
中小型调心滚子轴承磨加工方法及设备改进
2012-06-11 01:55李洪君马少卓戚永富
哈尔滨轴承 2012年4期
李洪君,马少卓,戚永富
(1.哈尔滨轴承集团公司 南直轴承分厂 ,黑龙江 哈尔滨 150036; 2. 哈尔滨轴承集团公司 经营发展部, 黑龙江 哈尔滨150036 )
1 前言
随着机械制造业的发展,调心滚子轴承22200及22300系列市场的需求量加大,质量要求高,交货周期短,现有设备数量及加工方式已满足不了市场的要求,为了满足用户需求,保证产品的质量及提高现有设备的生产效率,必须对现有加工方法及设备进行改进。
2 原加工方法存在的问题
(1)内外径挡边采用单机磨削,需要同时开动几台设备才能保证生产进度,浪费加工设备,加工成本高。
(2)由于购进的套圈端面磨削留量不均,平面采用M7475机床单面磨削后,破坏了内圈双滚道的对称性,而且生产效率低。
(3)没有加工内滚道的专用设备,必须对现有内沟机床砂轮修整器进行改进。
3 加工方法改进
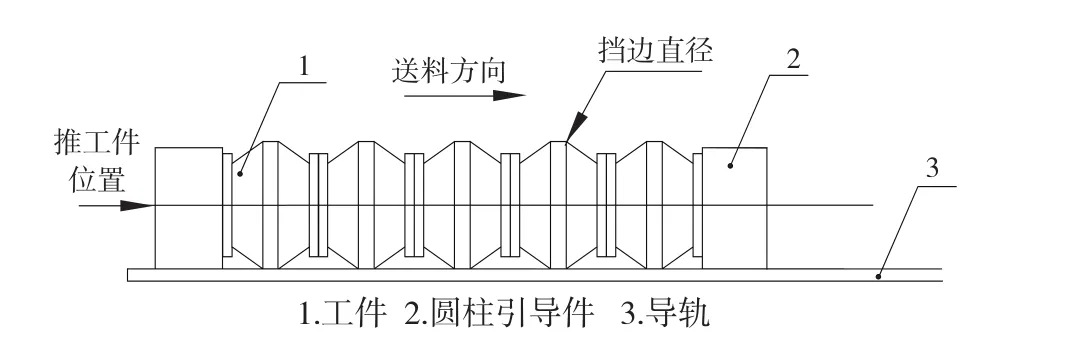
图1 磨内圈挡边径送料示意图
(1)内圈内外径挡边加工方法的改进如图1所示,调心滚子轴承内圈挡边径表面是加工内径及内滚道的定位面基准面,内径及内滚道的圆度要求都在0.005mm以内,所以内挡边径圆度必须要求在0.004mm以内。为了保证加工精度,原来加工方法是采用单机进行加工,每班只能加工500~600件,生产效率极低,生产周期长,不能按时完成定单。为了提高生产效率且保证加工精度,决定改变原来的加工方法,采用宽无心MGW10200机床进行贯穿磨削,但由于内圈幅高宽,挡边较窄,在无心机床加工套圈极易产生倾斜,出现蹦砂轮现象,卡伤挡边径,无法保证挡边的精度,为了解决这个问题,针对不同规格产品,加工了外径尺寸小于挡边径的圆柱形金属引导件,加工时放在每串加工工件的前后端面,起引导作用及平稳推工件作用,解决了工件在磨削区域产生倾斜和蹦砂轮的现象(如图 1)。
(2)内、外套平面磨削采用MZ7675双端面机床磨削,针对不同规格的产品幅高尺寸,对上下导板及进出口挡板进行了相应调整,解决了套圈在磨削区域产生倾斜磨伤工件的问题,从而改变了本机床只能磨削幅高尺寸30mm以下的深沟球轴承套圈,现已能磨削幅高尺寸达到40mm且外径支承较窄的调心滚子套圈,大大提高了生产率。
4 改进3MZ1310B设备修整器
我分厂没有加工调心滚子轴承内圈内滚道的专用设备,现有的加工设备的修整器的运动轨迹是圆弧形,砂轮修整后是圆弧面,只能磨削深沟球轴承内滚道,如图 2 所示。而调心滚子的是双列的球形表面,现有加工设备无法加工。
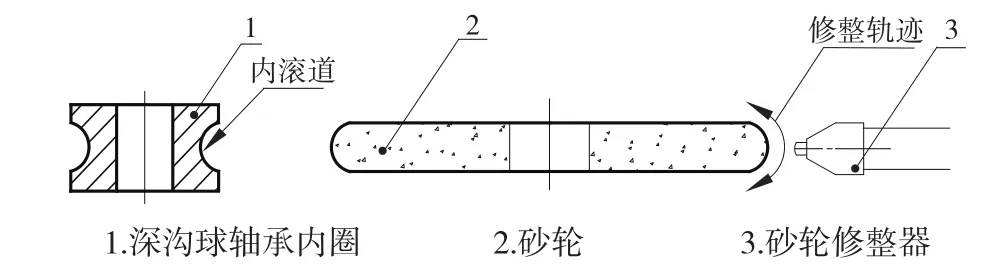
图2 深沟球内沟砂轮修整示意图
为了决解这一问题,必须对3MZ1310B的砂轮修整理器进行改进,要修整出符合工件沟形的砂轮形状,如果用金刚笔进行曲线修整,修整器运动轨迹复杂,调整比较困难,采用仿形修整比较方便。
(1)设计制造如图 3 所示镶嵌式滚轮,滚轮和工件滚道形状相符合,利用滚轮修整砂轮时,修整器只需做切入式直线运动,就能修整出需要的几何形状,双滚道一次成型,两滚道的尺寸差小,相互位置精度好,修整速度快,调整比较简单。

图3 调心滚子轴承内沟砂轮修整示意图
(2)设计制做砂轮修整的校准装置
采用合金滚轮修整器对砂轮进行修整,修整器安装的位置是否精确直接影响两滚道的对称性,由于该修整器没有安装基准,要保证两滚道位置精度,安装滚轮前必须进行校准,以此校准滚轮轴与往复是否垂直。于是设计了3MZ1310B机床砂轮修整器主轴校准盘(如图4、图5),把校准盘安装在砂轮修整器的主轴上,将仪表测量点支在端面上,用手动摇动手柄使修整器往复做直线运动,通过转动往复低座来调整修整器主轴与往复的垂直度,调整符合精度要求后再安装合金滚轮进行修整砂轮,用这种方法来校准修整器既准确又简便,经过多次磨削验证,产品精度都达到了工艺要求,效果显著,保证了该产品的加工质量。

图4 校准修整器轴线与往复运动方向垂直度

图5 砂轮修整器主轴校准圆盘示图意
通过改进调心轴承内圈的加工方法及对3MZ1310设备改进,经过加工验证,现已完全具备加工此产品的能力,同时能够保证产品质量,生产效率得到大大提高,工人的劳动强度降低,分厂不需购进专用内沟设备加工双列短圆柱调心轴承,为公司节省设备资金、缩短加工周期、保证产品订单按时完成做出了很大贡献,为分厂带来很大的经济效益。
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30
数学小灵通(1-2年级)(2022年6期)2022-06-17
现代机械(2021年4期)2021-09-03
冰雪运动(2019年2期)2019-09-02
制造技术与机床(2018年10期)2018-10-13
创新作文(小学版)(2018年31期)2018-05-16
阅读(中年级)(2016年11期)2017-01-23
工业设计(2016年1期)2016-05-04
现代制造技术与装备(2015年4期)2015-12-23
实用中西医结合临床(2015年7期)2015-02-28
