
工序分散在双偏心法兰加工中的应用研究
2015-02-25 02:07彭正兰张启国
机械设计与制造工程 2015年6期
关键词:加工工艺
孙 涛,彭正兰,张启国
(1.四川工程职业技术学院机电工程系,四川德阳 618000)(2.德阳产学研园区投资管理公司技术研发部,四川德阳 618000)
工序分散在双偏心法兰加工中的应用研究
孙涛1,彭正兰2,张启国2
(1.四川工程职业技术学院机电工程系,四川德阳618000)
(2.德阳产学研园区投资管理公司技术研发部,四川德阳618000)
摘要:深入分析了双偏心法兰的零件结构特点,基于工序分散原则拟定了加工工艺方案,串装三爪卡盘与四爪卡盘解决了工件双偏心轴线的找正难题,合理安排数控机床与普通机床的加工步骤,提高了生产效率,也兼顾了工人的技术水平。该双偏心法兰制造成功,为其他偏心盘套类零件制造提供了有价值的参考。
关键词:工序分散;双偏心法兰;加工工艺
在拟定工艺路线时,工序集中或分散的程度,主要取决于生产规模、零件的结构特点和技术要求,有时还要考虑各工序生产节拍的一致性。一般情况下,单件小批量生产时,只能工序集中[1-2]。而在双偏心法兰加工中,虽然加工精度要求低,批量小,按照一般原则,宜工序集中,但考虑到零件结构特点、现有生产设备和工人技术水平,在拟定工艺路线时,采用了工序分散的原则进行工艺编制。
1 工件分析
双偏心法兰是中核新能核工业工程有限责任公司某款压力容器上的重要零件,主要起密封和连接作用。双偏心法兰结构图如图1所示。

图1 双偏心法兰结构图
该双偏心法兰上、下表面中心线相对于工件中心线各有一个3mm的偏心距,且分别向右、向左偏移,导致法兰内外圆与12个M12螺纹的两个安装基圆偏心。其材料为Q235-B,工件最大直径184mm,厚度27mm,属于典型的盘套类零件。该零件质量约为15kg,生产纲领为250件/a,属于小批量生产。该零件精度较低,经过粗加工就可满足尺寸精度、表面粗糙度和形位精度的要求。
2 工序分散在加工双偏心法兰中的应用
2.1工艺方案的确定
由图1可知,双偏心法兰的加工有2个难点: 1)凸台一面的外圆内孔和100内孔的中心线2与有沟槽一面和100内孔中心线3相对于法兰中心线1有偏心要求;2) 12个M12螺孔分布在两个不同的基圆上,相对于法兰有沟槽的下端面和中心线2,3有位置度的要求。
184外圆的中心线1是确定两个偏心中心线2,3的基础,且184外圆精度要求较低,可先行一步加工到位;法兰有沟槽的下端面是12个M12螺孔的加工和测量基准,先加工到位后,可避免重复划线,划线完成后,即可加工有偏心要求的外圆和内孔。根据以上分析,拟定了以下3种工艺方案[2-5]:1)下料→车端面、外圆、内孔及沟槽→划螺孔位置线→钻床上钻螺孔的底孔→攻螺纹、打磨毛刺;2)下料→车端面、外圆、内孔及沟槽→划螺孔位置线→车床上钻螺孔的底孔→攻螺纹、打磨毛刺;3)下料→车端面、大外圆及内孔→划大外圆中心线→在数控车床上车有偏心要求的外圆、内孔→在立式加工中心上加工螺孔的底孔→攻螺纹、打磨毛刺。经过对3种工艺方案综合比较分析(见表1),决定采用方案3。
2.2工件的装夹
偏心工件的加工,要解决的主要问题是工件的装夹,即如何把偏心部分轴线找正到与机床主轴回转轴线重合。加工双偏心工件时,要找正轴向截面内对称偏移的双偏心轴线。一般按照工件加工批量、形状和精度要求相应选择下面几种装夹方法: 1)用压板将工件装夹在花盘上进行车削,适用于加工工件长度较短、偏心距较大、精度要求不高的偏心工件; 2)用三爪自定心卡盘加垫块或在四爪定心卡盘上进行车削,适用于加工单件或形状复杂但精度要求不高的偏心工件; 3)偏心卡盘法,适用于短轴、盘、套类等较精密的偏心工件; 4)双顶尖法,适用于加工长度较长但偏心距较小的偏心工件[3]。综合考虑后,双偏心法兰的装夹采用基于第二种方法但又有所区别的方法,即用四爪卡盘反爪夹持一个三爪卡盘组成一个复合卡盘,既利用了四爪卡盘单动易找偏心的优点,又利用了三爪卡盘自动定心的优点。

表1 双偏心法兰工艺总体方案比较
2.3机械加工工艺过程
基于加工工艺方案3,拟定了双偏心法兰的机械加工工艺过程卡,见表2。需要指出的是,因为12个M12螺孔分布在两个不同的基圆上,在25工序加工螺孔底孔时,底孔坐标位置不易迅速确定,可以参考图2所示的螺孔点位坐标图。生产实践证明,基于工序分散原则制定的加工工艺方案合理,零件的尺寸精度、表面粗糙度和形位精度完全符合客户图纸的要求,且生产周期短,效率高。
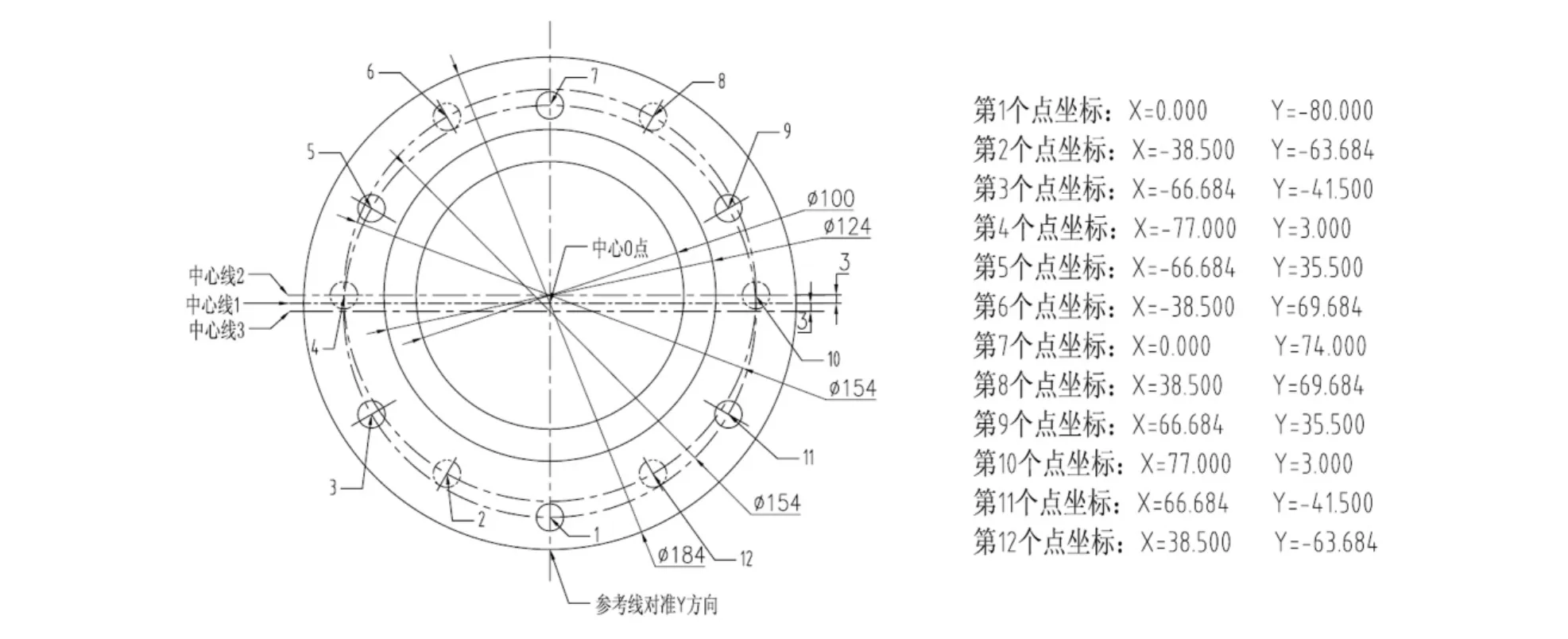
图2 双偏心法兰螺孔点位坐标图

表2 双偏心法兰的机械加工工艺过程卡
3 结束语
在深入分析双偏心法兰零件的结构特点后,基于工序分散原则拟定了加工工艺方案,并解决了工件装夹找正与生产效率的难题:用四爪卡盘反爪夹持三爪卡盘组成复合卡盘,解决了轴向截面内对称偏移的双偏心轴线的找正问题;有偏心要求的外圆与内孔的加工采用数控机床,其他工艺特征的加工采用普通机床,既合理考虑了工人的技术水平,又提高了生产效率,也保证了工件的质量。该双偏心法兰制造成功,为其他偏心盘套类零件制造提供了有价值的参考。
参考文献:
[1]范崇落,谢黎明.机械加工工艺学[M].南京:东南大学出版社,1995.
[2]李福平.大偏心距工件的加工工艺改进及夹具设计[J].山西冶金,2013(3) :78-79.
[3]高根明.偏心工件的车削工艺探讨[J].机械制造,2015,44 (1) :35-37.
[4]冷真龙,刘权萍,邓勋,等.中心孔在多偏心轴加工中的应用研究[J].制造技术与机床,2009(2) :107-109.
[5]熊安波.带有偏心法兰连接平面的舵系加工制造工艺研究[J].装备制造技术,2014(10) :47-49.
Research on application of dispersed process in double-eccentric flange
SUN Tao1,PENG Zhenglan2,ZHANG Qiguo2
(1.Department of Mechanical&Electrical Engineering,Sichuan Engineering Technical College,Sichuan Deyang,618000,China) (2.Department of Research&Development,Deyang Investment&Management Co.,Ltd.,Sichuan Deyang,618000,China)
Abstract:It analyzes the construction features of double-eccentric flange,establishes the machining process based on dispersed process principle,designs serial installation three-jaw chuck and four-jaw chuck to ensure the alignment of workpiece's double-eccentric axes.This new process improves the production efficiency through reasonable processing steps of CNC machine tools and general machine tools,and balances the skill levels of workers.The success of this double-eccentric flange manufacture provides the mean reference for other eccentric plate and shell type parts manufacture.
Key words:dispersed process; double-eccentric flange; machining process
DOI:10.3969/j.issn.2095-509X.2015.06.020
作者简介:孙涛(1982—),男,河南桐柏人,四川工程职业技术学院讲师,西安交通大学博士研究生,主要研究方向为机械设计与制造、三维光学测量、有限元模拟。
收稿日期:2015-04-17
中图分类号:TG506
文献标志码:B
文章编号:2095-509X(2015) 06-0079-03
猜你喜欢
山东工业技术(2016年24期)2017-01-12
科技资讯(2016年25期)2016-12-27
科学与财富(2016年29期)2016-12-27
中国新技术新产品(2016年23期)2016-12-26
科教导刊(2016年28期)2016-12-12
科技视界(2016年23期)2016-11-04
考试周刊(2016年82期)2016-11-01
科学与财富(2016年28期)2016-10-14
科技视界(2016年16期)2016-06-29
企业导报(2016年10期)2016-06-04
