
22mm厚壁HFW钢管的生产
2013-09-07 07:51刘占增
武汉工程职业技术学院学报 2013年3期
刘占增
(1.武汉钢铁(集团)研究院 湖北 武汉:430080;2.武钢集团武汉江北钢铁有限公司钢管厂 湖北 武汉:430415)
高频直缝感应焊(HFW)钢管是将热轧卷板经过成型机成型后,利用高频电流的集肤效应和邻近效应,使管坯边缘加热到固熔状态,在挤压辊的作用下进行压力焊接来生产的。
随着2250mm热连轧生产线的发展和HFW钢管生产所用原料的质量提升,以及高频焊接技术的进步,使得生产大直径、大壁厚HFW钢管成为了可能。目前国外已经成功实现了Φ609.6mm×25mm X60级高频焊管的生产[1],而国内高频焊管厚度一般在20mm以下。武钢针对厚壁钢管生产进行了研究,并成功实现了Φ660mm×22mm Q345C焊管的生产。
1 制造工艺
1.1 生产流程
HFW焊接生产厚壁管,主要是受成型载荷、板边的成型性、以及焊接时焊接参数和中频模拟正火参数的影响。武钢HFW660焊管机组2009年建成投产,是目前国内口径最大、工艺设备最先进的高频直缝焊管生产线,年生产能力达到35万吨,主要生产油气输送管线管、浆体输送管、石油套管以及结构用圆管、方矩形管。
HFW焊管生产,从原料到成品需要经过一系列的工序,并经过层层检验以确保质量。不同技术要求的焊管选择的工艺流程不同,此次生产的Q345CΦ660mm×22mm结构管的生产工艺流程为:拆卷矫平→剪切对焊→活套储料→带钢铣边→板体探伤→排辊成型→高频焊接→内外毛刺去除→焊缝探伤→焊缝热处理→定径矫直→定尺锯切→喷印管号→初检→平头倒棱→水压试验→离线焊缝探伤→手探复检→测长称重→在线喷标→包装入库。
1.2 钢管的成型
武钢HFW660焊管机组引进德国SMS Meer公司全球最先进的排辊成型、高频焊接设备和技术,排辊成型被认为是高强度大口径高频焊管生产效率最高的成型技术。排辊成型由许多小直径排辊代替了辊式成型机的大直径水平辊,改善了钢带边部拉伸作用,提高了钢带边部的成型质量和焊管外观质量。
焊管成型过程中,成型工艺参数设计的好坏直接影响到焊管的质量。对于大直径、大壁厚的焊管成型,成型工艺参数尤为重要。为了保证Φ660mm×22mm焊管的成型质量,合理设计了钢管成型的板卷宽度、铣边宽度,保证钢管具有足够的成型余量、焊接余量、挤压量和边部铣削量;根据成型量进行了辊位参数设计,并运用冷弯成型COPRA软件进行带钢成型过程中的应力应变分析和模拟,确保带钢在排辊成型中实现平滑、稳定的紧密衔接;依据边部变形、拉伸量和应变分析,对成型过程进行准确的下山量设计计算,保证每架精成型周长减少量基本一致,总周长减少量符合工艺要求。
1.3 钢管的焊接
考虑到在高温下钢为顺磁性且电导率显著下降,会出现因焊接所需热量分布不均匀的现象,所以大壁厚的钢管焊接很难。对于大壁厚的钢管,壁厚方向由于热量分布不均匀,因此热影响区呈沙漏形状,即管壁中心受热最低。对于大壁厚的焊管,受热较少的壁厚中心区域的温度决定了焊接的最高速度,因此焊接参数的选择必须根据大壁厚钢管的实际情况进行设计,并通过调车来最终确定,以保证焊接质量。22mm钢板焊接的主要参数见表1。

表1 22mm钢板高频焊接主要参数
为了保证焊接质量,焊接参数选定后要确保参数在焊接过程中的稳定性,因此需要使用测径卷尺、钢尺控制感应圈位置、挤压量,使用温度监控仪检测焊接温度,并通过计算机实时调整焊接功率和频率。
1.4 中频热处理
高频焊管的在线局部热处理是通过中频模拟正火来实现的,其目的是消除在焊接过程中因焊缝急速冷却而产生的内应力和轧制硬化,提高焊缝区塑性,改善或消除在焊接中成分和组织的不均。武钢HFW660机组的焊缝中频热处理设备,采用4台总功率为3200kW的中频感应加热装置对焊接后钢管的焊缝区域进行模拟正火(N)热处理,以改善焊缝区域组织,增加焊缝的韧性。
一般来说,正火最终热处理温度为Ac3+(30~50)℃。但是在大壁厚HFW焊管的生产中,由于中频加热过程中,当加热温度达到居里点(720℃)以上时,传热主要靠热传导进行,因此表现为焊管沿壁厚方向外表面温度高、内表面温度低。因此为了尽量使大壁厚焊管焊缝横截面全壁厚奥氏体化,有必要将温度设定的再高一些,并保证足够的加热时间。由于感应加热的特性,随着热量在感应的作用下流向横截面的内表面,涡流产生的热量在外表面要更强一些,因此可能会导致外表面容易发生晶粒粗化。
武钢在生产大壁厚焊管时,结合大壁厚焊管的生产工艺特点以及中频加热设备的工作机理,优化焊缝的正火加热工艺曲线,使四台中频加热设备的功率分配完全达到焊缝正火热处理要求。22mm大壁厚焊管的热处理参数见表2。

表2 22mm大壁厚焊管热处理参数
2 大壁厚焊管理化性能分析
2.1 化学成分分析
按炉卷号进行了化学成分分析,共取6组试样,钢管化学成分分析统计数据见表3。

表3 Q345C大壁厚钢管化学成分分析数据
2.2 拉伸试验
依据GB/T228-2002为试验标准,对22mm大壁厚焊管管体横向屈服强度、管体横向抗拉强度、管体横向屈强比和焊缝横向抗拉强度进行了试验。按炉卷号进行了取样试验,共进行了6组试验,试验结果见表4。从表4可以看出,焊缝区域的抗拉强度和管体比较接近。
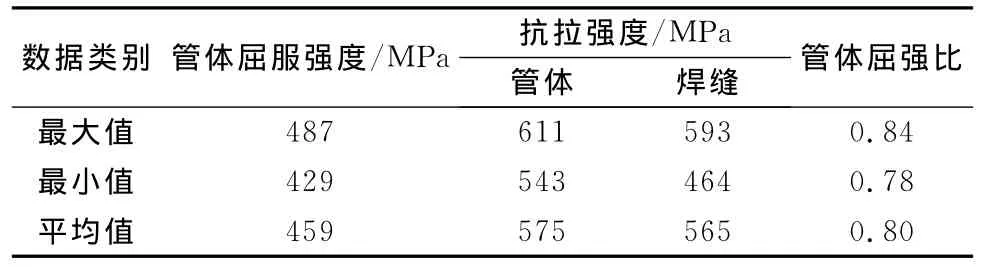
表4 22mm大壁厚焊管横向拉伸试验数据
2.3 夏比冲击试验
采用 GB/T 229-1994作为试验标准,对22mm大壁厚焊管的管体、焊缝冲击功进行了试验。按炉卷号进行了取样,共进行了6组试验,试验结果表明焊管管体、焊缝冲击功满足了标准要求,试验结果见表5。从表5可以看出,22mm大壁厚高频焊管经模拟正火处理后焊缝冲击功不低于管体冲击功,保证了焊缝区域的性能。

表5 22mm大壁厚焊管夏比冲击试验数据
2.4 金相试验
金相试验采用标准GB/T 13298-1991,晶粒度评定采用标准ASTM E112-1996,按标准要求分别对管体与焊缝、热影响区进行了金相检验和晶粒度等级评定。试验取样按每一炉卷号取一组试样,共进行了6组试验,取样部位为焊管模拟正火后的焊缝区域及远离焊缝区域的管体。
500倍的金相分析表明,熔合区(图1)、热影响区(图2)和远离焊缝的管体(图3)显微组织均为铁素体+珠光体。熔合区晶粒度约为9.0级,靠近焊管外表面约为8.5级,有个别大晶粒;热影响区外表面晶粒度约为9.0级;焊管内表面以及管体晶粒度约为9.0-9.5级。总体来说,22mm大壁厚焊管正火感应区比较均匀,整体表现为等轴铁素体+珠光体组织。由于为了保证全壁厚进行模拟正火热处理,所以中频加热温度稍高,表现为外表面正火温度偏高、晶粒度比较粗大。

图1 22mm厚壁管焊接熔合区金相照片

图2 22mm厚壁管焊接热影响区金相照片

图3 22mm厚壁管管体金相照片
3 结束语
大壁厚高频焊管的生产,不仅对成型、焊接提出了要求,尤其是必须使焊缝区域进行“深度正火”才能保证焊管的力学性能和质量。武钢大壁厚高频焊管的生产实践表明,生产的Q345C660mm×22mm高频焊管其焊缝组织均匀,使母材、焊缝和热影响区具有相似一致的力学性能。随着武钢江北公司钢管厂660mm×22mm高频焊管的成功生产,使我国工业化高频焊管焊接的最大壁厚达到了22mm。
[1]Athanasios S.Tazedakis,Nikolaos G.Voudouris,Mike Musslewhite.钢管生产商的挑战——利用高频感应焊(HFI)技术生产25mm大壁厚管线管[G]∥马压静译.2010国际管线会议译文选编,2011:189-197.
猜你喜欢
振动与冲击(2022年18期)2022-09-30
军民两用技术与产品(2021年8期)2021-11-24
粉末冶金技术(2021年3期)2021-07-28
有色金属科学与工程(2021年1期)2021-03-04
焊管(2020年3期)2020-04-13
模具制造(2019年10期)2020-01-06
中成药(2019年12期)2020-01-04
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年4期)2019-04-04
科技资讯(2016年9期)2016-05-14
