
低分子量聚己二酸乙二醇酯制备过程中的缩聚反应动力学
2014-03-28 06:07奚桢浩陈礼科袁渭康
化学反应工程与工艺 2014年2期
奚桢浩,陈礼科,潘 珣,赵 玲,袁渭康
(华东理工大学化学工程联合国家重点实验室,上海 200237)
在聚酯多元醇缩聚过程,为了尽快移走反应生成的副产物小分子提高齐聚物分子量,一般采用高温氮气脱水法或真空脱水法,从大型工业生产的物耗及能耗等经济角度考虑,工业生产聚酯多元醇通常采用真空脱水法,反应压力控制在2~10 kPa。前人对己二酸和多元醇酯化反应机理及其动力学方面有研究报道[1,2],但未见缩聚过程及动力学方面的报道。相比酯化过程,缩聚过程需要添加催化剂,同时要控制产品的羧基浓度及分子量的高低,过程的调控要求较高。
本工作以己二酸(AA)和乙二醇(EG)为单体、缩聚过程采用真空脱水法合成低分子量聚己二酸乙二醇酯(PEA),主要考察了缩聚过程催化剂种类、催化剂用量及反应温度等因素的影响,获得优化的反应条件;同时基于不同反应温度、催化剂用量缩聚过程动力学实验数据和有外加催化剂存在下酯化及缩聚反应均为2级反应的机理,建立了PEA缩聚过程反应动力学模型,利用遗传算法估算了模型参数,并进行了模型检验。
1 实验部分
低分子量聚己二酸乙二醇酯制备过程仍采用酯化过程研究中的间歇搅拌釜[3]。将己二酸和乙二醇加入反应器中,物料于1 h内从室温升至180 ℃,当精馏塔塔顶开始出水时,控制塔顶温度在(100±2) ℃,反应物料在180 ℃下恒温0.5 h,然后0.5 h内温度升至220 ℃并恒温2 h,完成酯化过程,取样分析。随后开始缩聚过程反应,添加一定量催化剂,同时开始抽真空至2 kPa,压力由真空系统调节和控制,控制精度±0.2 kPa,且20 min内升至指定温度,并每隔一定时间取样分析。
聚酯多元醇反应过程一般采用羧基浓度和数均分子量分别表示酯化反应、缩聚反应的程度。聚己二酸乙二醇酯各组分分析及计算同酯化过程研究[3]。聚酯多元醇色值测定方法依照GB 605-1988进行。
2 结果与讨论
2.1 催化剂的影响
聚酯催化剂种类很多,主要有锑、钛、锡系化合物等[4]。其中锡系催化剂毒性较大,应用越来越少。钛系催化剂的催化活性最高[5,6],但所得聚酯多元醇产品色值相对较差。在醇酸物质的量比为1.2:1,反应温度220 ℃,反应压力2 kPa的条件下,考察了催化剂用量25 mg/kg(催化剂质量相对于醇酸总质量)下不同催化剂对羧基浓度、分子量的影响,并与不加催化剂的结果进行比较,结果见图1。

图1 不同催化剂种类下反应的羧基浓度及分子量Fig.1 The concentration of carboxyl (C) and molecular weight (Mn) over different catalysts
由图1可知,在所考察的锑、钛、锡系3种催化剂中钛系催化剂的催化活性最好,工业上一般采用钛酸异丙酯(TPT)作为聚酯多元醇缩聚过程催化剂。抗水解液态钛系催化剂(LTi)由钛酸正丁酯添加一定量的络合剂反应得到,可抑制Ti等金属离子催化PEA的热氧降解反应,但络合剂同时也抑制了Ti催化PEA酯化和缩聚反应,故相比TPT催化所得PEA,其羧基浓度更高,分子量更低。醋酸锑未表现出良好的催化效果,可能是因为醋酸锑为缩聚型催化剂[5],而在分子量较低的PEA制备过程中端羧基和端羟基齐聚物之间酯化反应占主导。所以低分子量PEA制备过程中TPT为最佳催化剂。
PEA缩聚过程中催化剂均为添加型催化剂,反应结束后仍会残留在体系中。催化剂用量过低达不到催化效果,催化剂用量过高,催化剂残留体系会引入过多杂质。在醇酸物质的量比为1.2:1,反应温度220 ℃,反应压力2 kPa的条件下,考察催化剂TPT用量对羧基浓度、分子量的影响,结果见图2。相比不添加催化剂,TPT可以明显加快酯化和缩聚反应速率,达到的分子量更高、羧基浓度更低。但当催化剂添加量超过50 mg/kg后,催化剂用量的增加对反应速率的影响不明显,而催化剂用量过高会造成PEA产品中催化剂的过多残留,所以合适的催化剂用量为25~50 mg/kg。
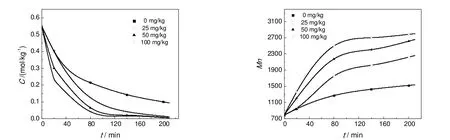
图2 TPT用量对反应物羧基浓度及分子量的影响Fig.2 The effect of TPT dosage on concentration of carboxyl (C) and molecular weight (Mn)
2.2 反应温度的影响
反应温度的提高可以加快反应速率,同时有利于排出水等小分子,进而有利于聚酯多元醇羧基浓度的迅速降低及分子量的上升。文献报道[6,7],聚酯多元醇后期缩聚反应温度不宜超过230 ℃,否则会造成聚酯多元醇的热氧降解,使得产品色值上升。
在醇酸物质的量比为1.2:1,催化剂TPT用量为25 mg/kg,反应压力2 kPa的条件下,反应温度对反应物羧基浓度及分子量的影响见图3。随着反应温度的上升,PEA分子量上升速率明显加快,羧基浓度达到小于0.02 mol/kg所需时间越来越短。反应温度220~250 ℃得到的PEA产品色泽淡黄透明,色值为30~40,但反应温度高于250 ℃后,PEA产品色泽粉红不透明,色值无法测定,说明发生了明显的热氧降解反应,所以缩聚过程合适的反应温度为220~250 ℃。

图3 反应温度对羧基浓度及分子量的影响Fig.3 The effect of reaction temperatures on on concentration of carboxyl (C) and molecular weight (Mn)
2.3 反应动力学模型建立
己二酸和乙二醇合成低分子量PEA的缩聚过程既发生酯化反应也有缩聚反应,同时发生其逆反应水解反应和醇解反应。酯化反应和缩聚反应均为双官能团反应[8,9],催化剂催化下的酯化和缩聚反应均遵循2级反应规律[10-13],反应速率方程与酯化过程研究结果[3]相同。由过渡状态理论可知[14],催化剂的引入增加了活化分子的分数同时降低了反应的活化能,从而加快了反应速率,见式(1)。

参数A和B体现了催化剂TPT添加量(即TPT物质的量相对于醇酸总的物质的量,mol/mmol)对反应速率指前因子k0和活化能Ea的影响。动力学模型中反应速率常数为k1~k6,共6个,这样待估算的动力学参数为24个。依据聚己二酸乙二醇酯反应平衡研究结果[15],计算酯化和缩聚反应平衡常数K,根据K1等于k1/k2,K2等于k3/k4,K3等于K2/K1等于k5/k6,动力学模型只需要确定3个速率常数(k1,k3,k5)即可。
根据催化剂TPT用量及不同反应温度间歇缩聚实验恒温阶段数据,通过全局寻优法-遗传算法估算动力学参数[16,17],目标函数是实验测得各组分浓度与计算得到的各组分浓度差值的平方和,见式(2),式中n为组分数目,m为实验条件点。估算出的动力学参数见表1。当CTi为0时缩聚阶段动力学参数指前因子和活化能与不添加催化剂酯化阶段二级动力学模型参数相当。


表1 反应动力学模型参数Table 1 Parameters of kinetic model
2.4 反应动力学模型检验
由四五阶Runge-Kutta法对反应速率方程积分,得到各组分计算值随时间的变化,并将其与对应实验值对比,见图4,实验值与计算值基本吻合,各组分浓度平均相对偏差小于9%。对缩聚过程2级反应动力学模型进行严格统计检验,决定性指标ρ2为0.999 1,F比为15 223,F0.05为1.81,一般认为ρ2大于0.9,F大于10F0.05时,动力学模型是可靠适用的[18]。

图4 组分浓度模型计算值与实验值比较Fig.4 Comparison of calculated and experimental values
3 结 论
通过对己二酸和乙二醇体系间歇缩聚过程的系列实验研究和动力学分析,发现对合成分子量1 000~4 000的聚酯多元醇而言钛系催化剂TPT为最佳催化剂,加入TPT可以明显加快缩聚过程酯化和缩聚反应速率,但当催化剂添加量超过50 mg/kg后,催化剂用量的增加并没有明显进一步加快酯化反应速率,且催化剂用量过高会造成PEA产品催化剂的过多残留,所以合适的催化剂用量为25~50 mg/kg。随着缩聚反应温度的上升,PEA酯化及缩聚反应速率迅速上升,但反应温度不宜超过250 ℃,否则PEA色泽变差。
基于不同催化剂TPT用量及不同反应温度下的缩聚动力学实验数据,以及2级反应动力学模型,利用遗传算法计算确定了缩聚过程反应动力学参数,各组分浓度实验值与计算值基本吻合,平均相对偏差小于9%。
[1] Lin C C, Hsieh K H. Kinetics of polyesterification I adipic acid and ethylene glycol [J]. Journal of Applied Polymer Science, 1977,21(10):2711-2719.
[2] Chen S A, Wu K C. Kinetics of polyesterification II foreign acid-catalyzed dibasic acid and glycol systems [J]. Journal of Polymer Science Part A: Polymer Chemistry, 1982, 20(7):1819-1831.
[3] 陈礼科, 奚桢浩, 孙文君, 等. 低分子量聚己二酸乙二醇酯制备过程中的酯化反应动力学 [J]. 化学反应工程与工艺, 2013,29(6):519-525.Chen Like, Xi Zhenhao, Sun Wenjun, et al. Reaction kinetics of esterification process of low molecular weight poly(ethylene adipate) [J].Chemical Reaction Engineering and Technology, 2013, 29(6):519-525.
[4] 华道本. 聚酯催化剂研究的进展 [J]. 聚酯工业, 2001, 14(1):11-14.Hua Daoben. Development of research on polyester catalyst [J]. Polyester Industry, 2001, 14(1):11-14.
[5] 赵 玲, 戴迎春, 沈瀛坪, 等. 聚酯工业生产中催化剂的作用 [J]. 聚酯工业, 1999, 12(4):12-15.Zhao Ling, Dai Yingchun, Shen Yingping, et al. Effect of catalyst on PET industrial process [J]. Polyester Industry, 1999, 12(4):12-15.
[6] 谢国龙. 聚酯多元醇颜色影响因素探讨 [J]. 聚氨酯, 2004, (4):65-67.Xie Guolong. The discussion of polyester polyol color affecting factors [J]. Polyurethane, 2004, (4):65-67.
[7] Zhu Q Z, Zhang C, Feng S G, Chen J H. Effects of the o-aromatic ring in the molecular chain on the properties of polyester polyols [J].Journal of Applied Polymer Science, 2002, 83(7):1617-1624.
[8] 沈瀛坪, 赵 玲. 聚酯(PET)反应过程研究: Ⅱ. 酯化反应过程动力学研究 [J]. 化学反应工程与工艺, 1997, 13(2):179-183.Shen Yingping, Zhao Ling. On the reaction process of poly ethylene terephthalate II the study of esterification reaction kinetics between terephthalic acid and ethylene glycol [J]. Chemical Reaction Engineering and Technology, 1997, 13(2):179-183.
[9] Yamada T, Imamura Y. A mathematical model for computer simulation of a direct continuous esterification process between terephthalic acid and ethylene glycol [J]. Polymer Engineering and Science, 1988, 28(6):385-392.
[10] Flory P J. Kinetics of condensation polymerization: the reaction of ethylene glycol with succinic acid [J]. Journal of the American Chemical Society, 1937, 59(3):466-470.
[11] Ravindranath K, Mashelkar R A. Modeling of poly (ethylene terephthalate) reactors: 5. a continuous pre-polymerization process [J].Polymer Engineering and Science, 1982, 22(10):619-627.
[12] Mazloom M, Rafizadeh M, Haddadi-Asl V, et al. Synthesis and mathematical modeling of polyethylene terephthalate via direct esterification in a laboratory scale unit [J]. Iranian Polymer Journal, 2007, 16(9):587-596.
[13] Ravindranath K, Mashelkar R A. Modeling of poly (ethylene terephthalate) reactors: 4. A continuous esterification process [J]. Polymer Engineering and Science, 1982, 22(10):610-618.
[14] Truhlar D G, Garrett B C, Klippenstein S J. Current status of transition-state theory [J]. Journal of Physical Chemistry, 1996,100(31):12771-12800.
[15] Sun W J, Chen L K, Xi Z H, et al. Reaction equilibrium of poly(ethylene adipate) [C]. 6th Asia Pacific Chemical Reaction Engineering Symposium, Beijing, 2011:58.
[16] Elliott L, Ingham D B, Kyne A G,et al. Genetic algorithms for optimisation of chemical kinetics reaction mechanisms [J]. Progress in Energy and Combustion Science, 2004, 30(3):297-328.
[17] Kim J Y, Kim H Y, Yeo Y K. Identification of kinetics of direct esterification reactions for PET synthesis based on a genetic algorithm [J].Korean Journal of Chemical Engineering, 2001, 18(4):432-441.
[18] 黄华江. 实用化工计算机模拟 [M]. 北京: 化学工业出版社, 2004:246-248.
猜你喜欢
纺织科学与工程学报(2020年1期)2020-06-12
纺织科学与工程学报(2020年1期)2020-06-12
石油石化绿色低碳(2019年6期)2019-01-14
中国塑料(2016年10期)2016-06-27
天然产物研究与开发(2016年11期)2016-06-15
化工进展(2015年3期)2015-11-11
云南中医学院学报(2015年1期)2015-07-31
应用化工(2014年10期)2014-08-16
应用化工(2014年7期)2014-08-09
自动化博览(2014年8期)2014-02-28
