贝氏体尖轨应用前景分析
2014-05-31 08:23张俊辉
郑州铁路职业技术学院学报 2014年2期
张俊辉
(郑州铁路装备制造有限公司,河南 郑州 450052)
0 引言
随着铁路快速发展,客货分离、客运提速、货运重载的发展格局基本确立,一些新技术、新材料、新工艺逐步转化为生产力,为铁路技术转型升级提供了技术支撑。郑州铁路装备制造有限公司积极和中国铁道科学院金属及化学研究所、国内道岔生产厂家合作,吸收转化国内道岔生产较前沿的新技术、新材料、新工艺,为郑州局的货运重载提供了先进的装备和技术支撑。
1 贝氏体钢轨基本情况
空冷贝氏体钢属于非调质钢的一类,在生产过程中可加热成型与淬火工序合并,空冷自硬。空冷贝氏体钢具有良好的综合力学性能,不仅可以提高产品的质量,而且延长了产品的使用寿命。
2006年以来,为解决道岔尖轨不耐磨、剥离掉块严重、使用寿命短等问题,中国铁道科学院金化所与鞍山钢铁集团、齐齐哈尔工务机械厂等单位合作开展了贝氏体道岔钢轨的研发,采用强度韧性高、抗表面伤损能力强的贝氏体钢制造道岔尖轨、翼轨和基本轨,同时研发了贝氏体钢轨与珠光体钢轨的铝热焊技术,解决了道岔贝氏体钢轨与区间钢轨之间的焊接问题。
2014年中国铁道科学院金化所指导我单位开始生产贝氏体尖轨,通过对跟锻、锻后热处理、铣削加工、顶弯等工艺的优化及贝氏体钢轨后续稳定化工艺的研究,我单位已具备生产贝氏体尖轨能力。
2 技术可行性分析
2.1 贝氏体钢轨的主要技术指标
2.1.1 贝氏体钢轨硬度
研究表明,钢轨的硬度越高,耐磨性能越好。60AT贝氏体钢轨全断面硬度见图1,轨头由表及里约30mm内的硬度为40~44HRC。60AT贝氏体钢轨铣削成尖轨后,其尖端不同断面的硬度见图2。
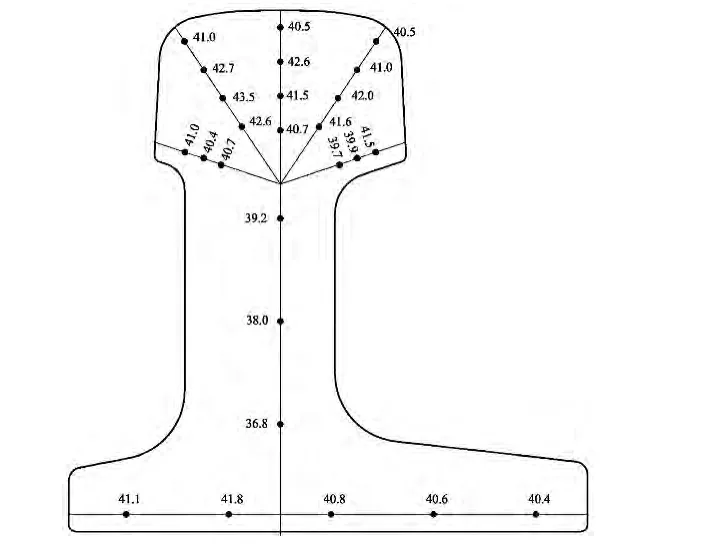
图1 60AT贝氏体钢轨全断面硬度(HRC)

图2 贝氏体尖轨实物硬度(HRC)
贝氏体钢轨硬化层深度大、硬度高且分布均匀,是提高道岔钢轨使用寿命的重要保证。
2.1.2 贝氏体钢轨冲击韧性
对承受冲击载荷的尖轨,其冲击韧性的高低显得十分重要。研究表明,冲击韧性越高,抗剥离掉块能力越强。
贝氏体钢轨按轨头、轨腰和轨底分别取样,进行U型缺口冲击性能试验,结果表明,室温冲击值分别达到 81J/cm2、96J/cm2、103J/cm2,大于合金钢心轨组合辙叉技术条件(运基线路[2005]230号)规定的大于70J/cm2的要求。贝氏体钢轨的冲击韧性为在线热处理钢轨的3~7倍。
强度/硬度高,并且韧性好是贝氏体钢轨的重要特性之一,也是贝氏体钢道岔具有较长使用寿命的根本保证。
2.1.3 贝氏体钢轨拉伸试验结果
研究表明,钢轨的强塑性越好,抗剥离掉块的能力就越强。不仅安全,而且使用性能好。
分别从贝氏体钢轨轨头、轨腰和轨底取样,进行拉伸性能试验,结果为,轨头部位抗拉强度大于1300MPa,断后伸长率大于14%,断面收缩率大于50%,达到了极佳的强度、韧性和塑性的配合。
2.2 贝氏体尖轨的工艺研究
贝氏体尖轨的生产工序主要为跟锻、正火、冷加工,省去了淬火工序,因此跟锻和正火工序是保证贝氏体尖轨质量的关键工序。
2.2.1 贝氏体尖轨跟锻技术要求
贝氏体钢轨的跟锻,与现有60AT钢轨跟锻要求基本相同,加热温度:1150±20℃。(TB/T3066-2002),见图 3。
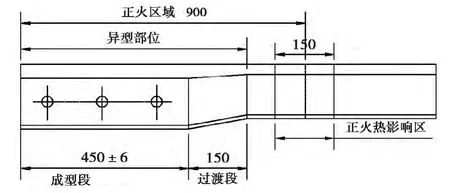
图3 异型接头跟锻示意图(单位:mm)
2.2.2 锻后热处理技术要求
①采用电感应全断面加热,锻后正火加热时间控制在5~8分钟范围内;
②锻后热处理加热区宽度大于900mm,应完全覆盖跟锻时的加热区,见图3;
③锻后正火开始加热温度应低于300℃;
④锻后正火加热温度950℃ ±10℃(以轨头温度为准,加热区全长温差低于50℃);
⑤加热到温后自然冷却(空冷)至室温。
2.2.3 锻后热处理跟锻部位性能要求
①轨面硬度大于36HRC;
②软化区宽度小于20mm(正火热影响区即加热交界过渡区中,轨头硬度低于成型段轨面硬度90%的部分)。
通过我们反复验证,该工艺操作简单,质量标准可控,样品检验各种性能符合标准要求。
2.3 贝氏体钢尖轨上道使用情况
自2008年以来,中国铁道科学院、鞍山钢铁集团与齐齐哈尔工务机械厂合作研发贝氏体钢尖轨先后在太原局、哈尔滨局等铺设上道300余组。使用结果表明,贝氏体钢尖轨在使用过程中基本无剥离掉块,其耐磨性能比珠光体钢尖轨提高3~5倍。
3 经济效益分析
据中国铁道科学院资料显示,朔黄铁路自2010年陆续采用贝氏体钢钢轨、组合辙叉、尖轨、基本轨等,取得了良好的经济效益和社会效益。以黄骅港站60kg/m-25贝氏体钢轨及西岔区140#道岔贝氏体钢尖轨为例,2011年10月份在黄骅港站小曲线半径线路采用60kg/m-25贝氏体钢轨,使用至今效果良好,较使用U75v淬火轨寿命提高3倍以上。黄骅港站一场西岔区140#道岔为进港咽喉道岔,上行万吨重车有70%由此通过。之前该道岔尖轨更换周期为20天左右,浪费大量人力、物力,对设备安全造成极大影响。2009年8月6日,140#道岔尖轨统一更换为贝氏体尖轨,到2010年7月15日,安全运行345天。从原材料成本来看,由于贝氏体钢轨较之普通钢轨性能优越,冶炼成本增加,每吨贝氏体钢轨比普通U75v钢轨价格增加7000元。但是,从现场维修成本来看,由于贝氏体尖轨使用寿命大幅增加,更换次数减少,现场维修人工费用大幅减少;从安全性来看,由于贝氏体钢材料的强度、韧性大幅提高,在养护不到位的情况下,经过重车碾压后钢轨掉块现象得以克服或明显减轻,行车安全的可靠性显著增加;从性价比来看,虽然原材料成本有所增加,但现场维修成本减少,特别是使用寿命增加几倍,因而该产品具有很高的性价比。
4 结论
贝氏体钢尖轨具有高强度、高韧性、抗延迟裂纹性高的特点,相对目前现有的产品,使用寿命长、综合成本的性价比高、确保运输安全的可靠性好、经济效益和社会效益佳。对重载线路的安全畅通以及降低工务维修成本具有重要意义,值得推广使用。
[1]陈朝阳,周清跃,张银花.贝氏体钢轨及道岔用贝氏体钢的研究与应用[J].铁道工务,2014(1):58-61.
[2]刘丰收,陈朝阳,张银花.高强耐磨贝氏体道岔尖轨的研制[J].中国铁道科学,2011,32(2):139 -143.
猜你喜欢
钢管(2022年4期)2023-01-05
山东冶金(2022年2期)2022-08-08
少先队活动(2022年4期)2022-06-06
铁道通信信号(2020年10期)2020-02-07
热处理技术与装备(2019年3期)2019-12-22
好日子(2019年4期)2019-05-11
铁道通信信号(2019年3期)2019-04-25
热处理技术与装备(2019年1期)2019-03-14
铁道通信信号(2018年11期)2019-01-19
铁道通信信号(2018年10期)2018-12-06