X80 管线钢水下湿法多道焊残余应力分析
2024-04-10 06:00严春妍顾正家聂榕圻张可召吴晨王宝森
焊接学报 2024年3期
严春妍,顾正家,聂榕圻,张可召,吴晨,王宝森
(1.河海大学,常州,213022;2.宝钢集团中央研究院,上海,200431)
0 序言
近年来,由于世界范围内对石油天然气需求的快速增长,海洋油气资源(尤其是深海油气资源)已成为全球油气勘探和开发的重点领域,海洋管道建设也得到快速发展[1-2].随着海洋油气开采深度不断增加,海洋油气输送管线用钢强度级别不断提高.目前,国内外海洋管线用钢的强度等级已达到X70 级,X80 级管线钢将成为未来海洋管线建设的主要用钢.海洋管线工程建设质量与焊接技术可靠性密不可分,海洋管线钢水下焊接方法和工艺的开发对海底管道的铺设和维护具有重要意义.
水下湿法焊接技术具有设备简单、操作简便、成本低廉等优点,广泛应用于核电设备、舰船、采油平台、海洋管道等海洋工程结构件的建造和维护.近年来,学者针对水下湿法焊接进行了一定的研究.Li 等人[3]研究了焊接热输入对E40 钢药芯焊丝水下湿法焊接质量的影响,发现采用中等热输入(22~ 25 kJ/cm)可以获得优良的电弧稳定性和力学性能.Klett 等人[4]研究了水深对S235 JR 结构钢水下湿法焊接接头中氢含量的影响,发现随着水深增加,接头中残余氢含量增加、扩散氢含量下降.李志刚等人[5]研究了气泡声信号变化,通过气泡演变行为分析水下湿法焊接电弧燃烧的特性.Xing 等人[6]对药芯焊丝水下湿法焊接的熔滴过渡和电弧行为进行了数值模拟研究,发现电弧位于熔滴的底部,熔滴体积增加时电弧温度下降.赵博等人[7]研究了水深和流速对水下湿法焊接热过程的影响,发现水深增加导致等温线的形状变得窄而深,流速增加导致等温面所包括的体积明显变小.目前为止,针对水下湿法焊接的研究主要集中于焊接材料、焊接工艺、环境因素(水深、流速)等对焊接质量的影响,以及水下焊接熔滴过渡、电弧特征和温度场的研究,而对水下湿法焊接结构的应力分析则十分匮乏.因此对高强管线钢水下湿法焊接过程的温度场以及结构的残余应力分布进行研究,对促进高强度钢在水下湿法焊接领域的应用具有重要的理论指导意义.
文中对板厚为18.4 mm 的X80 管线钢进行了水下湿法焊接,利用ABAQUS 软件对其多道多层焊的焊接温度场及应力场进行了数值计算.同时采用陆上干法焊接试验进行对比研究,分析水下湿法焊接接头的显微组织、焊接过程的热循环和焊接残余应力分布特征,研究结果为管线钢水下湿法焊接工艺的优化提供理论依据和数据支持.
1 试验方法
为了深入分析陆上焊接和水下焊接的焊接接头的差异,分别进行了1 组陆上干法焊接和3 组水下湿法焊接试验.母材采用250 mm × 80 mm ×18.4 mm 的X80 管线钢板,Ac1和Ac3分别为695℃和855 ℃,每2 块钢板为一组进行对接焊,采用30° V 形坡口,钝边高度和坡口间隙均为2 mm.陆上和水下焊接均采用BROCO Softouch E7014 水下焊条,打底焊用焊条直径为3.2 mm,填充焊和盖面焊用焊条直径为4.0 mm.水下焊接试验时的环境温度和水温均为20 ℃,水深为1 m.X80 钢和焊条的化学成分见表1.焊接工艺参数见表2.

表1 X80 钢和焊条的化学成分(质量分数,%)Table 1 Chemical compositions of X80 piepeline steel and electrodes

表2 焊接工艺参数Table 2 Welding parameters
采用JEOL JSM6510 扫描电子显微镜对焊接接头不同部位的显微组织进行观察,采用OLYMPUS SZ61 体视显微镜对盖面焊热影响区(heat-affected zone,HAZ)宽度进行测量.采用华银HV-1000 显微硬度计对焊接接头进行显微维氏硬度测试,选用1.96 N 载荷,加载时间为15 s.采用西格玛ASMB6-60 应力应变仪基于小孔法对焊件上表面的残余应力进行测试.
2 有限元分析
2.1 几何建模
利用ABAQUS 有限元软件,对X80 管线钢在陆上和水下2 种环境下4 组焊件的焊接过程进行数值模拟,X80 管线钢热物理性能参数和力学性能参数参照文献[8]中数据进行设置.首先依据各焊件每道焊缝(weld metal,WM)的熔池形貌参数,建立4 组三维有限元模型.D1试样的三维模型建立4 层共4 道焊缝,W1试样的三维模型建立4 层共7 道焊缝,W2和W3试样的三维模型均建立4 层共6 道焊缝.图1 为W1试样的三维有限元网格模型.
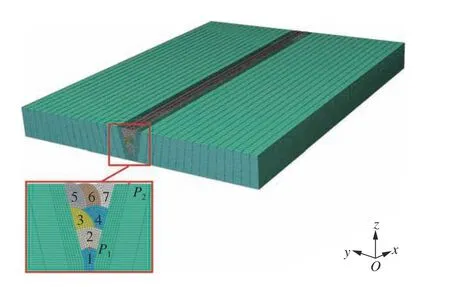
图1 试样W1 的有限元模型Fig.1 Finite element model of the specimen W1
采用DC3D8 单元对三维模型进行温度场计算,之后采用C3D8R 单元在温度场计算结果的基础上进行应力场的顺序耦合计算.
2.2 热源模型
对于陆上干法焊接和水下湿法焊接,由于焊件均开30°V 形坡口,受坡口角度的限制,打底、填充和盖面焊的各道焊缝的熔深较大,故采用双椭球体热源模型以体现电弧对熔池的搅拌作用[9].在ABAQUS 软件中,通过程序二次开发将双椭球热源模型进行公式编译,根据焊道具体尺寸参数在子程序中对热源模型参数进行调整.双椭球热源的热流密度函数为[10]
式中:ff和fr分别为热源前、后部分的能量分配比例,满足ff+fr=2;Q为热输入,Q=ηUI,η,U,I分别为热效率、电弧电压和焊接电流;af和ar分别为熔池长度方向的参数;b为1/2 熔宽;c为熔深;β,γ,θ分别为x,y,z三个方向和电弧主轴的夹角.
2.3 边界条件
对于热边界条件,对流、辐射热流密度[11]分别为
式中:qconv为对流热;h为对流换热系数;T为焊件表面温度;T0为环境温度;qrad为辐射热;ε为热辐射系数;σ为Stefan-Boltzmann 常数,σ=5.67 × 10−8W·m−2·K−4.
空气自然对流条件下,对流换热系数h为5~25 W/m2·K[7];水的自 然对流 条件下,h为200~1 000 W/m2·K,文中陆地干法焊接计算用h取20 W/m2·K,对于水 下湿法焊接,h取250 W/m2·K.热辐射系数ε为材料的属性参数,受环境的影响不大,两种焊接条件下均取0.8.
3 结果与讨论
3.1 显微组织
为研究焊接工艺参数对接头显微组织的影响,对陆上干法焊接试样D1和水下焊接试样W1,W3盖面焊缝的显微组织进行分析.不同焊接条件下接头的显微组织如图2 所示.可以看出,陆上干法焊接试样D1的焊缝显微组织主要由先共析铁素体(proeutectoid ferrite,PF)、侧板条铁素体(ferrite side plate,FSP)和较多的针状铁素体(acicular ferrite,AF)组成,其粗晶热影响区(coarse grained heat affected zone,CGHAZ) 显微组织主要由较多的粒状贝氏体(granular bainite,GB)和少量的条状贝氏体(lath bainite,LB)组成.对于试样W1,焊缝显微组织由PF,GB,LB 和AF 组成,相比试样D1,由于水环境的存在,冷却速度更大,焊缝显微组织中出现了较多的GB 和一定量的LB,AF 数量明显减少;CGHAZ 显微组织为大量的LB+少量的GB,LB 的贝氏铁素体板条细长、平直.对于焊接电流更大的水下焊接试样W3,焊缝显微组织由PF、FSP、GB 和AF 组成,由于焊接热输入增加,相对试样W1,其FSP 和AF 数量更多,GB 含量较少;CGHAZ的显微组织也是由LB+GB 组成,但GB 数量相比W1试样有所增加.
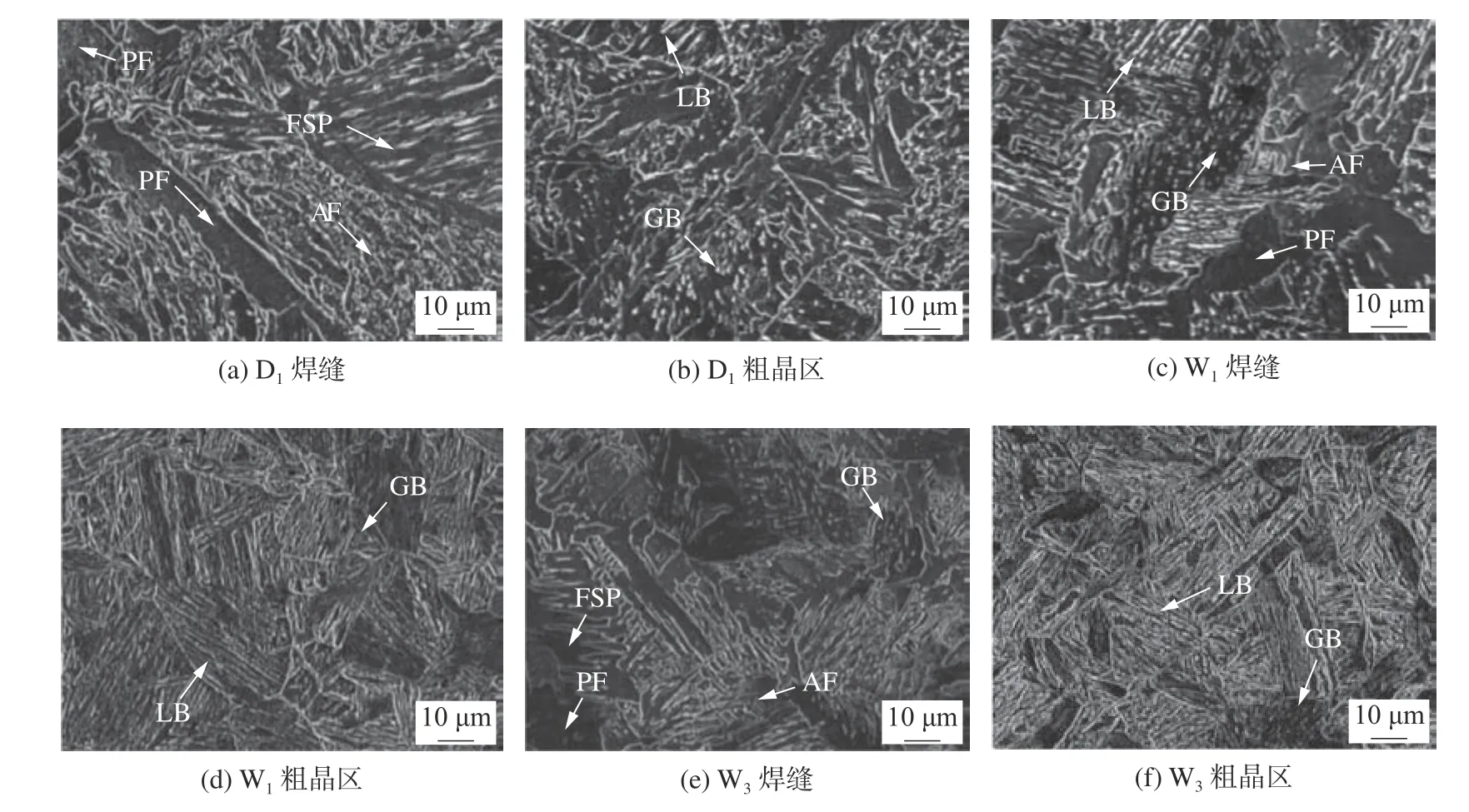
图2 不同焊接条件下接头的显微组织Fig.2 Microstructures of joints under different welding conditions.(a) D1 WM;(b) D1 CGHAZ;(c) W1 WM;(d) W1 CGHAZ;(e) W3 WM;(f) W3 CGHAZ
3.2 硬度结果
4 组焊接接头的硬度分布如图3 所示.从图3 可以看出,4 组焊接接头的最高硬度均出现在熔合线附近的粗晶热影响区位置.水下焊接试样中的最高硬度高于陆上焊接接头,这是因为水下焊接冷却速度较大,其接头的CGHAZ 含有大量的LB 和少量GB,而陆上焊接头CGHAZ 显微组织则主要为GB.相对于GB,LB 的形成温度更低,其板条铁素体宽度小,板条铁素体内具有大量高密度位错,可以获得更高的强度和硬度水平[12].在水下焊接试验组中,随着焊接电流的增大,焊接接头最高硬度有所下降;试样W1的硬度水平最高,最高硬度为324 HV,接近DNV-OS-F101 规定的非酸性条件下最高硬度325 HV.

图3 硬度分布Fig.3 Hardness distribution
3.3 温度场计算结果
图4 为水下焊接试样W1焊缝填充过程的温度场云图.可以看出,当焊接过程进入稳定状态后,打底焊道的最高温度为2 134 ℃,第3 道(填充2 层第1 道)焊接的最高温度为2 383 ℃,第7 道(盖面层第3 道)焊接的最高温度为2 288 ℃.由焊接熔池的尺寸可以看出,温度场计算结果较为合理,可以实现母材与焊缝的熔合.
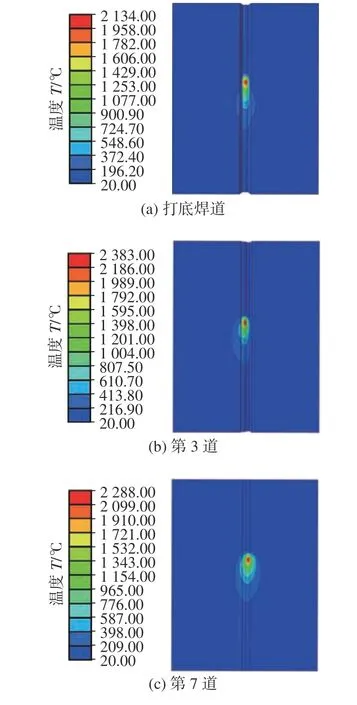
图4 试样W1 焊接温度场云图Fig.4 Welding temperature field of specimen W1.(a)root pass;(b) 3rd pass;(c) 7th pass
为了研究焊接环境和焊接电流对焊接热循环曲线的影响,取陆上干法焊接试样D1和水下焊接试样W1,W3打底焊道上表面中心线上一点P1和离熔合线3 mm 一点P2(图1),得到3 个试样的热循环曲线(图5).

图5 点P1 和点P2 的热循环曲线Fig.5 Thermal cycles at P1 and P2.(a) P1;(b) P2
由图5 中热循环曲线可见,对应焊道数量,试样D1、W1和W3的热循环曲线分别出现4,7 和6 个峰.相同的焊接电流下,由于水环境的影响,水下焊接试样的冷却速度大于陆地焊接试样,点P1和点P2的热循环冷却速度均大于陆地焊;水下焊接试样W1的点P1一次热循环峰值温度(1 804.8 ℃)明显低于陆上干法焊接试样D1的峰值温度(2 018.7℃).对于点P2,水下焊条件下点P2温度更低,陆上干法焊接试样D1在第4 道时热循环出现最高峰值温度(893.9 ℃),而水下焊接试样W1上点P2在第7 道时热循环出现最高峰值温度(501.4 ℃).
水下焊接条件下,增加焊接电流至205 A 时,点P1的一次热循环峰值温度上升至1 882.2 ℃,点P2热循环曲线最高峰值温度上升至571.9 ℃,但低于Ac1;相对于试样W1的热循环曲线,焊后冷却速度有所降低.W1,W2和W33 组试样盖面焊道HAZ 宽度分别为2.07,2.16 和2.31 mm,远小于陆地焊接试样D1的HAZ 宽度(4.42 mm),可见离熔合线3 mm 处的点P2处于热影响区以外,故第7 道热循环峰值温度已降到Ac1以下,计算结果合理.
3.4 应力场计算结果
以175 A 电流水下焊接试样W1为例,其横截面残余应力分布如图6 所示.4 组焊件上表面在1/2 焊件长度处的残余应力分布如图7 所示.

图6 试样W1 横截面残余应力分布Fig.6 Residual stress distribution in the cross section of specimen W1.(a) σVon;(b) σx;(c) σy

图7 4 组试样残余应力在宽度方向的分布Fig.7 Residual stress distribution in four specimens along the width direction.(a) σVon;(b)σx;(c) σy
由图6 可以看出,水下175 A 焊接试样W1的等效残余应力σVon在焊缝和HAZ 部位出现了较大的应力集中,峰值达到640.9 MPa.纵向残余应力σx在焊缝和热影响区部位出现了较高的拉应力,峰值拉应力达到659.3 MPa.横向残余应力σy在板厚方向出现了应力性质的变化,峰值拉应力出现在焊缝,达到558.7 MPa.
由图7 看出,4 组焊接试样上表面σVon均在焊缝及HAZ 表现出较高的应力水平,水下175 A 焊接试样W1的σVon峰值(589.8 MPa)高于陆地干法175 A 焊接试样D1(559.3 MPa);随着焊接电流增加,水下焊接试样的σVon峰值应力略有下降.4 组焊接试样的纵向残余应力σx在HAZ 部位表现出高值拉应力,水下175 A 焊接试样W1的峰值拉应力值(573.4 MPa)最高,高于陆地干法焊接试样D1(557.9 MPa);随着焊接电流增加,水下焊接试样的σx峰值拉应力略有下降.4 组焊接试样上表面的横向残余应力σy水平较低,对于陆地干法焊接试样D1,σy在焊缝出现较低水平的拉应力值;但对于3 组水下焊接试样,由于焊件上部有一定的水层,上表面受到指向内部的压力,σy在上表面焊缝呈现出较低水平的压应力值,随着焊接电流增加,峰值压应力略有下降.由图7 还可以看出,水下175 A 焊接试样中,小孔法测得的残余应力σx和σy在数值和分布规律上和计算结果较为接近,有限元计算结果较为合理.
3.5 讨论
可以看出,相同焊接电流下,水下焊接试样W1的冷却速度远大于陆地焊接试样D1,因此焊缝中出现了转变温度较低的GB 和LB,而转变温度较高的AF、PF 和FSP 数量较少;对于CGHAZ,由于冷却速度大、高温停留时间较短,试样W1的晶粒尺寸明显小于D1,且显微组织中LB 数量相对较多,GB 数量相对较少,因此硬度高于陆地焊试样.
温度场计算结果表明,相同焊接电流下,水下焊接试样W1上P1、P2 点的冷却速度大于陆地焊接试样D1;水下焊接条件下电弧被压缩,加热范围和HAZ 宽度小于陆地焊接试样D1,具有较大的温度梯度,因此焊件内等效残余应力峰值高于陆地焊接试样D1.当焊接电流从175 A 增加至205 A 时,焊件的冷却速度有所下降,温度梯度减小,因此水下焊试样中等效残余应力峰值有所下降.
4 结论
(1) 水环境焊接对焊接接头的显微组织分布具有很大的影响.175 A 电流下,X80 管线钢陆地焊接试样中,焊缝的显微组织主要为粗大的PF,FSP 和较多的AF,CGHAZ 的显微组织为粗大的GB 和少量的LB.水下湿法焊接试样中,焊缝显微组织相对较细,为PF,GB,LB 和AF,CGHAZ 组织为较多的LB 和少量的GB.
(2) 水下焊接试样中的最高硬度高于陆上焊接接头,采用175 A 电流的水下焊接试样硬度水平最高,最高硬度为324 HV.
(3) 采用175 A 电流时,水下焊接试样的冷却速度大于陆地焊接试样,等效残余应力σVon最大值和纵向残余应力σx峰值拉应力高于陆地焊接试样.
(4) X80 管线钢水下焊接试样具有较高的残余应力水平,纵向残余应力σx在焊缝和热影响区部位出现了较高的拉应力,横向残余应力σy的峰值拉应力出现在焊缝.在175~ 205 A 范围内增大焊接电流,水下湿法焊接接头的等效残余应力σVon最大值和纵向残余应力σx峰值拉应力有所下降,横向残余应力σy的峰值压应力略有降低.
猜你喜欢
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
有色金属(矿山部分)(2021年4期)2021-08-30
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
纺织科学与工程学报(2020年1期)2020-06-12
生活用纸(2016年6期)2017-01-19
光学精密工程(2016年2期)2016-11-07
中国塑料(2016年10期)2016-06-27
中国民族医药杂志(2016年9期)2016-05-09
焊接(2016年5期)2016-02-27