带织物层叠缠绕玻璃钢管的设计与缠绕成型
2013-09-19 02:04娄红莉郭兴峰天津工业大学纺织学院天津300387
产业用纺织品 2013年2期
娄红莉 郭兴峰 (天津工业大学纺织学院,天津,300387)
直管是复合材料常用结构回转体的一种,玻璃钢直管采用纤维或布带缠绕成型工艺,是将纤维或布带按照一定规律的路线层层缠绕而成的。为了使纤维或布带能够均匀稳定地缠绕在芯模上,不架空、不滑线,并防止纤维缠绕成型的制品出现纤维纵向和横向强度差异较大的现象[1-2],必须进行复杂的规律设计。卷管成型工艺是用预浸胶布在卷管机上热卷成型的一种复合材料制品成型方法,预浸布卷制管浸胶均匀,管材口径不受限制,可生产各种规格的产品。但是制品的成型性不好,使用过程中容易产生剪切变形[3]。
用带织物层叠缠绕生产玻璃钢管道是一种新方法,这里带织物的织造采用仿形织造法[4]。仿型织造法即按照回转体的展开曲面设计、生产预成型机织布。这种织物在缠绕成型回转体时,无需裁剪设计,织物与芯模的贴覆性好,同时对于负曲率回转体的缠绕成型也有很好的贴覆性。本文从原理上对采用仿型织造法织造的带织物层叠缠绕玻璃钢管的缠绕角度进行分析与设计。
1 带织物层叠缠绕圆直管原理
1.1 传统带织物缠绕圆直管
在采用传统的平面机织物缠绕成型时,由于各处经纱长度相等,为使织物贴覆在芯模上,只能实现单层缠绕,而且接缝处的纤维不连续,影响了制品的力学性能。
多层缠绕结果如图1所示:管径会逐渐增加,而且织物与模具间出现空隙,不贴覆。若想实现多层缠绕,只能增大织物的变形能力,使织物能够贴覆在模具上,避免出现褶皱。通常需要对织物进行裁剪,例如将胶布带沿45°方向裁剪成窄布条[5]。裁剪织物不仅会导致纤维不连续,增加了工艺流程,还不可避免地产生边角余料,最终降低复合材料的力学性能,增加其制造成本。
1.2 预成型织物层叠缠绕圆直管
预成型织物与传统带织物最大的区别在于其经纱长度不相等。它采用仿形织造技术,按照制品的轮廓形状生产单层机织布[6-7],生产的织物经(纬)纱不等长,织物可成曲面结构。因为织物初步具有了制品的形状,在复合成型时不需裁剪,将所需层数的这种预成型织物缠绕或层合起来[8-9],即可成型复合材料制品。
将预成型织物在圆柱形模具上采用螺旋缠绕法进行缠绕,即将织物以螺旋线层叠形式与成型辊进行层叠缠绕,形成连续缠绕成型管道。缠绕过程如下(见图2):若织物缠绕层数为三层时,第一层织物直接缠绕在成型辊上;第二层织物以一定的螺旋角缠绕在第一层织物上,并且保证第二层织物的下边缘与第一层织物固定幅宽处的螺旋线重合;第三层织物又在第二层织物的基础上以一定的螺旋角进行缠绕,并且保证第三层织物的下边缘与第二层织物固定幅宽处的螺旋线重合。以此类推。

图2 带织物层叠缠绕过程示意图
2 层叠缠绕用带织物的设计
为满足管道所受载荷的要求,使管道的成型性良好,需要对圆直管道预成型织物的结构进行设计。圆直管道预成型织物的结构设计主要包括经纬纱螺旋角度、经纱长度、织物组织、幅宽等参数的选择。
2.1 经纬纱螺旋角度
如图3所示,螺旋缠绕的缠绕角度根据织物缠绕升距及管道直径确定为:

式中:α——缠绕角度;
D——管道直径;
h——织物缠绕时的升距。
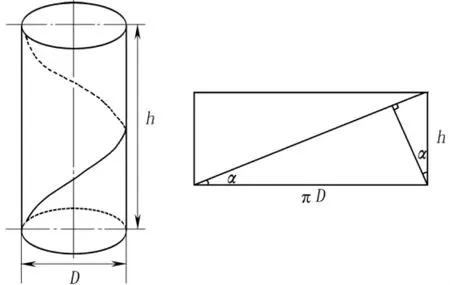
图3 预成型织物螺旋缠绕模具示意图
若织物的幅宽为L,将织物螺旋缠绕在模具上,缠绕层数为n,则需要沿幅宽方向将织物分为n个区域,每个区域彼此之间用3K碳纤维隔开,因此存在n个条带,如图4所示。

图4 多条带缠绕示意图
织物缠绕升距h为:

由式(1)和式(2)得出:

依据式(3),圆直管道预成型织物的缠绕角取决于织物幅宽L、缠绕层数n和管道直径D。当选定管道直径后,缠绕角的设计可通过调整织物幅宽和缠绕层数来满足要求。
2.2 经纱长度
设织物厚度为H,模具半径为R。假如缠绕一个n层圆直管,织物在幅宽方向被分为n个部分,如图3所示,则各个部分的经纱长度Tj依次为:

2.3 织物组织和幅宽
由式(3)可知,当缠绕层数、管道直径一定时,织物幅宽越大则缠绕角度越大,由此造成层间拼接长度的改变。复合材料层间强度和弹性模量低,层间是薄弱环节。因为层间没有增强纤维,所以它的层间剪切强度和抗拉强度都较低,充其量也只是树脂本身的强度。为此应合理设计铺层拼接长度,在层间不发生剪切破坏情况下,使载荷分布均匀。Bassetti、王强、游文等人[10-12]在关于复合材料铺层拼接长度对拉伸性能的影响方面都做过大量的研究,认为随着拼接长度的增加,应力集中效应减弱,抗拉强度增加;当拼接长度达到某个值后,抗拉强度达到最大值。因此,织物幅宽的设计必须满足制品对复合材料拉伸性能的要求。织造织物时一般根据织物的使用要求对组织进行选择。在织造曲面织物时,一般选择简单组织作为基础组织,如平纹、斜纹等。这样不仅设计织物组织图较容易,而且简单组织的交织点多,织物质地坚牢,预成型织物的剪切变形小。但是不同的织物组织,对复合材料圆直管道性能的影响也不同。平纹组织结构稳定,但是交织频繁,纱线屈曲多,压缩时经纬纱之间作用较强烈,导致环刚度减小;斜纹组织交织点少,织物缠绕时结构相对不稳定,经纬纱易产生滑移,破坏了原有结构,使环刚度减小。
3 层叠缠绕带织物的缠绕成型
本试验采用350 tex无碱玻璃长丝作为经纬纱,其捻度为7捻/(10 cm)。试验设计的圆直管道的内径为38 mm,在经改造的小样机上进行织造。表1为织物参数设计表,图5为圆直管预成型织物实物图。

表1 织物参数设计表

图5 圆直管预成型织物实物图
图5中所示织物缠绕层数为3层,预成型织物在宽度方向被平均分成三部分。经纱方向加入了3K碳纤维作为示踪纱,这样不仅方便织物后期的缠绕成型,还便于对经纬纱间的角度进行控制。由图5可知,采用平纹时的成型效果较好,2/2斜纹较差。织物组织为平纹时,经纬交织点多,经纬纱交织紧密,织物结构相对稳定;而2/2斜纹的经纬纱交织点相对较少,织物相对较稀松,容易使织物出现镂空现象。织物下机后按照一定的要求层叠缠绕在模具上,经纬纱的垂直交织状态发生倾斜。由于平纹织物较紧密,经纬纱不易发生倾斜,织物卷绕成型圆直管的效果不好;而2/2斜纹组织织物卷绕成型圆直管的效果较好。
本试验所用织物的上机幅宽L为60 mm,缠绕层数n为3层,管道内径D为38 mm,代入式(3)可得
从图6可以看出,采用仿形织造方法织造的带织物可以与芯模贴覆,其贴覆性较传统带织物(图1)有较大改观。
4 结语
采用仿形织造法生产带织物,缠绕成型玻璃钢管道,这种方法织造出的织物不仅可使螺旋缠绕持续进行,还避免了织物缠绕时出现架空或褶皱现象,从而可获得成型良好的圆直管道。
圆直管道预成型织物的缠绕角取决于织物幅宽、缠绕层数和管道直径。同时,织物的经纱长度不等,按照一定的规律随缠绕层数的增加而增加。

图6 缠绕实物图
[1]丁传荣.拉挤—缠绕设备与工艺技术研究[J].纤维复合材料,1998,15(4):21-24.
[2]EVANS R N.Development of the filament wound composite motorcase for the compact kinetic energy missile[J].Sample Journal,2000,36(4):42-51.
[3]黄家康.复合材料成型技术及应用[M].北京:化学工业出版社,2011.
[4]FLEURY Gilles A,LAVALLEE Robert L,OHNSTAD Thomas S.Apparatus for weaving spheriodially contoured fabric:US,4825912[P].1989-05-02.
[5]肖翠蓉,唐羽章.复合材料工艺学[M].长沙:国防科技大学出版社,1991:292-295.
[6]彭淑静,郭兴峰.单层曲面机织布的织造技术研究[J].纺织科技进展,2005(2):18-20.
[7]郭兴峰,李济群.一种机织物的织造方法:中国,CN02129080[P].2005-03-23.
[8]张福承.机头雷达罩及其缠绕方法[J].纤维复合材料,2000,17(1):30-32.
[9]ROBRE T G,JAMES H,MICHAEL H.Composite overwrapped pressure vessels for space applications[J].Sample Journal,2003,39(2):44-50.
[10]BASSETTI A.Lamelles precontraintes en fibres de carbone pour le renforcement de ponts rivetes endommages parfatigue[D].Doctoral Thesis No.2440,EPF-Lausanne,2001.
[11]王强,贾普荣,王文贵,等.铺层拼接层合板抗拉强度研究[J].科学技术与工程,2008,8(11):2874-2876.
[12]游文,贾普荣,矫桂琼,等.复合材料铺层拼接区的应力集中研究[J].科学技术与工程,2008,8(10):2598-2601.
猜你喜欢
棉纺织技术(2022年3期)2022-11-21
作物杂志(2022年5期)2022-11-18
国际纺织导报(2019年2期)2019-05-30
河南科技(2018年9期)2018-09-10
河南科技(2018年3期)2018-09-10
河南科技(2018年12期)2018-09-10
进出口经理人(2017年10期)2017-09-22
现代纺织技术(2015年3期)2015-06-15
中国水利(2015年16期)2015-02-28
南方农业·下旬(2014年10期)2014-12-20