
精密薄壁十字壳体零件加工工艺研究
2015-07-12 17:17徐志刚
新技术新工艺 2015年4期
徐志刚
(海鹰企业集团有限责任公司,江苏 无锡 214061)
精密薄壁十字壳体零件加工工艺研究
徐志刚
(海鹰企业集团有限责任公司,江苏 无锡 214061)
精密薄壁十字壳体结构复杂,形状奇异,壁薄刚度差,十字轴线的几何公差精度等级高。在零件加工中,利用了现有普通数显卧式镗床TX6113C,通过对工艺方法的研究和装夹方式上大胆创新,利用专用夹具弥补了机床精度的不足,并在零件装夹和夹具找准等工艺方法上采取了一系列相应的创新措施,有效地解决了精密薄壁十字壳体零件在普通机床上精密加工的难题,节省了高精设备的资金投入,产品赢得了市场。
薄壁十字壳体;数显卧式镗床TX6113C;工艺研究;工艺创新;精密加工
1 零件结构和技术要求
典型的薄壁十字壳体零件的特点是精度要求高,外形不规则且壁薄,其三维图如图1所示,零件图如图2所示。零件的外形结构形式是常见管道设计中常用的“四通”零件,零件的材质是00Cr17Ni14Mo2低磁不锈钢铸钢件,壳体的最薄壁

2 加工工艺分析和创新工艺方法

图1 薄壁十字壳体零件三维图
从图1可以看出,十字壳体零件的坯料是铸件,加工主要集中在壳体上相互垂直的4个方向的台阶孔、台阶外圆、密封槽和倒角,而加工工艺的主要难点是如何利用装夹方式和加工设备来保证零件设计要求的几何公差。
借鉴箱体类十字孔的加工原理,将壳体要加工的4个方向水平放置,就可以在卧式镗床、专用组合机床以及卧式加工中心通过一次装夹完成所要加工的内容。箱体类十字孔的加工一般都有平面作为工艺基准,而十字壳体没有平面基准;因此,必须研制适合十字壳体的专用夹具,通过专用夹具定位,建立工艺基准。薄壁十字壳体零件的定位、装夹示意图如图3所示。
2.1 零件加工工艺分析
十字壳体零件的加工孔径为φ222~φ390 mm,台阶外圆为φ120~φ370 mm。从加工范围可以看出,加工的孔径和外径都比较大,不论采用高精度卧式镗床还是高精度卧式加工中心,用镗杆主轴加工大孔径都是困难的,而十字壳体零件的4个方向的孔径和台阶外圆可采用平旋盘加工,同时可以避免主轴加工与平旋盘加工交叉使用时产生的机床固有的同轴度误差。

图2 薄壁十字壳体零件图

图3 薄壁十字壳体零件的定位、装夹示意图
十字壳体零件主要孔径的加工深度为65~123 mm,台阶外圆加工长度为93 mm,其孔径深度与台阶外圆长度基本接近,因而平旋盘上使用的刀杆长度可以保证基本一致,可有效避免由于刀杆长短相差悬殊而引起刀具挠度较大,产生加工误差。
2.2 加工设备的选择
海鹰企业集团有限责任公司现有设备为普通卧式镗床T68、数显卧式镗床TX6113C和DMG公司的DMU-80P五面体加工中心。其主要规格见表1。
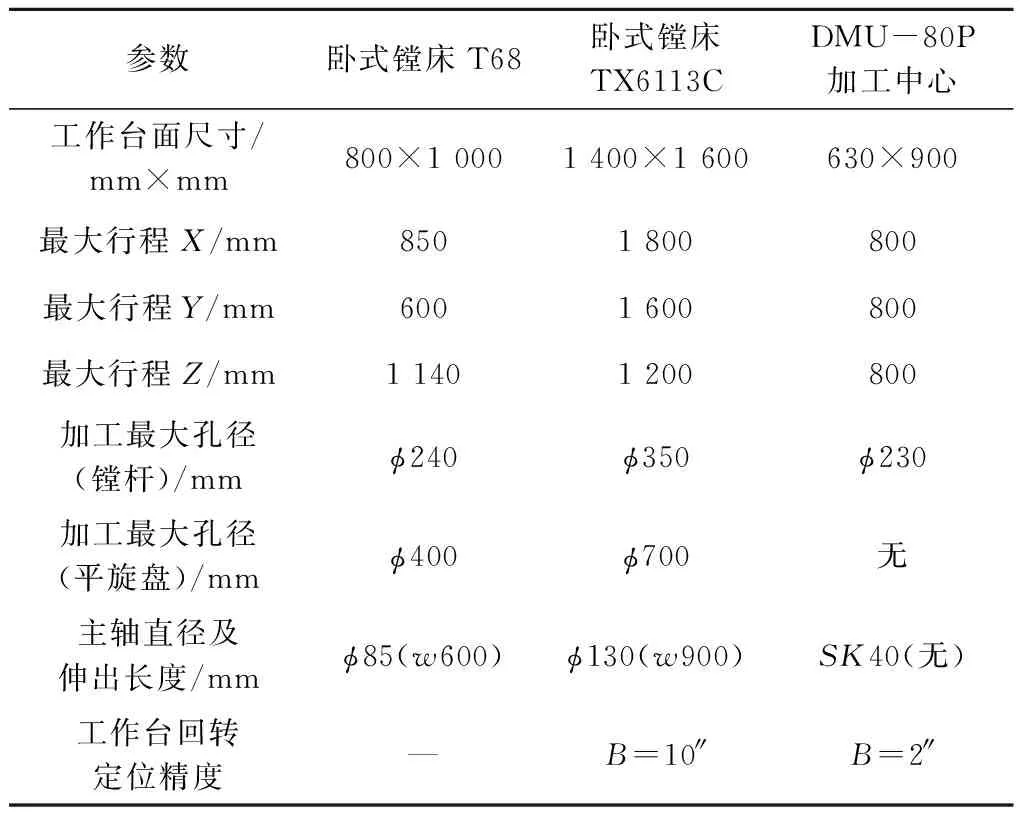
表1 加工设备主要规格
由表1可知,DMU-80P五面体加工中心的工作台尺寸及孔径加工范围不满足要求,T68卧式镗床和TX6113C数显卧式镗床虽然加工范围能够满足要求,但是工作台回转定位精度均无法满足十字壳体零件的设计精度要求(依据十字壳体零件的垂直度要求,可以计算出对工作台回转定位精度要求应≤4.85",工艺要求应提高至≤2")。解决的方案有2种:1)购置高精度卧式加工中心(或专用机床),该方案需要近千万的资金投入,且单件加工投入和产出的性价比极差,难以实施;2)设计和制造专用夹具,利用专用夹具弥补机床精度的不足,该方案投入的资金少,且能够保证零件的加工精度。本文选用数显卧式镗床TX6113C(见图4),并配专用夹具。数显控制机床的精度可靠,操作直观、方便;同时,数显控制机床的精度和刚度比卧式镗床T68好。
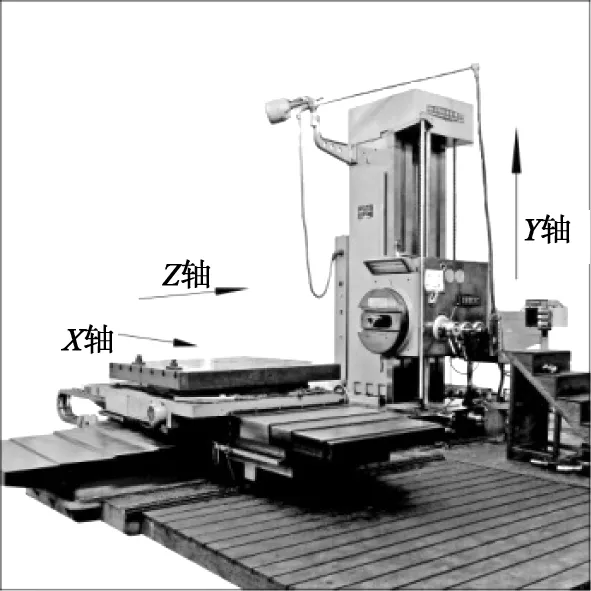
图4 TX6113C数显卧式镗床
2.3 加工工艺的创新
由于受加工设备精度的限制,加工工艺应综合考虑机床、夹具、找准方法以及加工方法等各种因素。
1)找准方法。在加工中,卧式镗床的回转工作台不做回转分度,只做切削进给,十字壳体的分度依靠夹具底板(连同零件)做回转(90°、270°、360°),以夹具底板的一对直角面(K面与J面)作为十字壳体分度后找准的工艺基准。
2)精度要求。由于夹具体要在回转工作台做回转分度,所以对卧式镗床回转工作台和夹具底板的平面度提出相应的工艺要求。卧式镗床回转工作台和夹具底板的精度对十字壳体十字轴线的对称度有直接的影响。工艺要求摆放夹具体的回转工作台的平面度(在回转工作台上找一块平面度最好的区域)≤0.01 mm,夹具体底平面的平面度≤0.01 mm。
3 工艺实施
3.1 夹具的定位与找准
确定夹具与机床工作台的相对位置,必须找准夹具上一组直角边的工艺基准的直线度(≤0.01 mm)。为了避免机床工作台的X轴与Z轴之间的垂直度误差对夹具找正带来的影响,无论夹具在0°、180°、90°还是270°的位置,主轴镗杆(并装夹千分表)应伸出足够的长度(≥夹具体定位直角边的长度)后不动,工作台始终以Z轴正方向(与加工孔时的走刀方向一致)来找准夹具的工艺基准面(K面或J面)的直线度(≤0.01 mm),以确保壳体十字轴线的垂直度。
3.2 壳体的定位与夹紧方法
十字壳体零件的结构特征之一是薄壁,夹具设计以φ280、φ420及φ350 mm外圆定位。由于零件为铸件,外圆不圆整,因此定位块没有采用V型块,而是在双V型上采用了4个可调支承零件(每节外圆),以增加支点数量,这样,可使壳体夹紧时的变形量相对均匀,同时弥补外圆的不圆整。同理,夹紧块也没有采用V型块,而是采用了板式链条捆帮,这样,圆弧面180°的两端可同时压紧,便于调整夹紧力。
3.3 零件在夹具上定位与夹紧调整工艺要领
十字壳体因为没有基准平面,因此,不论是粗加工还是精加工,加工前应对十字壳体进行划线。壳体进入夹具后,应找准壳体的十字轴线和4个端头的水平线,确保壳体位置与夹具位置的正确和加工余量的分配,同时应做到自由状态和夹紧状态基本一致。
由于十字壳体是薄壁零件,从夹具的夹紧方式和力学分析,夹紧时壳体的最高点受力最大,其变形量也最大。夹紧时会引起弹性变形,若可调节支承调整不合适,其弹性变形会有大有小,一旦夹紧消失后,零件恢复弹性变形,将会引起加工尺寸和几何公差的变化。
精加工时的零件夹紧调整主要方法如图5所示。在零件的4个方向上,用百分表来监测实际的变化值。台阶外圆的刚度好,在最高点用1个百分表监测,内孔同时用2个百分表在最高点和最低点监测。3个方向同时夹紧,同时观测百分值的变化,要求百分表同步变化值≤0.03 mm,且方向一致;放松时零件恢复变形也应做到基本一致,各百分表的相对误差值≤0.01 mm,且夹紧与松开要重复3次左右,若达不到上述工艺要求,应重新调节支承螺钉,直至达到要求为止。
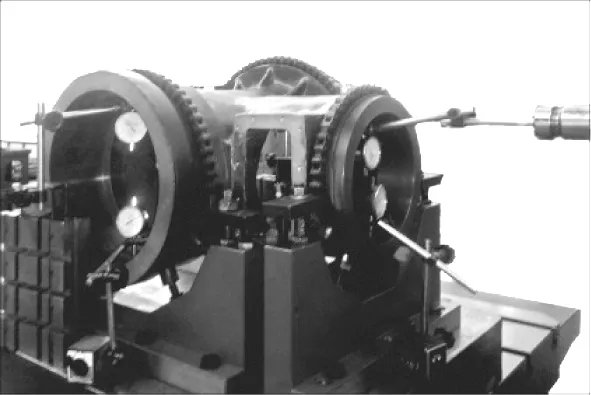
图5 零件夹紧调整方法
3.4 检测量器具的配置
为保证零件的加工质量,对零件主要配合孔径尺寸(IT5)的测量配置高精度比较环规,便于校对孔的尺寸基准,控制实际加工尺寸。使用外径千分尺测量外圆配合尺寸。配置了便携式粗糙度测量仪,满足加工现场测量的要求。使用三坐标测量仪测量零件加工的几何公差,为确保测量的数据正确性,检测时连接夹具上三坐标测量仪,板式链条全部放松,使十字壳体处在自由状态下(不施加任何的外力)。
4 结语
精密薄壁十字壳体零件的切削加工中,当受限于加工设备精度的时候,只要在加工工艺上采取切实有效的措施和创新的工艺调整方法,就能够弥补机床部分精度不足的难点。完成加工后的零件经三坐标测量仪检测,其几何公差和尺寸公差均符合设计要求,有效地验证了该创新工艺方法的正确性和可操作性,节省了高精设备的投入,产品赢得了市场。
责任编辑马彤
ResearchonProcessingTechnologyforPrecisionCross-shapedShellPartswithThinWalls
XU Zhigang
(Haiying Enterprise Group Co., Ltd., Wuxi 214061, China)
Cross-shaped shell parts with thin walls share the feature of complex design, odd shape, thin walls with poor rigidity and high demand of cross axis geometric tolerance. In the processing of these parts, full use of the existing digital TX6113C horizontal boring machine was made. Based on the research on processing method and the bold innovation of clamping, effectively used the accuracy of the fixtures to make up the lack of accuracy in machine tools. Besides, a series of corresponding innovation methods were adopted in clamping and alignment of parts. All these methods solved the problem of processing high precision cross-shaped shell parts on general-purpose machine tools. The parts processed easily win the market while saving the money to purchase high-precision equipment.
cross-shaped shell parts with thin walls, digital TX6113C horizontal boring machine, research on process, innovation of process, precision machining

TH 161
:A
徐志刚(1960-),男,工程师,主要从事精密加工和特种加工等方面的研究。
2014-09-02
猜你喜欢
防爆电机(2022年2期)2022-04-26
有色设备(2021年4期)2021-03-16
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
北京汽车(2019年1期)2019-03-13
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年6期)2018-01-19
电子制作(2017年20期)2017-04-26
