螺纹微调机构在电机冲片单冲槽定心盘上的应用探索
2024-04-08 03:54薛金良刘保平李宾飞任银兵
金属加工(冷加工) 2024年3期
薛金良,刘保平,李宾飞,任银兵
中车永济电机有限公司 山西永济 044502
1 序言
试制电机由于批量小,所以冲片定、转子槽一般通过单冲槽模具和定心盘在单冲槽机上冲裁完成(具体工序见图1~图5),以降低模具成本。冲裁时,将冲片转子轴孔套在定心盘定位轴或定位块上,要求轴孔与定位块之间双边间隙≤0.01mm,则冲裁轴孔的模具要与尺寸相对应的定心盘配对使用,这就造成不同产品甚至同一产品需用多套定心盘来完成冲裁,制造成本高、周期长[1]。

图1 工序1——下料

图2 工序2——复冲(轴孔、通风孔、定子外圆)

图3 工序3——单冲(定子槽、气隙)
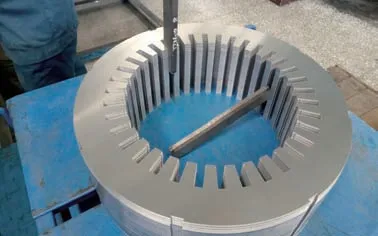
图4 定子冲片完成

图5 工序4——单冲(转子槽)
2 现有方案
1)方案1。如图6所示,用定位轴与冲片轴孔配合,用定位键通过冲片轴孔上的键槽传递转矩。

图6 定位轴与定位键定位
2)方案2。如图7所示,通过定位块与冲片轴孔配合,用定位钉通过冲片上的通风孔传递转矩。

图7 定位块与定位钉定位
现有两种方案缺陷主要表现在3个方面。
1)同种产品,冲裁轴孔的不同套模具需与相对应的定心盘配对使用,以确保冲片轴孔与定心盘之间间隙≤0.01mm,确保定位精确,造成互换性差。
2)定心盘磨损后无法调整,造成浪费。
3)冲裁前,在单冲槽机上用百分表检测回转精度,超差后无法现场调整,只能拆卸修理后再次安装检测,费时费力。
3 螺纹微调机构的应用
3.1 螺纹微调机构方案1
该方案(见图8)定位块和定位块锁紧螺母可在滑槽内沿直径方向滑移。调节时,可旋转定位块调节螺钉,定位块调节螺钉通过固定螺孔,实现调节螺钉的旋转并做直线运动[2],同时带动可调定位块在滑槽内滑动,当达到所要求直径时,锁紧与定位块锁紧螺母联接的压紧螺钉即可。该螺纹微调机构可满足不同的轴孔尺寸,也可以在单冲槽机上对同轴度和旋转精度进行调节,提高了冲片槽的位置精度。可以根据冲片的不同要求通过定位钉定位或定位键配合后传递扭矩(见图9)。
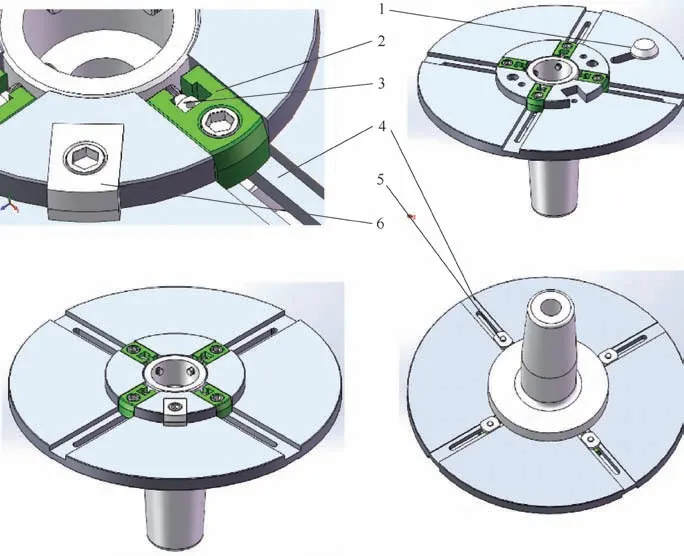
图8 螺纹微调机构方案1
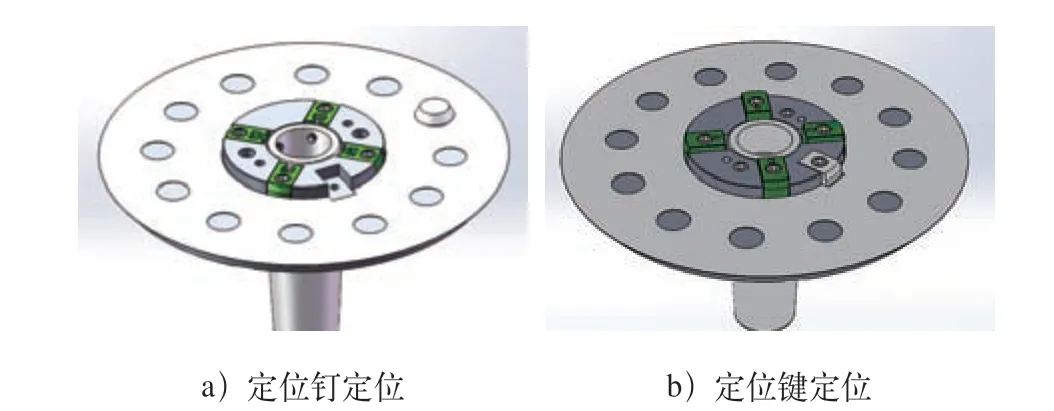
图9 定位钉或定位键定位
3.2 螺纹微调机构方案1应用效果
该方案用于生产后有以下特点。
1)通用性较好、节约成本。改进后,一种定心盘可满足至少3种高铁电机冲片产品,杜绝了以往1种产品加工1种定心盘的情况。
2)精度高。改进后,冲片定、转子槽内直线度由0.05mm提高到0.02mm(见图10)。

图10 改进前后的直线度
3)稳定性好。定位块、定位键采用调质加厚平垫片锁紧,保证工作中定位块不会位移;两个定位钉采用滑键与螺钉锁紧,既保证锁紧可靠,又保证调整方便。
4)调节困难。
该方案虽然已经应用于生产,具有通用性好、精度高、稳定性好三大优点。但是调节定位块时,定位块调节螺钉(见图8)的螺距为1mm,每次旋转1/5圈,可调定位块(见图8)移动0.2mm,而所需的直径精度公差为0.01mm,不易调节到所需的直径。调节时,对操作人员技能要求高,每次调节时间为40min左右。
3.3 螺纹微调机构方案2
如图11所示,该方案借鉴蜗杆蜗轮机构并进一步创新[3]。可调定位块可以通过微调螺钉进行精密调整,通过用百分表或三坐标测量机进行配合调整,可以实现在一定直径范围内定心盘与冲片轴孔的精密配合。可调定位块调整原理:定位盘上加工有4条均布滑槽,滑槽内加工有腰槽,以便锁紧螺钉穿过腰槽将可调定位块锁紧在滑槽内。腰槽的两条直棱上加工有单螺纹线的内螺纹。
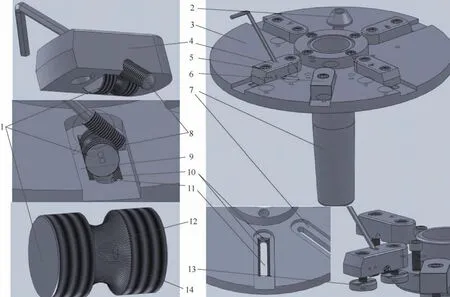
图11 螺纹微调机构方案2
如图12所示,可调定位块上加工有容纳驱动螺钉的驱动螺钉腔和微调螺钉腔,微调螺钉表面的外螺纹与驱动螺钉上的蜗齿在腔体内相互啮合,通过锁紧螺钉与锁紧螺母将4个可调定位块锁紧在定位盘的滑槽内,驱动螺钉上的外螺纹与滑槽内螺纹啮合。

图12 定位块锁紧
调整直径时,松开可调定位块上的锁紧螺钉,用内六角圆柱头扳手旋转微调螺钉,微调螺钉上的外螺纹通过驱动螺钉上的蜗齿带动驱动螺钉旋转,实现可调定位块沿滑槽移动。微调螺钉旋转一圈,可调定位块沿滑槽移动驱动螺钉(或滑槽内螺纹)的一个螺距,调节完成后通过锁紧螺钉锁紧可调定位块,直径调整完成。
驱动螺钉螺距为1.75mm,上面的蜗齿共有31个,微调螺钉上的螺纹与驱动螺钉上的蜗齿啮合,其螺距为1mm。调节时,微调螺钉每调节1圈,驱动螺钉旋转1/31圈,移动1.75/31≈0.05(mm)。则微调螺钉旋转1/5圈,驱动螺钉驱动可调定位块移动0.01mm,可以实现精密微调。
为减小微调螺钉的轴向窜动量,将微调螺钉两端面进行精密研磨,确保微调螺钉两端面与空腔之间间隙<0.005mm,并且能够转动丝滑。
4 结束语
通过将螺旋机构应用于电机冲片单冲槽模具上的定心盘,解决了传统定心盘磨损后直径无法调整造成的定心盘失效问题,满足了不同直径产品的生产需求,节约了制造成本。该结构已应用于公司的多种定心盘。
猜你喜欢
冶金设备(2021年2期)2021-07-21
锻压装备与制造技术(2021年2期)2021-07-19
防爆电机(2021年1期)2021-03-29
中学语文(2019年33期)2019-12-03
制造技术与机床(2018年12期)2018-12-23
内蒙古教育·综合版(2017年5期)2017-05-17
上海大中型电机(2017年4期)2017-02-06
哈尔滨工程大学学报(2016年11期)2016-12-12
锻压装备与制造技术(2015年2期)2015-06-26
制造技术与机床(2015年10期)2015-04-09