
标准钢卷尺计量比对关键技术研究
2024-04-19 12:13蒋远林李连福李建双
计量学报 2024年3期
蒋远林, 康 瑶, 李连福, 李建双
(中国计量科学研究院,北京 100029)
1 引 言
标准钢卷尺是上世纪九十年代中国计量科学研究院为了保障全国的工作线纹尺量值可靠性,根据我国工作线纹尺大量使用的国情而研制的线纹计量标准器,用于钢卷尺、测深钢卷尺等带状工作线纹器具量值传递[1],是线纹计量器具检定系统中的三等线纹标准[2]。随着国民经济的发展,工作线纹量具使用量成倍增长,标准钢卷尺的需求量也越来越大,目前全国在用标准钢卷尺不少于1 000支,标称长度一般为5、 10、 20、 30、 50 m。标准钢卷尺的检测机构由原来的中国计量科学研究院一家,逐渐发展至省级、大区级等十余家计量机构。各计量机构检测装置的测量标准器不同,测量范围不同,尺带支撑方式不同,但未曾进行过全国计量比对,未验证过标准钢卷尺量值的一致性[3]。
为了验证我国标准钢卷尺量值的国际等效性及国内一致性,2019年中国计量科学研究院参加了EURAMET钢卷尺国际比对(项目编号EURAMET.L-S27),比对样品为50 m和10 m刻制的标准钢卷尺,和50 m印制的普通钢卷尺,根据2022年10月主导实验室反馈的draftA比对结果,中国计量科学研究院提交的结果,偏离参考值最小,不确定度最小。2019年,中国计量科学研究院主导组织了首次全国标准钢卷尺计量比对(项目编号2019-B-05),参比实验室有6个省级计量机构和1个国家级计量站。
主导实验室研究了比对测量主要误差来源和控制方法,以及比对传递标准的稳定性测量考核方法。通过比对验证了我国标准钢卷尺量值的一致性,总结分析了比对中存在的主要问题,并提出了解决问题的方法。
2 全国标准钢卷尺计量比对情况
比对传递标准选用2支20 m的标准钢卷尺,尺带宽度12 mm、厚度0.24 mm,尺带的材料温度线膨胀系数11.5×10-6/℃、拉伸系数1.80 μm/(N·m)。比对参考值采用中国计量科学研究院的量值。传递标准的传递方式采用花瓣式,如图1,每传递1~2个参比实验室后返回主导实验室测量。

图1 花瓣式传递图Fig.1 Petal transfer graph
比对测量点根据国内标准钢卷尺检测装置(以下简称检测装置)的测量范围以及误差主要来源,设置9个测量点,分别为0.05、 0.5、 2、5、 7、 10、 15、 17、 20 m。
比对共提交了119个有效数据,|En|值[4~8]均小于1(En为归一化偏差),其中小于0.7结果共计101个,占比84.9%。
其中,参比实验室0.05、 5、 20 m测量点的测量结果及不确定度如图2~图4所示。

图2 0.05 m测量点参比实验室比对结果Fig.2 Comparison results of 0.05 m measuring point

图3 5 m测量点参比实验室比对结果Fig.3 Comparison results of 5 m measuring point

图4 20 m测量点参比实验室比对结果Fig.4 Comparison results of 20 m measuring point
0.05 m测量点,参比实验室结果偏离参考值的绝对值最大为0.007 mm,不确定度分布为0.006 mm~0.020 mm。
5 m测量点,参比实验室结果偏离参考值的绝对值最大为0.029 mm,不确定度分布为0.024 mm~0.042 mm。
20 m测量点参比实验室结果偏离参考值的绝对值最大为0.092 mm,不确定度分布为0.084 mm~0.147 mm。
比对结果表明,0.05 m的测量点,参比实验室结果偏离参考值小;随着比对长度的增加,测量点结果偏离参考值越来越大,偏差与长度有明显的线性关系。
3 比对结果影响因素分析
比对传递标准(标准钢卷尺)的测量误差主要由固定误差和线性误差组成。
固定误差主要由检测装置的瞄线误差、阿贝误差[9~13]引入,与检测装置的瞄准装置、标准线与测量线的间距(阿贝臂A)以及导轨直线度[14,15]有关。
线性误差主要与标准钢卷尺特性相关,主要由标准钢卷尺尺带的拉伸系数、温度线膨胀系数、检测装置尺台的静摩擦力、尺子温度偏离20 ℃的程度以及温度测量系统误差等引入。
3.1 检测装置的影响
标准钢卷尺的检测装置主要由刻线瞄准装置、激光测量装置等组成,分析各部分对比对结果的影响。
3.1.1 瞄准装置
标准钢卷尺的刻线宽度为0.08~0.12 mm,宽度差不大于0.02 mm,其刻线瞄准通过CCD相机与物镜的组合装置,人眼瞄准显示屏上刻线图像[16~18];或通过读数显微镜人眼瞄准视场中的刻线图像。CCD和物镜的参数(见表1)满足标准钢卷尺刻线瞄准要求。

表1 CCD和物镜参数Tab.1 CCD and objective parameters
人眼瞄准标准钢卷尺的刻线图像时,采用双线瞄准法(如图5所示),瞄准判断间隙d1、d2相等来确认。另外,由于刻线轮廓边缘不规则,瞄准位置的差异会影响结果,比对规定瞄准位置通常为距离尺根约3 mm处。
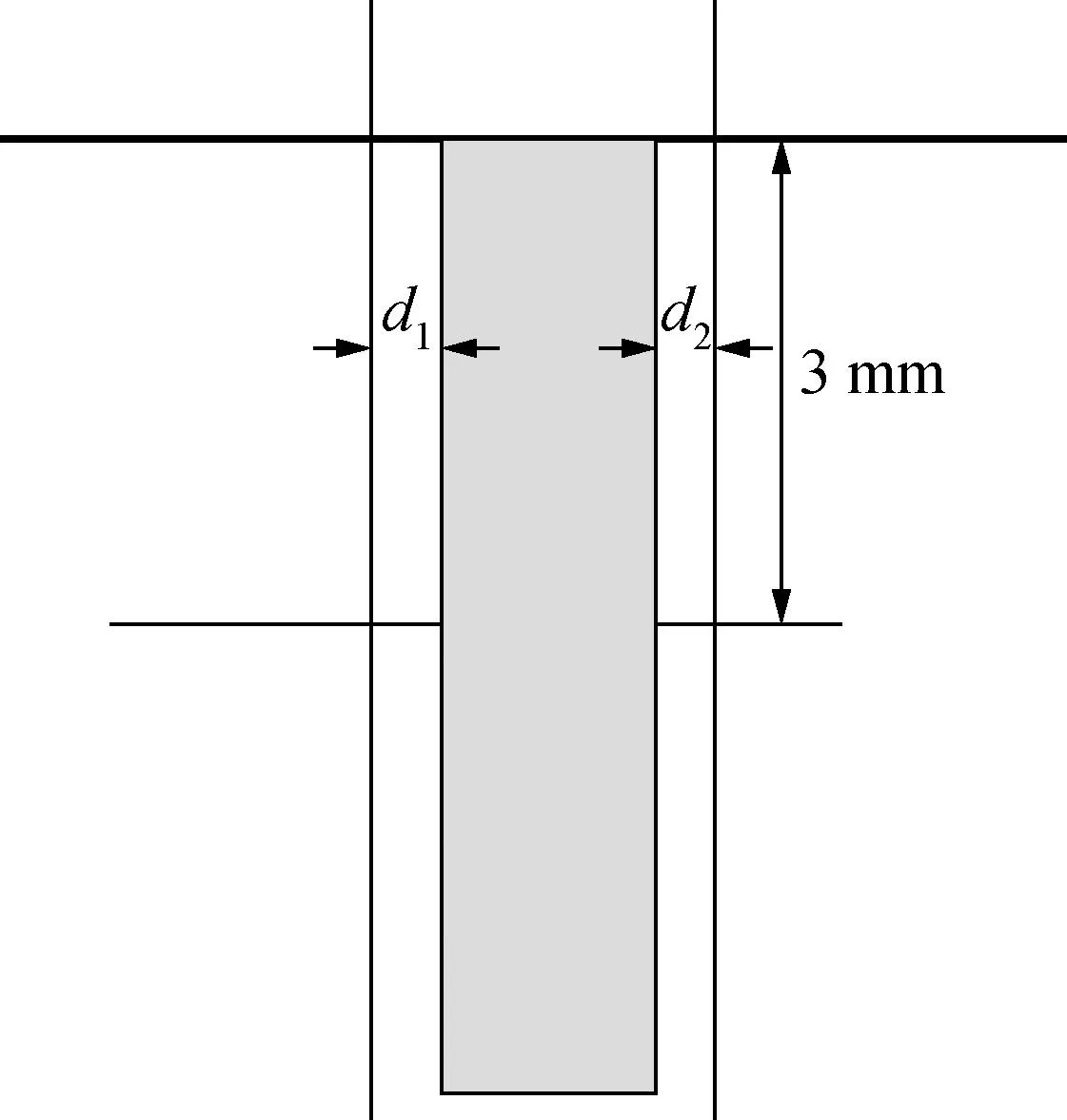
图5 刻线瞄准示意图Fig.5 Schematic diagram of aiming position
用200万像素的CCD相机与(0.7×~4.5×)物镜组合装置分别进行不同宽度刻线、不同放大倍率的实验,0.08 mm和0.12 mm宽度刻线在不同放大倍率下(图像如图6和图7所示)进行10次重复瞄准测量,结果见表2。
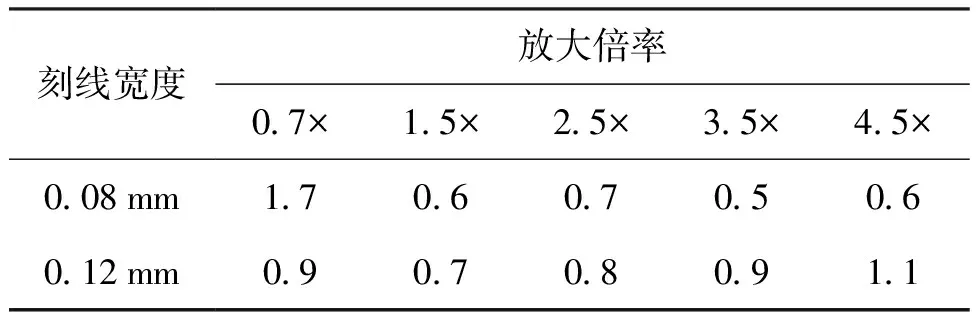
表2 不同放大倍率下的测量重复性Tab.2 Measurement repeatability under different magnification μm
实验结果表明,0.08 mm宽度的刻线,用0.7×倍率瞄线重复性差,应选择1.5×及以上的放大倍率; 0.12 mm宽度边缘不清晰的刻线,用4.5×倍率瞄线重复性相对差,会有刻线图像阴影或毛刺误判的问题而引入较大的瞄准误差,应选择(1.0×~2.5×)的放大倍率。
3.1.2 激光测量装置
标准钢卷尺的计量比对中,参加比对的激光测量装置有单个激光干涉仪、2个独立激光干涉仪、3个独立激光干涉仪以及单个激光干涉仪分成三路激光的装置,按光路数量可称为一路光装置、两路光装置、三路光装置,实物图如图8~图10。

图8 一路光装置Fig.8 One-laser interferometer device

图9 两路光装置Fig.9 Two-laser interferometer device

图10 三路光装置Fig.10 Three-laser interferometer device
对于检测装置,标准钢卷尺的测量线与激光标准线不重合,以及与导轨运行方向不垂直或不平行,会有导轨俯仰角和偏摆角2个方向角偏移量耦合影响。
比对中的一路光装置,阿贝臂A最小为50 mm,最大为250 mm,装置引入的阿贝误差影响为:
α=Atanφ≈Aφ
(1)
若标准钢卷尺零刻线及被校刻线的瞄准位置的(俯仰角或偏摆角)角度偏移量为4″,则引入阿贝误差α:
A=50 mm时,
A=250 mm时,
标准钢卷尺的零刻线瞄准时,其位置无法绝对相同且固定,若导轨在竖直方向上存在高差,每次测量时,零刻线及被校刻线的瞄准位置的俯仰角度偏移量φ不同,如图11所示,零刻线起始位置O1、O2分别对应的角度偏移量为φ1、φ2,因此,同一标称长度测量最大阿贝误差可能是俯仰角偏移量的叠加。如导轨的俯仰角为-4″~+6″,则角度偏移量φ最大可能为10″。同理,若导轨在水平方向上存在偏转,最大阿贝误差可能会有偏摆角偏移量的叠加。因此对于阿贝臂大的一路光装置,其阿贝误差不确定,造成测量结果发散。另外,会有导轨俯仰角和偏摆角2个方向偏移量耦合影响。
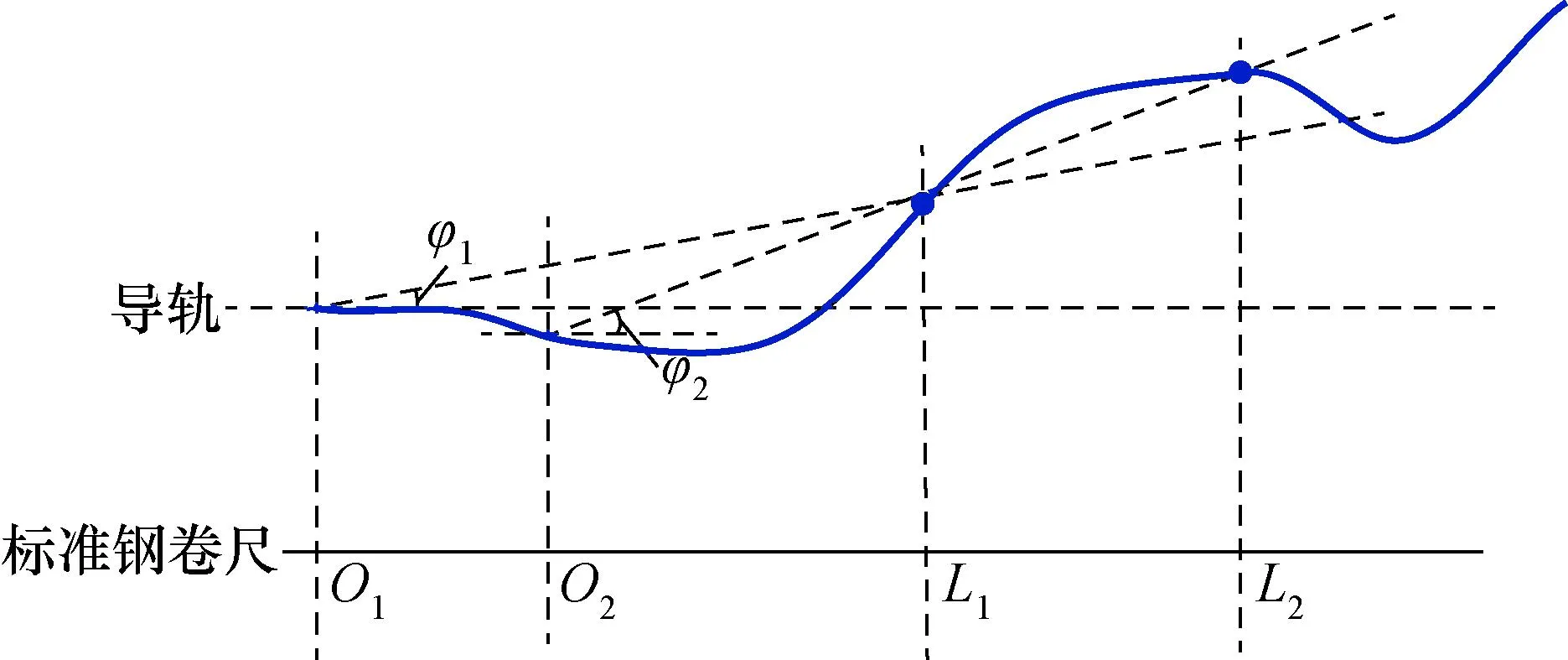
图11 一路光装置导轨示意图Fig.11 Schematic diagram of the guide rail of the one way optical device
两路光装置中,标准钢卷尺的测量轴线与两路激光标准轴线在同一水平面内,且阿贝臂分别为A1、A2,图12是两路光装置消除阿贝误差的原理示意图,L1、L2分别为2台干涉仪的读数值。利用两路激光干涉仪构造出一路与被检标准钢卷尺同光路的虚拟干涉仪,其读数值为Li。

图12 两路光装置消除阿贝误差的原理示意图Fig.12 Schematic diagram of the principle of eliminating Abbe error by two-way optical device
利用公式(2),理论上可以消除检测装置导轨(水平方向上)偏摆角引入的阿贝误差。
(2)
但在实际测量中,A1、A2存在测量误差,产生实际位置与测量位置之间的阿贝臂。此测量误差一般可控制在2 mm内,水平方向上引入的阿贝误差按公式(1)计算,结果可忽略不计。
水平两路光装置,为了消除导轨俯仰角(垂直方向)方向偏移量耦合,要求标准钢卷尺的测量轴必须与标准光轴等高。


图13 三路光装置消除阿贝误差的原理示意图Fig.13 Schematic diagram of the principle of eliminating Abbe error by three-way optical device
根据公式(3)理论上可以消除检测装置的阿贝误差。
(3)
但在实际测量中标准钢卷尺测量轴空间位置Hx、Hz存在测量误差,产生实际位置与测量位置之间的阿贝臂。Hx,Hz的测量误差可控制在2 mm内,水平方向和垂直方向引入的阿贝误差可按公式(1)分别计算,结果可忽略不计。
3.2 尺带特性的影响分析
标准钢卷尺属带状尺,尺带稳定性、尺带拉伸系数、材料温度线膨胀系数等对测量结果有很大影响。
3.2.1 尺带稳定性
标准钢卷尺由优质碳素钢制造而成,由于尺坯经过热处理工艺及线纹刻制后,尺带内部结构变得不稳定,因此需要存放较长年限。比对传递标准是1994年生产,且在实验室放置10年以上,图14为传递标准连续5年的稳定性测量结果。

图14 5年稳定性测量结果Fig.14 Five years stability measurement results
结果表明,比对传递标准示值年变化量远小于JJG 741—2022规定的0.02 mm+1×10-5L的要求。
3.2.2 尺带拉伸系数
标准钢卷尺尺带有拉伸系数,检测时若存在张紧力误差,对尺长的影响量为:
ΔL=ΔP·C·L
(4)

悬链支撑的尺子与尺台线线接触,静摩擦力小,且可通过实验准确获得。实验装置尺台采用滚珠轴承机构(如图15),支撑轴直径13 mm,轴间距250 mm。标准钢卷尺用49 N拉力通过滑轮引张于尺台上,零刻线固定,CCD瞄准20 m刻线的中心位置,逐渐增加拉力至显示屏上刻线位置发生变化的临界状态,此时拉力的变化量即为尺台静摩擦力,实验结果不大于0.4 N。
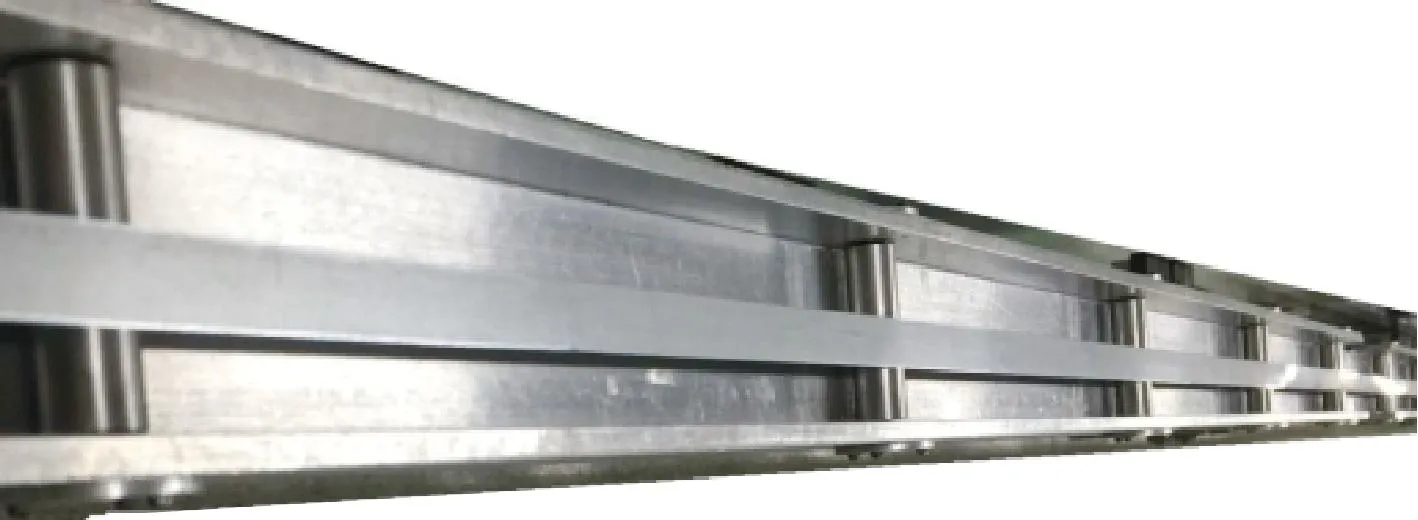
图15 悬链支撑尺台Fig.15 Ruler platform
经在上述实验装置上对传递标准的尺带拉伸系数进行测量,结果为1.79 μm/(N·m),与理论值相差0.05 μm/(N·m)。由式(4)可计算出20 m尺长的影响量为ΔL=15 μm。
结果表明,通过采用悬链式支撑结构能够掌控尺台静摩擦力大小,可以准确评估尺带拉伸系数对尺长的影响。
3.2.3 尺带温度线膨胀系数
标准钢卷尺材料温度线膨胀系数α为11.5×10-6℃-1,其标准不确定度为1×10-6℃-1。尺带温度线膨胀系数对尺长结果的影响包含两方面:尺带温度测量不准确的影响量为ΔLΔt=Δt×11.5×10-6℃-1·L;尺带温度偏离20 ℃时的影响量为ΔLT=(T-20)×1×10-6℃-1·L。
标准钢卷尺尺带温度测量不准确主要是由测温系统的测量误差、尺子实际温度与测量温度差异以及尺子温度的均匀性引起的。标准钢卷尺检测装置测温系统一般使用精密铂电阻温度传感器,传感器精度优于0.01 ℃。为准确测量尺带温度,应根据尺台长度合理布控温度传感器。比对的检测装置尺台有5、20、50 m等不同长度,5 m检定台应在尺台前端、末端和中间位置分别安装1个温度传感器,10 m及以上尺台一般沿光路延长线方向每间隔2~3 m安装1个温度传感器,安装位置尽量贴近标准钢卷尺测量轴线。
标准钢卷尺在实际检测时一般以空气温度替代尺带材料温度,规程规定检测温度在(20±1) ℃范围内,温度变化每小时不大于0.5 ℃。标准钢卷尺在检测温度下需恒定足够长时间,以使尺带温度与周围空气温度,以及尺带内外温度达到平衡,经实验,当恒温时间4 h以上,温度差异一般不大于0.10 ℃。
参比实验室地域跨度大,我国南北方存在明显的气温差异。对于非24小时通风恒温的实验室,若室内外温差大,白天通风恒温时空气温度能快速平衡在(20±1) ℃范围内,但标准钢卷尺本身实际温度平衡会迟缓,导致实际温度与空气温度差异较大。比对中要求提交的结果是换算成20 ℃下的实际长度,L20 ℃=LT-α·(T-20)·L,若标准钢卷尺实际温度高于空气温度,即代入计算的T值偏小,提交的比对结果偏大;反之,若标准钢卷尺实际温度低于空气温度,即代入计算的T值偏大,则提交的结果偏小。
4 比对传递标准稳定性实验与分析
综合考虑检测装置瞄线、阿贝臂、尺台摩擦力、尺带拉伸系数、温度线膨胀系数、检测温度等影响因素,把各项误差控制在最小影响情况下,对两支传递标准做了稳定性实验,以其中一支传递标准0.05 m和20 m两个测量点为例进行分析,比对前连续6个月及传递过程中的测量数据分别如图16和图17所示。

图16 0.05 m刻线实验数据折线图Fig.16 Line chart of 0.05 m scale experimental data

图17 20 m刻线实验数据折线图Fig.17 Line chart of 20 m scale experimental data
计算出各测量点12次稳定性测量结果标准偏差如表3所示。

表3 测量值标准偏差Tab.3 Standard deviation of measured value


表4 标准不确定度分量Tab.4 Standard uncertainty component
分别计算出标准钢卷尺0.05 m和20 m测量点的测量结果不确定度如表5所示。

表5 测量结果不确定度Tab.5 Uncertainty of measured value
0.05 m和20 m测量点的测量结果均满足:3δ≤U,验证了比对传递标准量值可靠性,也表明了以中国计量科学研究院的测量值作为比对参考值的合理性。
5 结 论
通过分析比对结果,研究总结出标准钢卷尺检测过程中检测装置瞄线、阿贝臂、拉伸系数、温度线膨胀系数等主要因素对结果的影响量,并给出以下关键技术建议:
1) 瞄准装置的CCD图像传感器、物镜以及照明的选择要满足标准钢卷尺检测时的使用要求,瞄线读数时,应根据刻线宽度、刻线边缘清晰程度等因素选择合适放大倍率。
2) 激光测量装置优先选择使用能够消除阿贝误差的三路光装置;一路光装置要综合考虑阿贝臂和导轨直线度的影响,确保装置阿贝误差最小化;二路光装置的测量轴线必须与标准光轴同高,以消除导轨垂直方向偏移量影响。
3) 检测装置置尺平台采用悬链支撑结构,支撑轴分布数量一般每米不少于3个,保证标准钢卷尺与置尺平台之间静摩擦力不大于0.5 N。
4) 检测装置的温度传感器根据检定台长度沿光路延长线方向间隔2~3 m分布,安装位置尽量贴近尺子测量轴线。
此研究结果为今后线纹类量具的检测和计量比对提供参考,也为国内各技术机构建立标准装置提供参考建议。
猜你喜欢
新技术新工艺(2022年10期)2022-11-21
航空学报(2022年5期)2022-07-04
哈哈画报(2022年3期)2022-05-06
少儿美术(2020年1期)2020-12-06
模具制造(2019年10期)2020-01-06
发明与创新(2019年42期)2019-11-18
自动化与仪表(2019年2期)2019-03-06
数字通信世界(2019年1期)2019-02-14
发明与创新·大科技(2018年2期)2018-03-17
职教通讯(2013年27期)2013-11-12
