
压铆机风动马达备件技术攻关
2014-04-24 07:26卫林叶丁少文张国峰
制造技术与机床 2014年4期
卫林叶 丁少文 张国峰
(中航工业陕西飞机工业集团有限公司机械动力公司,陕西 汉中 723215)
部件厂压铆机属航空专用铆接设备,目前,部件厂KΠ-503M 压铆机共3 台,其中1 台处于停机状态,KΠ-602 压铆机1 台,均属20 世纪上50 年代前苏联进口设备。风动马达作为压铆机上的传动装置,起着至关重要的作用,由于是20 世纪50 年代前苏联进口设备,风动马达无备件可用,国内也没有与之技术参数相匹配的国产风动马达。几十年来,前辈们绞尽脑汁,多次试验加工想解决其备件问题,最终都以失败而告终。近几年,笔者公司也投入大量资金购买了数控压铆机、液压压铆机,但由于各种原因,一直都没有投入使用。因此,该压铆机仍然在飞机部装生产线上发挥着举足轻重的作用。本文在介绍风动马达的工作原理后,结合实际情况针对压铆机风动马达备件技术攻关难点,重点探讨了其关键零件—气缸与活塞的选材和加工。
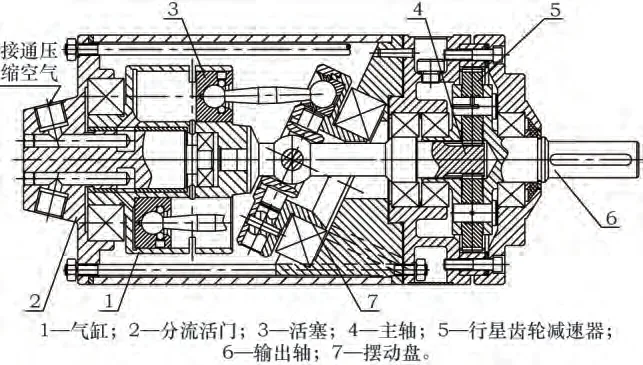
图1 工作原理图
1 风动马达工作原理
KΠ-503M 压铆机风动马达为活塞式,用来带动动力装置和顶紧装置的柱塞用。其工作原理如图1。
该风动马达有7 个旋转式气缸1 和1 个固定分流活门2,这就是与现有的活塞式风动马达的结构不同的地方。借助推式专用摆动盘7 的特殊结构将风动马达活塞3 的往复移动变成主轴4 的旋转运动。为降低输出轴6 的转速,在风动马达的结构中安装有传动比i=1∶6.55 的行星齿轮减速器5。为扩大排废气量,当活塞3 在上极限位置时,部分废气可经过气缸1 的缝隙进入风动马达的内腔,从这里通过2 个斜孔到大气。此压铆机是用喷射在冷气里的润滑油润滑风动马达内部的各个机构。
2 气缸与活塞的选材与加工
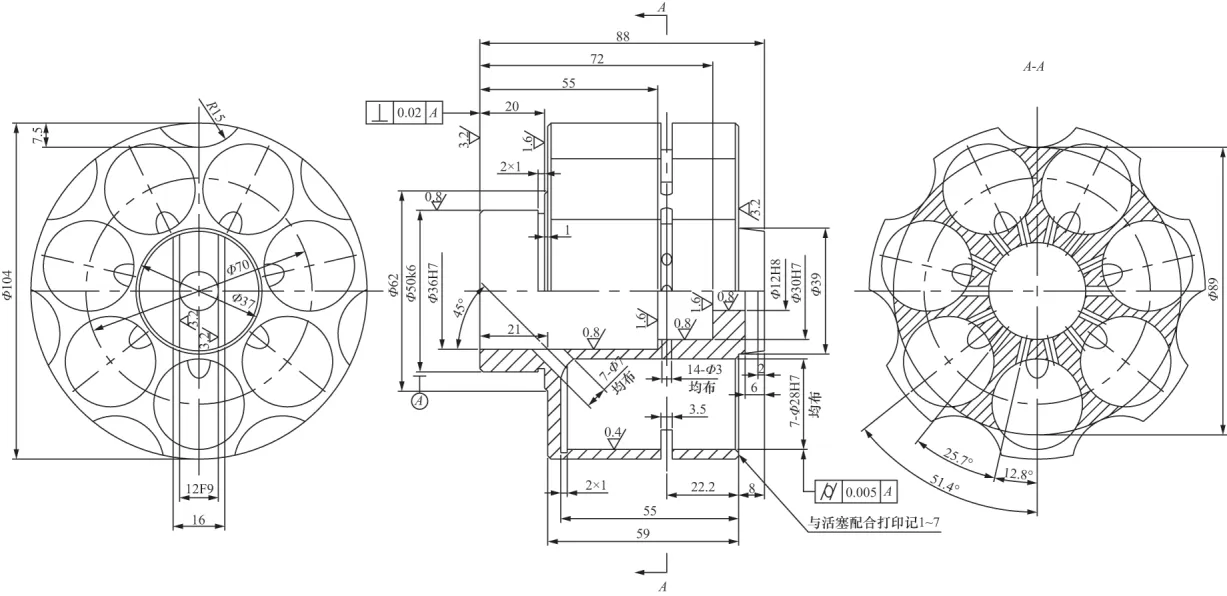
图2 气缸
通过整理风动马达的资料,发现图纸极其不完整,而且个别图纸不规范,由于无零件图纸,给备件的加工制造带来很大的困难。于是对原损坏的风动马达进行了彻底拆卸分解,然后对风动马达的各零部件进行测绘,从我们测绘的图纸可看出,风动马达的关键零件是气缸和活塞。由于是20 世纪50 年代前苏联进口设备,具体材料无从得知,那么气缸和活塞的选材加工就尤为重要。该气缸结构特殊,外形复杂,由7 个沿圆周均布的活塞盲孔组成,各孔之间内壁厚度不到3 mm,耐磨性、硬度要求高,对材料的加工工艺和热处理工艺要求较高。几十年来,前辈们多次尝试气缸的加工工艺及气缸的材料选用,粗加工完后,热处理淬火内壁开裂,或是加工工艺方法达不到使用要求,均以失败而告终。在汲取了前辈的失败经验后,笔者仔细查阅了大量的技术资料,对原气缸的材料成分进行分析,对硬度检测,在无法确定其具体材料的情况下,考虑到使用要求及加工工艺和热处理工艺要求,选用球墨铸铁QT800 -2(硬度245~335 HB,强度、耐磨性较好),热处理选择等温淬火(适用于外形复杂、热处理易变形开裂的零件)。现已一次试加工成功,热处理后无变形,精加工后7 个活塞盲孔的尺寸配合满足Φ28H7,粗糙度达0.4 μm,与基准孔的同轴度达Φ0.005 mm,完全满足图纸及使用要求(如图2)。
活塞材料也选用耐磨性较高的球墨铸铁QT800 -2,用铸铁棒料直接加工完成(如图3)。
7 个活塞外圆必须要与气缸7 个活塞盲孔一一研配,装配时保证间隙0.025~0.035 mm,同时活塞内球孔与万向连杆相连,对内球孔的加工工艺要求较高。加工完成后外圆尺寸配合满足Φ28k6,粗糙度达0.4 μm;内球孔尺寸配合满足SΦ12.7H7,粗糙度达0.4 μm。
把加工完成的气缸与活塞和原风动马达其他零件重新装配,安装在压铆机上试运转,工作正常。
3 结语
关键零件气缸和活塞的选材加工成功,对风动马达的修复使用起到关键性的作用,意味着风动马达的备件技术攻关成功,对飞机生产任务的顺利完成提供了强有力的技术保障。
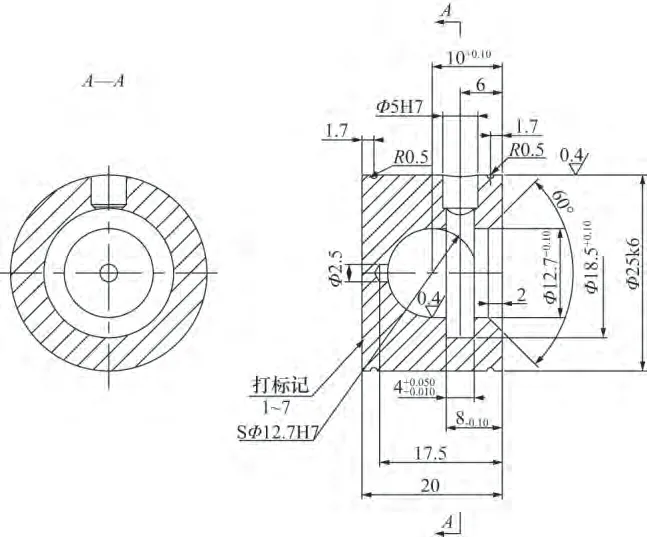
图3 活塞
[1][1]成大先.机械设计手册[M].北京:化学工业出版社,2004.
[2]徐灏.机械设计手册[M].北京:机械工业出版社,1992.
[3]《机械设计师手册》编写组.机械设计师手册[M].北京:机械工业出版社,1999.
猜你喜欢
水泥技术(2022年4期)2022-07-27
诗歌月刊(2021年1期)2021-02-04
作文周刊·小学三年级版(2020年24期)2020-07-17
活力(2019年15期)2019-09-25
中国中医药信息杂志(2019年6期)2019-06-30
制造技术与机床(2018年10期)2018-10-13
中国核电(2017年1期)2017-05-17
棋艺(2016年4期)2016-09-20
凿岩机械气动工具(2015年3期)2015-11-11
中医研究(2013年1期)2013-03-11
