过设计匣钵传动机构,包括辊棒支撑机构、匣钵夹紧装置和匣钵挡齐装置,能大幅度减轻匣钵的异常横向运动现象。生产对比验证的结果表明设计的匣钵传动机构可有效降低匣钵破损率,能较好地满足生产要求。
匣钵在辊道窑内的运动优化虽能减少匣钵碰撞现象,提高匣钵使用次数,但由于辊道窑内环境较为复杂,仍可能因意外发生碰撞事故。因此可从匣钵材料和窑内环境控制等方面进一步减少匣钵的破损。目前,对匣钵材料的煅烧性能和腐蚀机理的研究较多,但同时也应考虑匣钵材料的强度、轻量化和抗疲劳性,选取合适的匣钵材料,提高匣钵的使用寿命。烧结温度对锂离子电池正极材料的结构和电化学性能有重要的影响,但也应考虑其对烧结设备的影响,保证产品质量的同时,尽量降低辊道窑温度并控制辊道窑内温度均匀,减少烧结设备的变形断裂现象以及匣钵运动时产生的意外碰撞事故。
猜你喜欢
电源技术(2022年11期)2022-11-26
光谱学与光谱分析(2022年7期)2022-07-06
耐火材料(2021年4期)2021-08-25
冶金设备(2019年6期)2019-12-25
佛山陶瓷(2019年10期)2019-11-29
山东冶金(2019年3期)2019-07-10
中国惯性技术学报(2019年6期)2019-03-04
测绘科学与工程(2017年1期)2017-05-04
陶瓷学报(2015年4期)2015-12-17
天津冶金(2014年4期)2014-02-28