甲醇合成塔环焊缝缺陷与修复分析
2014-07-12 07:11郭学会刘矿伟雷延国
河南化工 2014年6期
郭学会,张 翼,刘矿伟,雷延国
(河南煤气(集团)有限责任公司义马气化厂,河南义马 472300)
0 概述
甲醇合成塔是义马气化厂60万t甲醇装置的核心设备。该设备属第三类压力容器,反应物料为甲醇合成工艺气,主要成分是CO和H2,为易燃易爆介质,管程工作压力为5.4 MPa,壳程工作压力为4.2 MPa。合成塔是一个固定床列管式反应器,设备直径DN2400,壳体基本结构由上、下封头,上、下管箱和壳程筒体五部分组成。
该合成塔于2004年投用,2013年6月甲醇装置在运行过程中,发现合成塔壳程下部环焊缝泄漏,向外喷射蒸汽。拆除泄漏点保温后,发现焊缝处有长约10 cm的横向裂纹。为保证设备安全运行,随即停车处理,对壳程、筒体与上、下管箱焊缝进行了超声波探伤检测,发现上部有长约50 cm裂纹,下部环焊缝有四处裂纹,均为横向穿透性裂纹,长度合计约2 m。裂纹位置如图1所示。
甲醇是企业的核心产品,必须保证合成塔环焊缝缺陷修复后的长周期安全运行,才能实现生产的“安全、长、满、优”运行,取得经济效益。为确保修复质量,从材质、焊接工艺和安全防护进行分析,找出缺陷修复的关键环节,为检修提供依据。
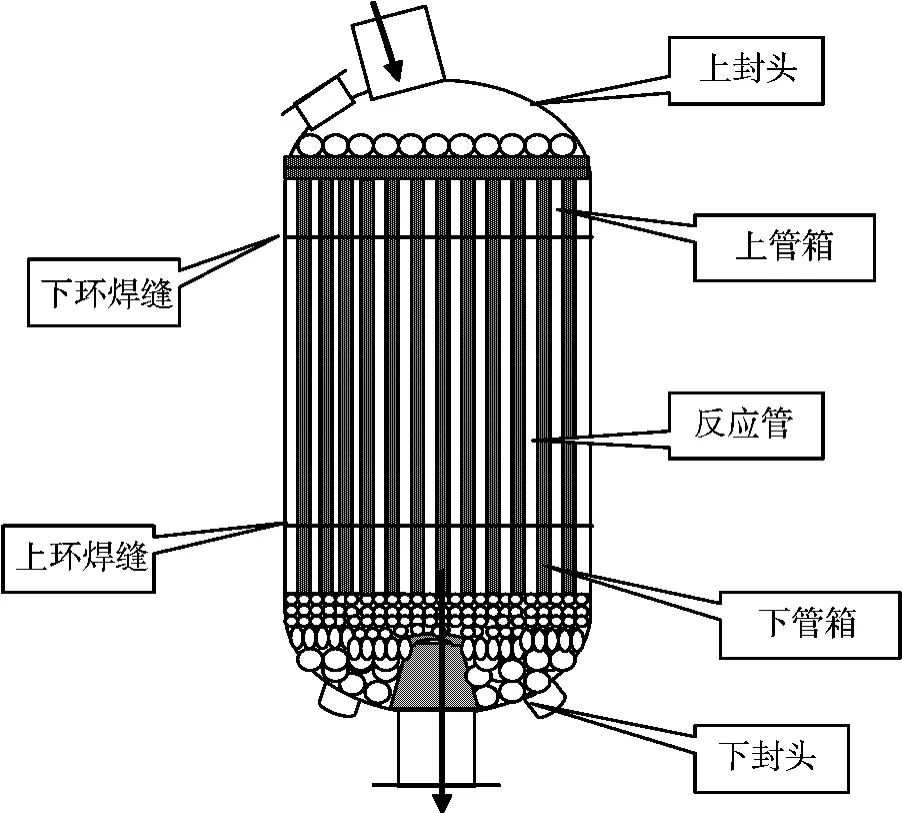
图1 裂纹缺陷示意图
1 材质分析
合成塔上、下风头,上、下管箱和壳程筒体材质均为低合金、高强钢13MnNiMoNbR,其力学性能及化学成分见表1和表2。

表1 13MnNiMoNbR板材力学性能

表2 13MnNiMoNbR板材化学成分 %
低合金钢的焊后是否产生缺陷,取决于焊接接头是否产生淬硬组织,接头的拘束度及扩散氢的含量。钢材淬硬倾向取决其化学成分,估算碳当量:

式中,元素符号代表该元素的质量分数,下同。
利用裂纹敏感性指数Pem计算,考虑到焊接接头淬硬倾向,扩散氢以及拘束度的综合影响,可以估算防止冷裂纹产生的最低预热温度T0。

2 焊接工艺分析
2.1 清除缺陷及坡口打磨、检测
用碳弧气刨将缺陷清除,彻底去除裂纹缺陷。原设计坡口按HG20583-1998《钢制化工容器结构设计规定》选择DU14形式,根据现场实际情况选择U形坡口(见图2),负荷相关规范,修磨其坡口后按JB/T 4730.4-2005对焊接坡口进行100%PT检测Ⅰ级合格。

图2 DU12X形式的U形坡口
2.2 补焊及检测
①缺陷补焊分两层进行,采用NB/T 47014-2011《承压设备焊接工艺评定》评定合格的焊接工艺焊接;焊前预热,焊后立即进行消氢处理,保证全截面焊透形式、外表面焊缝圆滑过渡。②焊接方法采用SMAW(药皮焊条电弧焊),焊条采用J607(低合金高强度焊条),两层主要控制参数如下。③焊接过程中,严格控制预热温度和道间温度,注意道间清理,焊接完毕后应清除夹渣、飞溅物等,将焊缝按要求打磨。④做好焊中、焊后检测,对焊缝底层、中间层、面层及补焊表面,外表面工装打磨处按承压设备无损检测JB/T 4730.5-2005进行100%PT检测Ⅰ级合格;按JB/T 4730.3-2005对焊缝进行100%UT检测I级合格,技术等级B级。

表3 焊接参数
2.3 热处理及检测
①严格按照热处理工艺对返修环焊缝进行局部焊接热处理,主要参数见表4。
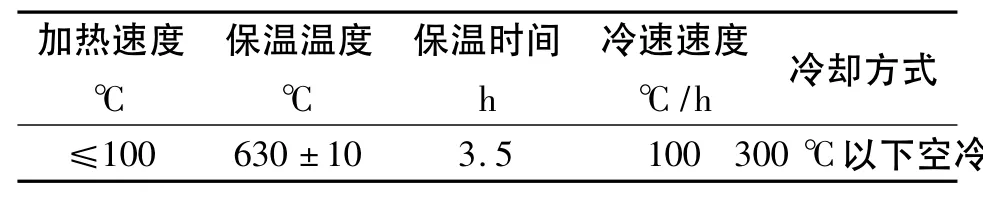
表4 热处理参数
②热处理后要做好无损检测,对焊缝、补焊表面、外表面工装打磨处按TB/4730.5-2005进行100%PT检测Ⅰ级合格;按JB/T 4703.3-2005对焊缝进行100%UT检测,Ⅰ级合格,技术等级B级。必要时,对焊接接头进行硬度检测,包括焊缝、热影响区和母材三个区域,控制HB≤225为合格。
2.4 水压试验
返修环焊缝检测合格后配置壳程试压工装,按图纸要求的水压试验压力试验合格,水温不得低于15℃,试验用水氯离子含量不得大于25 mg/L,试验程序符合《压力容器安全技术监察规程》要求,耐试压合格后将水放净,并将水渍吹干。
3 安全防护分析
合成塔壳程环焊缝修复过程复杂,要做好安全防护,保证修复质量,不能影响相关设施安全。修复过程中各种不同的热处理温度严格控制,升降温要缓慢,防止催化剂碎裂。严格临时用电管理,对设备进行保护接地确认,合成塔及相连设备的框架各点应接地完好;在作业周围设置相关安全警戒线与防护;在设备加热处理运行期间,合成塔及周围框架严禁接触作业,定时对加热设备用电回路、热处理设备及周边设备进行巡检,保证运行期间设备用电安全,发现异常时及时采取安全控制措施。
4 结束语
返修后的合成塔运行情况良好,未发现异常,期间对检修部位100%UT+PT检测,也未见异常;修复至今运行正常,说明方案正确可行,严格工序探伤检验和热处理温度控制的措施是切实可行的,可供类似化工容器现场检修借鉴。
猜你喜欢
科技资讯(2022年12期)2022-07-17
中国金属通报(2022年1期)2022-06-02
锻压装备与制造技术(2021年2期)2021-07-19
电力与能源系统学报·上旬刊(2020年2期)2020-10-30
河南科学(2020年3期)2020-06-02
新能源进展(2020年1期)2020-03-09
山西化工(2018年6期)2019-01-25
肥料与健康(2017年3期)2017-08-31
当代化工研究(2016年2期)2016-03-20
氮肥与合成气(2016年1期)2016-02-17