
EH36W50钢的气电立焊试验研究
2013-09-07 07:51黄治军朱丛茂胡家国
武汉工程职业技术学院学报 2013年3期
陈 浮 黄治军 朱丛茂 胡家国
(武汉钢铁(集团)公司研究院 湖北 武汉:430080)
0 前言
随着近年来造船业向大容量、大体积方向的发展,高强度钢板被越来越多的采用,并且要求在焊接时采用大的热输入。这不仅要求焊接生产安全可靠,更要求高速高效。气电立焊(electro-gas welding)是由普通熔化极气体保护焊和电渣焊发展而形成的一种熔化极气体保护电弧焊方法。其优点是生产率高,成本低。与窄间隙焊的主要区别在于焊缝一次成形,而不是多道多层焊。气电立焊的能量密度比电渣焊高且更加集中,焊接技术却基本相同。它利用类似于电渣焊所采用的水冷滑块挡住熔融的金属,使之强迫成形,以实现立向位置的焊接。通常采用外加单一气体(如CO2)或混合气体(如Ar+CO2)作保护气体。气电立焊工艺可以解决厚板焊缝采用常规CO2多道焊时质量难以保证和效率低的难题。然而此工艺焊接时线能量非常大,易造成焊接热影响区韧性下降而影响其实际推广应用。武钢新型大线能量焊接船用钢结合氧化物冶金及TMCP工艺,从钢板本身的角度解决了大线能量焊接热影响区韧性下降,出现软化等主要难题。本文主要介绍了针对武钢耐大线能量焊接船用钢EH36W50(承受受焊接线能量超过50kJ/cm)的气电立焊工艺试验情况与结果分析,为武钢新型船用钢的推广应用提供技术支撑。
1 试验材料及方法
焊接材料采用神户制铁所气电立焊专用CO2气保护药芯焊丝DWS-43G,直径1.6mm,试验采用工业性试制的EH36W50钢为TMCP状态,钢板厚度为25mm,焊接试验所用钢板、焊接材料其熔敷金属化学成分及焊缝金属机械性能见表1、表2、表3及表4。

表1 EH36W50钢化学成分(wt%)

表2 EH36W50钢力学性能

表3 DWS-43焊丝化学成分(wt%)

表4 DWS-43焊丝熔敷金属力学性能
气电立焊试验采用气电立焊专用焊机SG-2Z,焊接试板坡口根据气电立焊工艺特点制定,焊接试板长度方向为轧向(纵向),试板坡口示意图如图1所示。气电立焊一次填充完成。焊接试验环境温度25℃,相对湿度85%,焊接电流为360A,电弧电压为38V,焊接速度为7.8cm/min,焊接线能量为105kJ/cm,保护气体为CO2,气体流量为25L/min。焊前无预热,焊后无热处理措施。对焊接接头进行超声波探伤检验,检验等级为B级合格。
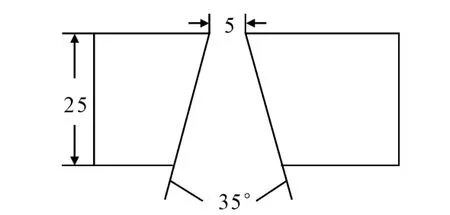
图1 气电立焊试验试板坡口(mm)
2 试验结果及分析
2.1 焊接接头力学性能试验
拉伸、弯曲试验可评定焊缝或焊接接头的强度和塑性,反映出焊接接头各个区域的塑性差别,暴露焊接缺陷,考核熔合区的接合质量。冲击试验用于评定焊缝金属和焊接接头韧性和缺口敏感性。夏比V型缺口冲击试验结果如图2所示。
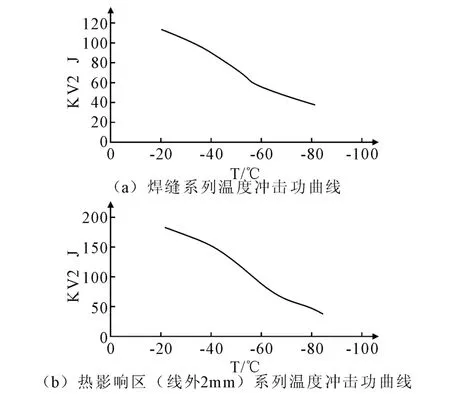
图2 气电立焊接头不同区域系列温度冲击功曲线
从试验结果可以看出:采用DWS-43G匹配EH36W50钢进行气电立焊,接头抗拉强度为555MPa,拉伸试验断于焊外33mm处,冷弯在d=3a,弯曲角度为180°情况下未出现开裂现象,说明焊接接头具有较好的塑性,焊缝-20℃平均冲击功为112J,-40℃平均冲击功为89J,热影响区线外2mm处-20℃平均冲击功为184J,-40℃为147J。从图2可见,随试验温度降低,焊缝冲击功下降稍快于母材,在-60℃时,焊接热影响区粗晶区出现了明显下降,但仍然达到78J。整个焊接接头的冲击韧性处于一个较高的水平。
对焊接接头进行了维氏硬度试验,用于评定焊接接头的硬化及软化倾向,并可间接考核焊接接头脆化程度,以对比焊接接头各个区域的性能上的差别,找出区域性偏析和近焊缝区的淬硬倾向。维氏硬度试验载荷为98N,测试区域包括接头表面下2mm及板厚中心,测试线涵盖焊缝、热影响区、基材,每隔0.5mm测试一点。从试验结果可以看:焊缝区HV10硬度均在200,母材硬度HV10在170-180之间,硬度低值出现在热影响区,为165左右,接头表面各区域硬度值较为平均,变化不大,热影响区的硬度有所降低,说明有软化现像,但强度并未显著下降。焊接接头各区HV10维氏硬度值均没有超过300,说明EH36W50钢淬硬倾向较小,具有良好的抗焊接冷裂纹能力。接头的硬度曲线分别见图3。
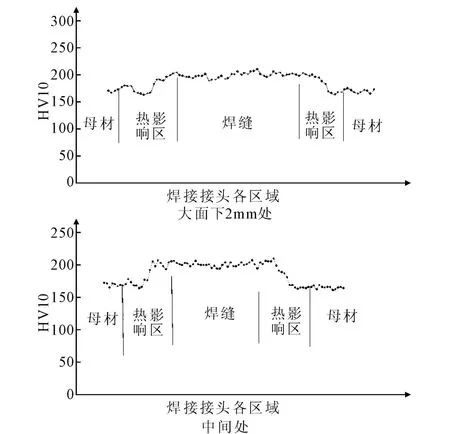
图3 EH36W50气电立焊接头硬度曲线
2.2 焊接接头金相组织分析
EH36W50钢气电立焊接头焊缝、热影响区过热区和母材的光学显微组织如图4所示。从金相组织形貌可以看出,气电立焊获得的焊缝金属组织为先共析铁素体加大量细小针状铁素体,焊缝中较多的针状铁素体使焊缝具有优良的冲击韧性。接头过热区在焊接热循环下奥氏体化,冷却之后得到贝氏体加少量铁素体组织,母材为铁素体加贝氏体组织。金相组织与接头力学性能有很好的对应关系。
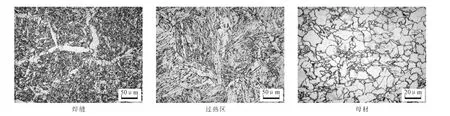
图4 接头各区特征金相组织
3 结论
(1)采用DWS-43G药芯焊丝匹配EH36W50钢进行105kJ/cm线能量的气电立焊,接头具有良好的抗冷裂纹能力,热影响区有软化,但强度并未显著降低,气电立焊接头综合力学性能优良。
(2)接头母材组织为铁素体加贝氏体组织,过热区组织为贝氏体加铁素体组织,焊缝中含有较多的针状铁素体和少量的先共析铁素体。焊接热影响区的细小贝氏体组织使焊接热影响区具有较高的冲击韧性。
[1]陈祝年.焊接工程师手册[M].北京:机械工业工业出版社,2002.
[2]美国焊接学会.焊接手册[M].清华大学译.北京:机械工业出版社,1985.
[3]吕德林.焊接金相分析[M].北京:机械工业出版社,1987.
猜你喜欢
山东冶金(2022年2期)2022-08-08
金属热处理(2022年11期)2022-03-03
金属加工(热加工)(2020年9期)2020-11-04
西南交通大学学报(2018年6期)2018-12-18
能源(2018年6期)2018-08-01
金属加工(热加工)(2018年2期)2018-03-22
能源(2017年11期)2017-12-13
河北工业大学学报(2016年6期)2016-04-16
焊接(2016年9期)2016-02-27
汽车零部件(2014年5期)2014-11-11
