
变压吸附装置吸附剂选型及氢气收率提升技术研究
2024-03-20 07:33冯彩霞张国富
山西化工 2024年2期
冯彩霞,张国富
(山西潞安煤基清洁能源有限责任公司,山西 长治 046200)
0 引言
高纯度氢气作为一种重要的基础工业原料,被广泛应用于现代化工生产的各个领域。我国煤炭资源丰富,煤炭综合利用技术处于世界较为领先的地位,回收并综合利用煤化工生产过程中氢气含量较高的尾气制高纯度氢气,既有较高的社会效益,也有很好的经济效益。目前氢气提纯路线方法较多,变压吸附(PSA)提取高纯度氢气技术经过多年实际应用和完善,已经是非常成熟的工艺技术,特别在目前以高纯度氢气(氢纯度为99.999%)为原料的燃料电池项目在我国大面积铺开的背景下,高纯度氢气的制作、提纯、提高收益率技术更加得到社会重视[1]。本文对山西潞安煤基清洁能源有限责任公司制氢厂生产过程中对产生的氢含量高的尾气(油洗干气)进行回收并二次提纯的变压吸附提氢装置改造流程作了详细分析,并介绍了相应的技改措施及技改后的优化运行效果。
1 概述
工业应用的变压吸附流程主要工序:
1)吸附工序。原料气在常温、高压下原料气进入吸附床层,吸附剂将杂质吸附,获得产品气。
2)减压工序。通过一次或多次的均压降压过程,将吸附剂床层空间的氢气回收。
3)顺放工序。通过顺向减压过程获得吸附剂再生的冲洗气源,即用于对其他塔进行吹扫。
4)逆放工序。逆着吸附方向减压使吸附剂获得部分再生。
5)冲洗(抽真空)工序。用高纯度氢气冲洗(或抽真空)降低吸附在吸附剂上的杂质分压,使吸附剂完成最终的再生。
6)升压工序。通过一次或多次的均压升压和产品气升压过程使吸附塔压力升至吸附压力,为下一次吸附作好准备
一般的PSA 工艺中,吸附床层压力即使降低到常压,被吸附的杂质仍不能完全解吸,此时可采用两种方法使吸附剂完全再生:一种是用近似于产品气的高纯度气体逆向冲洗吸附剂床层,降低杂质的分压,将难以解吸的杂质冲刷下来,优点是常压或微正压下即可完成,但缺点是会损失部分产品气,降低气体收益率约3%左右;另一种是采用抽真空的方法使难以解吸的杂质被迫解吸到负压下,这就是通常所说的真空解吸变变压吸附流程。该方法的优点是再生效果好,产品收率高,缺点是需要增加真空泵,提高装置能耗[2]。
2 装置组成
我厂PSA 装置分为 1#PSA-H2 装置和2#PSA-H2 装置,1#PSA-H2 装置由22 台吸附塔、1 台原料气预热器、2 台预处理塔、1 台原料气分液罐、1 台顺放气缓冲罐、2 台解吸气缓冲罐、2 台解吸气混合罐、3 台真空泵和2 台循环水泵组成;2#PSA-H2 装置由8 台吸附塔、1 台原料气分液罐、1 台顺放气缓冲罐、1 台解吸气缓冲罐、1 台解吸气混合罐和1 台产品气缓冲罐以及2 台液压泵站组成。
3 技术流程及讨论
3.1 尾气制氢装置流程介绍
山西潞安煤基清洁能源公司尾气制氢装置流程由1#、2#两套PSA、甲烷转化、压缩组成。1#PSA(真空变压吸附)操作弹性40%~130%,2#PSA 操作弹性40%~110%。1#PSA 处理油洗干气,产品气为氢气、副产品气为富CO 气和富甲烷尾气;富甲烷尾气经C301A/B增压后作为甲烷转化的原料气,经转化变换后制得变换气,去2#PSA(冲洗变压吸附)作为原料气,制得高纯度氢气和解吸气;1#、2#PSA 制得氢气经氢气压缩机C303A/B 增压后送氢气管网供油品加工、基础油及费托合成使用。燃料气经燃料气压缩机增压后送燃料气管网供全厂使用,1#、2#PSA 具体流程如下:
1#PSA 工段一段采用12-3-5 的PSA 流程:其核心为总共12 台吸附塔,3 塔同时吸附,包括5 次连续均压回收氢气过程。本装置主流程的工序包括:吸附、一至五均压降、逆放、抽真空、初升、五至一均压升、产品气终升共十五个工艺步序。
1#PSA 工段二段采用10-2-4 的PSA 流程:其核心为总共10 台吸附塔,2 塔同时吸附,包括4 次连续均压回收氢气过程。本装置流程工艺包括:吸附、4 次均压降压、顺放、逆放、冲洗、4 次均压升压和产品气升压步骤。
2#PSA 本工段采用8-2-3 的PSA 流程:其核心为总共8 台吸附塔,2 塔同时吸附,包括3 次连续均压回收氢气过程。本装置主流程的工序包括:吸附、一至三均压降、顺放、逆放、冲洗、三至一均压升、产品气终升共十一个工艺步序。
3.2 影响收率提升的主要因素
3.2.1 原料气组分、气量与设计偏差大
1#PSA 原料气为油洗干气,设计气量为75 850 m3/h,产氢52 341 m3/h,实际处理气量62 000~65 000 m3/h,获得产氢量26 000 m3/h,油洗干气组分对比见表1。

表1 油洗干气设计与实际组分对比
2#PSA(吸附塔8 台)原料气为甲烷转化的变换气+裂化渗透气,设计气量为51 126 m3/h+2 242 m3/h,产氢气30 855 m3/h,实际仅为变换气,气量约18 000~21 000 m3/h,产氢气9 288~10 836 m3/h,变换气组分对比见表2。
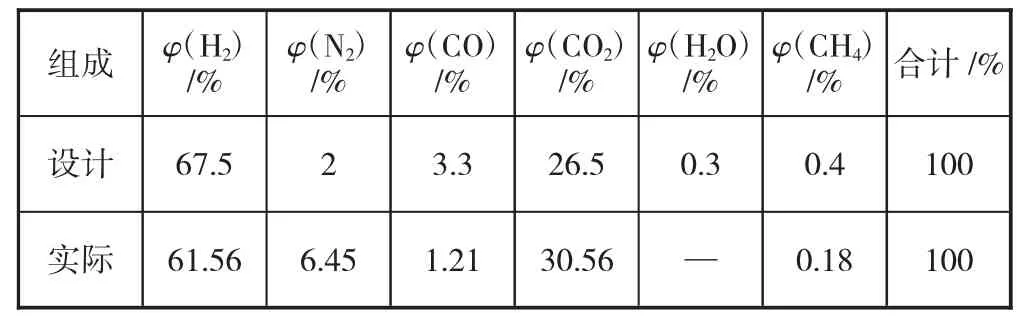
表2 变换气设计与实际组分对比
从表1、表2 中可以看出,1#PSA 和2#PSA 原料气中氢气、氮气和二氧化碳含量与设计偏差较大,吸附塔内装填的吸附剂不能很好地发挥应有的吸附效果,为确保氢气总供应量和纯度合格,只能缩短吸附时间,导致产氢量达不到设计效果,尾气制氢装置氢气收率仅82%。
3.2.2 原料气中氮气含量偏高
气化炉二氧化碳工况,费托净化气中氮气体积分数≥2.2%(设计数值≤0.47%),导致惰性气体和氮气在费托系统中富集,尾气中氮气体积分数高达18%。
气化炉氮气工况,系统中氮气含量更高,费托净化气中氮气体积分数6.4%,费托尾气中氮气体积分数达到23%。
3.2.3 原料气中氢气和二氧化碳含量受费托反应影响
铁基浆态床费托合成工艺每3~4 d 还原一批铁基催化剂12~16 t,催化剂压入费托反应器后,催化剂会影响反应效果和尾气组分,随着时间的推移,费托副反应增加导致费托尾气中二氧化碳增多。
3.2.4 甲烷转化装置耗能高
1#PSA 解吸的富甲烷气压力仅20 kPa,需要靠往复压缩机C301 提压至2.0MPa,压缩机功率为3300kW·h,日耗电量7.9 万kW·h,同时,还需消耗5.0 MPa 蒸汽、氧气、燃料气等,日耗能约80 tce。
3.3 尾气装置优化提升改造
3.3.1 流程改造
因原料气组分与设计偏差大,特别是CO 和CO2的变化对吸附剂性能发挥有极大影响,氮气比设计值高直接影响产品气纯度,上述两点直接影响原料气处理量和产品氢气收益率。尾气制氢装置无法达到设计工况(最大接收油洗干气76 000 m3/h),1#PSA 最大处理气量只有约62 000 m3/h,多余油洗干气自低温油洗泄放至火炬气管网造成浪费。目前,部分富甲烷气(一段解吸气)外售,1#PSA 装置运行,氢气收率仅70%。
因此,在前系统无法优化提升的情况下,只能立足装置本身进行优化改造,将2#PSA 装置吸附剂进行更换,直接接收油洗干气。在预处理装置安装管道送至2#PSA 进口,接收油洗干气30 000 m3/h,实现PSA 装置接气量达到92 000 m3/h,将1#PSA 富甲烷解吸气并至燃料气管网回收利用,达到节能降耗、提质提效的目的。
由于本装置属于改造项目,吸附剂性能的好坏将直接影响产品氢气的纯度和回收率指标,也是装置连续长期稳定运行和装置使用寿命的保证,因而吸附剂选型和每种吸附剂的数量是变压吸附气体分离装置中的关键技术。针对原料气组分改变,需要更换装置吸附剂,根据不同的气体分离结果,变压吸附装置在吸附剂选型上应遵循如下原则:
1)选择动态吸附量大、解吸容易的吸附剂。
2)针对不同的原料气组成以及不同的产品质量指标要求选择不同种类的吸附剂组合,达到分离气体的目的。
3)为保证吸附剂的使用寿命,所选用的吸附剂必须具有足够的耐磨强度和抗压强度,对所有待分离的气体介质具有化学惰性。
综合现在原料气组分(表1)和上述要求得出吸附剂种类和数量
根据表3,吸附剂A 和B 是保护吸附剂C 和D正常吸附,吸附剂C 主要针对原料气中的CO2和烃类气体,也起到保护吸附剂D 的作用,吸附剂D 主要针对CH4、CO 和N2,因本装置产品气纯度要求在H2≥99.95%,且φ(CO+CO2)≤20×10-6,因此需要大量使用吸附剂D(八台吸附塔的总用量225.6 m3),以确保产品气质量和收益率达到预想要求。
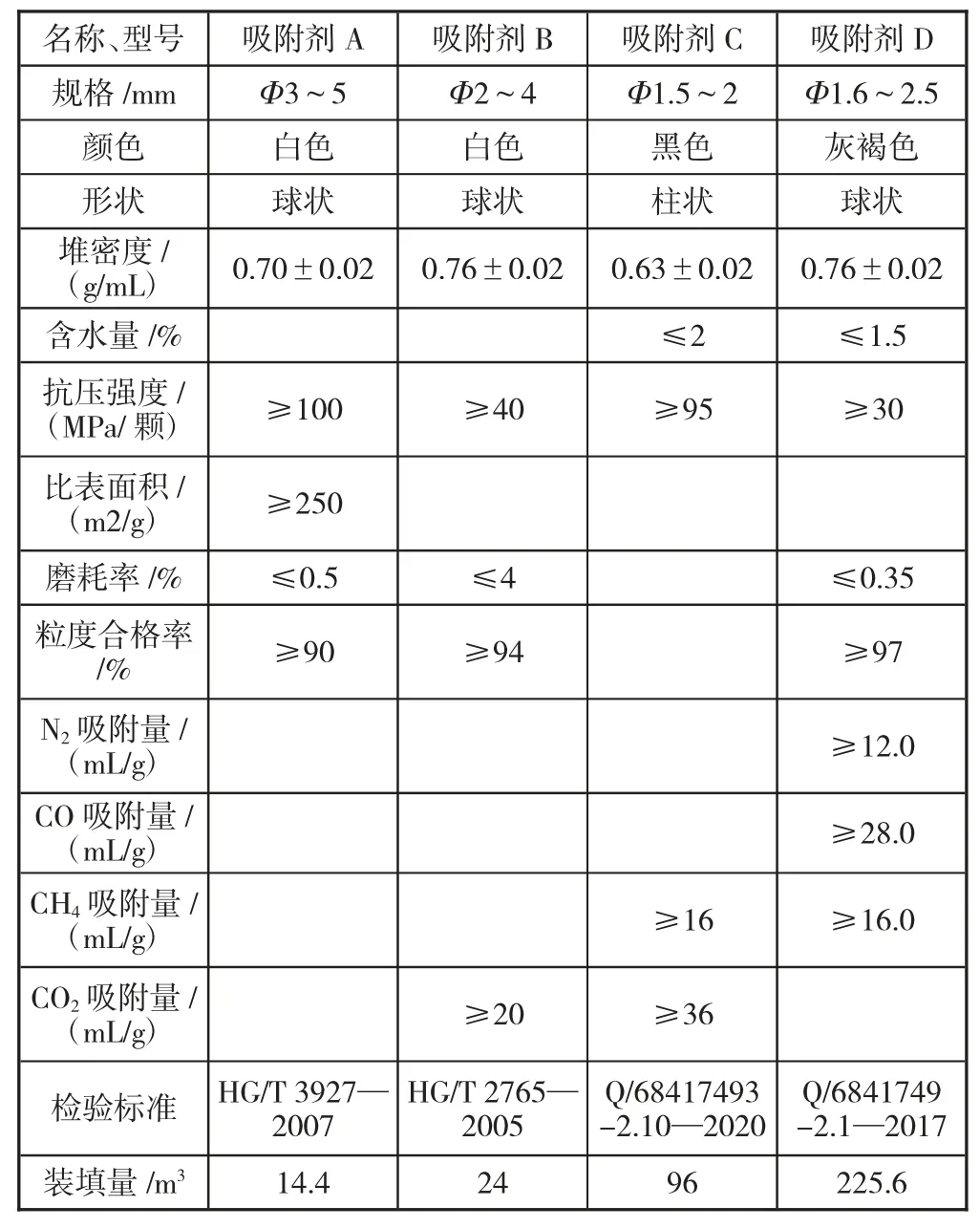
表3 吸附剂选型的物理指标
3.3.2 吸附剂装填流程
2#PSA 装置8 台吸附器内吸附剂的装填质量好坏,直接关系本装置今后的运行性能和产品气输出质量,而整个装填实施时间的长短,也直接影响吸附剂装填的质量。因此装填前的准备工作、人员组织、工具配备和实施过程的质量都应引起参与人员高度重视,并要认真把好装填这一关。具体操作重点如下:
1)根据每种吸附剂定货量平均分配每种吸附剂的装填数量,装填时做道等量等高度。
2)采用“密向装填”的方法装填吸附剂,在同一容器条件下,密向装填可以比普通装填多装8%~10%的剂量(多装吸附剂吸附效果好),且在工艺运行时,吸附剂床层不易产生气体偏流和阻力不同的现场。
3)吸附剂装填完成后需要进行吸附剂吹尘和气密实验
3.3.3 试车流程
2023 年5 月,2#PSA 装置试车,试车初期装置运行平稳,产品气纯度和收益率均可达到要求,加负荷后产品气纯度下降,为保证氢气纯度,根据变压吸附特性,主动缩短吸附时间,但收益率下降2%。根据此情况,逐条分析原因,处理方法:稳定原料气压力,控制顺放结束压力在0.17 MPa,保证顺放气纯度,进而保证吸附剂达到要求的再生效果。运行3 h 后产品气纯度上升,逐步增加吸附时间,氢气收益率提升。
4 结论
氢气产量达到50 000 m3/h,产99.95%的氢气,氢气收率提升至84%以上;同时,通过技术改造,在前系统无法进行提升的情况下,立足自身,通过对尾气装置进行优化改造,尾气制氢装置氢气收率从82%提升至84%以上,氢气量提升5 000 m3/h,解吸气放空全部回收,同时,将高耗能转化装置及配套原料气压缩机(功率3 300 kW·h)停车,甲烷转化的变换气+裂化渗透气装置停车,达到降本增效的目的。
猜你喜欢
当代化工研究(2022年3期)2023-01-18
山西化工(2022年7期)2022-11-06
水泵技术(2022年2期)2022-06-16
电气技术(2022年4期)2022-04-28
化工管理(2017年36期)2018-01-04
化工进展(2015年6期)2015-11-13
电源技术(2015年5期)2015-08-22
化工管理(2015年21期)2015-05-28
电测与仪表(2015年5期)2015-04-09
中国设备工程(2013年6期)2013-01-27
