线弧参数对铝丝楔焊键合强度的影响研究
2013-12-05 02:01廖小平
电子与封装 2013年9期
廖小平,杨 兵
(无锡中微高科电子有限公司,江苏 无锡 214035)
1 引言
在半导体工业中,超声引线键合是当前最重要的微电子封装技术之一,目前90%以上的芯片均采用这种技术进行封装[1]。铝丝楔焊键合是超声引线键合的一种,它是通过超声振动和键合力的共同作用将半导体芯片压焊区与管壳引脚之间用铝丝连接起来的封装工艺技术,与金丝键合技术相比,由于其铝丝(约含有1%的硅)成本低、可在室温下实现键合,且在与芯片和电极的结合面不易生成金属间化合物,在高可靠性气密封装方面实现了广泛的应用。
铝丝楔焊键合虽然应用始于20世纪60年代末,但由于涉及到物理、化学、力学、材料学和摩擦学等多学科领域,到目前为止仍有许多问题没有得到确切的解释,因此研究它很有必要。一般认为影响铝丝楔焊键合强度的因素包括:从封装设计看,它与键合引线的丝径、长度、焊盘的大小等有关;从键合工艺看,它与超声功率、键合压力、键合时间和线弧参数等有关[2~3];从键合区(即芯片焊盘或管壳引脚表面)看,它与键合区铝层、管壳上金属化布线、键合使用的劈刀及铝线材料性质等有关[4]。因此研究各种因素对铝丝楔焊键合强度的影响以及各种因素间的相互作用关系,为实际生产中键合工艺的优化及制品异常分析提供参考。本文通过在镀铝硅圆片的键合区上进行细铝丝楔焊键合试验来研究线弧参数对铝丝楔焊键合拉力的影响规律。
2 实验
2.1 实验原理
在保持固定的键合功率、键合时间、压力等参数的条件下,本文通过改变线弧参数(包括线弧高度、线弧起始角度和反向距离等),完成铝丝与键合区的连接,通过测试引线的键合拉力来研究线弧参数对铝丝楔焊键合可靠性的影响,引线轮廓拉弧过程如图1所示。图1中,BC段为反向距离,CD为垂直距离,E为引线弧度的最高点。

图1 引线轮廓拉弧示意图
2.2 实验过程
2.2.1 铝丝楔焊键合实验设备
本文实验所采用设备为德国HESSE&KNIPPS半导体设备有限公司生产的BJ820 45°焊头细铝丝超声引线键合机,实验过程中采用由标准碳化钨硬质合金制作的楔形劈刀(美国SPT公司生产),将直径为32 μm的硅铝丝(新加坡贺力氏有限公司生产,拉断力为19~21 g)键合到镀铝硅圆片上。
2.2.2 键合情况表征方法
用Dage4000微测试仪测量键合完和经过300 ℃、1 h烘烤后铝丝的拉力值来表征其键合的可靠性,键合引线拉力测试原理如图2,测试拉钩位置位于每根线的最高点下方即弧线最高点的下方。采用200倍的显微镜观察第一键合点根部表面情况。
3 实验结果及讨论
3.1 线弧高度对铝丝楔焊键合拉力的影响
通过键合相等长度3.5 mm的铝丝,仅改变线弧的高度来测试键合拉力的变化,图3表示在200 µm、300 µm、400 µm、500 µm、600 µm线弧高度情况下键合拉力的趋势对比,由图中可以看出所有样本的拉力值均在6 gf以上,且随着线弧高度的增加,键合拉力的平均值也增加,同时之间存在着明显的差异。这一结果表明线弧的高低直接影响键合拉力的数值,然而在采用陶瓷外壳封装的电路实际生产中,并不是线弧越高越好,还必须综合考虑外壳内腔的深度和芯片的厚度。
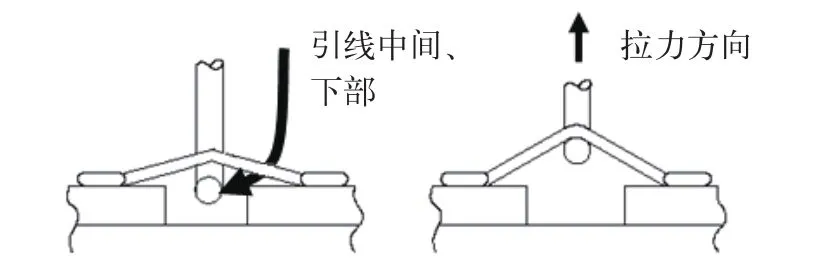
图2 键合引线拉力测试原理图

图3 不同线弧高度的拉力数据对比
3.2 线弧起始角度对铝丝楔焊键合拉力的影响

图4 200倍显微镜下不同线弧起始角度的第一焊点形变照片
通过键合相等长度3.5 mm的铝丝,仅改变线弧起始角度来研究其键合情况,图4为200倍显微镜下,观察到的线弧起始角度在30°、45°、60°、90°和120°时第一键合点的照片,从图中可以看出,起始角度为30°、45°、60°时,第一键合形变点与引线结合比较圆滑,而为90°和120°时,第一键合点根部出现了不同程度的损伤,表现为根部出现了一道裂纹。这是因为起始角度太大,键合完第一焊点后,线夹打开,劈刀上升到线弧设定高度位置,由于送线角度为45°,与线弧起始角度相差太大,这个过程中铝线产生弯折,引起了损伤。图5是用不同线弧起始角度键合完后的拉力数据分布结果。可以看到,拉力值均分布在6~10 gf之间,相互之间并没有表现出很大的差异,这表明不同线弧起始角度对烘焙前的键合拉力没有很大的影响。

图5 不同线弧起始角度的烘焙前键合拉力数据分布图
表1为300 ℃、1 h烘焙后不同起始角度的铝丝键合拉力实验数据统计结果。可以看出,对比烘烤前键合拉力值,不同线弧起始角度对烘烤后键合拉力有很大的影响。当线弧起始角度为45°,与劈刀进线角度一致时,其键合拉力平均值最大,标准偏差最小,CPK值也最大,所有拉力数据均基于3.5~6.5 gf之间,整体过程比较稳定;而与劈刀进线角度相差越大时,键合拉力值波动较大,当线弧起始角度为90°和120°时,其CPK<1.33,起始角度为120°时,键合拉力小于3 g的百分含量为4%。这是因为300 ℃烘烤过程中,第一键合点根部出现的裂纹,产生应力集中,从而导致裂纹扩张,因此最小的键合拉力只有2.13 gf。由此可见,为保证键合可靠性,线弧起始角度应与劈刀进线角度一致。
3.3 拉弧过程中反向距离对铝丝楔焊键合拉力的影响
图6为200倍显微镜下,观察到的反向距离设置在0、50µm、100µm、250µm和450µm时第一键合点的照片,从图中可以看出,拉弧过程中加有反向距离时,其第一键合点根部出现了不同程度的损伤,通过分析图1的拉弧示意图,线弧做反向运动时,第一键合点的根部也会受到一定的拉力,使第一键合点根部受到拉伤。图7是拉弧过程中加有不同反向距离时键合完的拉力数据分布结果,可以看出,拉力值也均分布在6~10 gf之间,也表明对烘焙前的键合拉力没有很大的影响。生损伤的原因一致,可能是裂纹扩张导致其最小的键合拉力只有1.82 gf,这不符合国军标2 gf的要求,判断为失效[5]。因此铝丝楔焊键合拉弧过程中,尽量不用反向距离。

表1 300 ℃、1 h烘焙后不同起始角度的铝丝键合拉力实验数据统计(单位:gf)

图7 拉弧过程中不同反向距离的键合拉力数据分布图
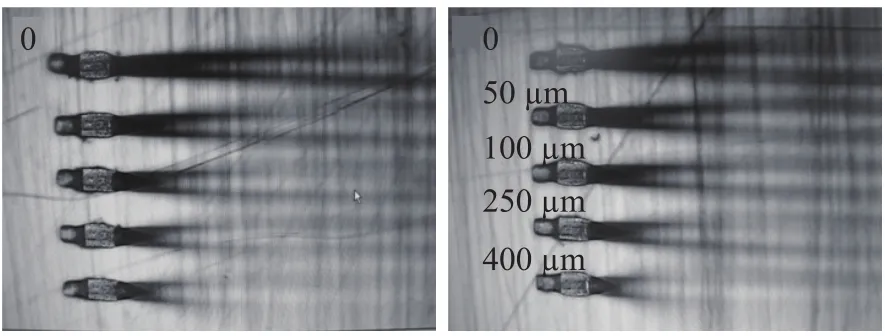
图6 200倍显微镜下不同反向距离的第一焊点形变照片
表2为300 ℃、1 h烘焙后不同反向距离的铝丝键合拉力实验数据统计结果。可以看出,对比烘烤前键合拉力值,不同反向距离也对烘烤后键合拉力有很大的影响,反向距离设置越大时,键合拉力值波动较大,反映为标准偏差变大。当反向距离设置为100 µm以上时,其CPK<1.33;反向距离设置为250 µm时,键合拉力小于3 g的百分含量为1%;反向距离设置为450 µm时,键合拉力小于3 g的百分含量为7%。这与线弧起始角度过大引起第一键合点根部产

表2 300 ℃、1 h烘焙后不同反向距离的铝丝键合拉力实验数据统计(单位:gf)
4 结论
(1)铝丝楔焊键合过程中,线弧越高,其键合的引线拉力值越大;
(2)经过300 ℃、1 h烘焙后,不同线弧起始角度和反向距离对键合拉力有很大的影响;
(3)铝丝楔焊键合拉弧过程中,线弧起始角度应与劈刀进线角度保持一致,同时尽量不用反向距离。
[1] Chiu S S, Chan H L W, et al. Effect of electrode pattern on the outputs of piezo sensors for wire bonding process control [J]. Materials Science and Engineering, 2003, 99(2)∶121-126.
[2] Mayer M, Paul O, et al. Microelectronic bonding process monitoring by integrated sensors [M]. Konstanz:Hartung-Gorre Very-lag, 2000.
[3] Ramminger S,Sel1ger N,et al. Reliability model for Al wire bonds subjected to heel crack failures [J].Microelectronics Reliability, 2000, 40(10)∶1521-1525.
[4] 王福亮,韩雷,等.超声功率对引线键合强度的影响[J].机械工程学报, 2007, 43(3)∶107-110.
[5] 中国人民解放军总装备部. 微电子器件试验方法和程序[S]. 北京. 2005.
猜你喜欢
电工材料(2022年3期)2022-06-22
航空发动机(2020年3期)2020-07-24
金属加工(热加工)(2020年12期)2020-02-06
发明与创新·中学生(2018年2期)2018-02-07
时代英语·高二(2017年4期)2017-08-11
幼儿教育·父母孩子版(2017年1期)2017-04-05
天津体育学院学报(2016年3期)2016-12-18
腹腔镜外科杂志(2016年11期)2016-06-01
磁共振成像(2015年9期)2015-12-26
现代制造技术与装备(2015年4期)2015-12-23