
PTT/PET并列型复合长丝国产设备及相关工艺的探讨
2015-10-26 11:16北京中丽制机工程技术有限公司华金祥
纺织机械 2015年12期
北京中丽制机工程技术有限公司 华金祥/文
PTT/PET并列型复合长丝国产设备及相关工艺的探讨
北京中丽制机工程技术有限公司华金祥/文
针对PTT/PET并列型复合长丝强度低、应用领域窄等缺陷,研制出纺丝、两级牵伸国产化装备,论述了装备特点及相关工艺,以及对产品质量的影响。
PTT/PET并列型复合长丝国产设备相关工艺
1 前言
PTT/PET双组分复合长丝截面为并列型,经过牵伸定型后富有弹性,这是由于两种聚酯有类似的化学结构可保证其相容性及相互间的结合力,并且由于PTT大分子存在“奇碳效应”,在分子链上存在三维螺旋结构,由此形成的弹性纤维具有良好的结构基础。
PTT/PET复合长丝是利用聚对苯二酸丙二醇酯(PTT)和聚对苯二甲酸乙二酯(聚酯PET)两组分的收缩率差异,纺制出一种具有自卷曲的弹性纤维, 这种复合长丝兼有锦纶的舒适手感、腈纶的膨松性、氨纶的回弹性、涤纶的高强和尺寸稳定性。该纤维的织物挺括、尺寸稳定性好、手感柔软、回弹性好、抗氯、抗老化、兼具PTT纤维抗污能力强和干爽等独特性能,深受消费者青睐。PTT与PET复合纺长丝具有较大的发展潜力,这种纤维比过去的涤纶纤维有更好的弹性回复性,避免了松弛现象的发生,同时,该产品还具有良好的保型性和抗皱性,由此制作的服装更加适合户外运动,并且比其他同类产品更适于机洗。
目前PTT和PET复合纺复合比例范围一般为: PTT占比40%~50% ,PET占比50%~60%。采用固相增黏的PTT切片和低黏度PET切片,纺双螺杆组件复合的熔体纺复合工艺生产,目前PTT和PET复合纺长丝市场上产品规格主要集中在40d~450d之间(典型产品如40d、50d、65d、75d、100d、150d、225d、450d等)
2 设备及原料
2.1生产流程

2.2主要设备
2.2.1设备参数(见表1)

表1 PTT/PET并列型复合长丝设备主要参数
2.2.2 设备示意图(见图1)
2.3主要原料PTT/PET双组分复合长丝通常选用并列型截面,为获得稳定的截面,选用与 PTT 切片相容性好的 PET 切片,使其在一定纺丝温度下的熔体表观黏度尽可能与 PTT相当,减少纺丝弯脚,同时具备良好的可纺性,以适应PTT/PET 并列复合长丝纺丝的要求。PET切片为金山石化公司,低黏半消光切片,切片特性黏度0.54Dl/g, PTT切片为美国壳牌(SHELL)公司,切片特性黏度0.92Dl/g,经固相增黏后特性黏度为1.24Dl/g。

图1 PTT/PET并列型复合长丝设备示意图
2.4纺丝油剂
为提高上油的均匀性,选用松本(Matsumoto)3530 ,油剂浓度13%。
3 设备设计要求
3.1熔体管路
随温度变高,两种切片的表观黏度都变小,流动性能变好。在同样的剪切速率下,尽管PTT切片的特性黏度较高,但其表观黏度都基本小于0.54Dl/g的PET切片的表观黏度,在270℃下PTT的表观黏度也要低于290℃下PET的表观黏度。高特性黏度的PTT切片对比于低特性黏度的PET切片而言具有极好的流动性能。为了保证熔体黏度和温度均匀,熔体管道中各级管路的剪切速率应一致,本设计各级熔体管路直径的选择上以保证的剪切速率在10S-1左右为宜。

图2 三箱式复合纺丝箱
3.2纺丝箱
为了便于控制熔体温度,对于复合纺丝而言常采用二箱或三箱式。由于PTT/PET双组分复合长丝对温度要求较高,为获得更好的产品质量,我们采用三箱式纺丝箱(见图2),即:PTT纺丝箱、PET纺丝箱和组件箱。PTT、PET熔体分别由各自的熔体管路、计量泵精确计量后送至装有纺丝组件的箱体中。二组分在喷丝孔中汇合并喷出。三个纺丝箱可分别控温。
3.3上油方式
上油分为乳液上油,可采用油轮或油嘴上油,油轮上油均匀性好于油嘴上油;本设计采用了单油轮上油。丝束与油轮贴覆,获得充分上油剂(见图3)

图3 PTT/PET复合长丝上油示意图
图4 PTT/PET复合时组分排布与冷却风方向的关系
3.4PTT/PET并列复合时组分排布方向
为了保证由喷丝孔喷出的每根单丝冷却一致,初生纤维牵伸性能相同,并列复合长丝纺丝组件要有方向性,PTT/ PET复合长丝主要牵伸性能由PET决定,PET的刚性比PTT大,因此PET组分靠近侧吹风一侧,PTT组分则远离侧吹风(见图4)。
3.5单体抽吸
PTT纺丝过程中降解产生的低分子物对正常纺丝影响较大,特别是较多的环状二聚物的存在常导致喷丝板易堵塞,同时其挥发物还有一定的刺激性,易伤害人的眼睛。在冷却吹风装置上加设单体抽吸装置,可将从喷丝板析出的环状二聚物及时吸走,以免因积聚而引起断头。
4 工艺探讨
4.1主要工艺参数(见表2)

表2 111 dtex /64f并列复合长丝主要工艺参数
4.2复合比
PTT/PET两组分复合纺丝中,PET组分优先结晶,具有高于其单组分纤维的牵伸诱导取向和结晶;而PTT组分只有形变,其结晶度和晶区取向均低于其对应的单组分纤维。两组分黏度差异越大,纤维的卷曲伸长率和收缩率越大,各单组分结晶度增加,两组分质量比为50/50时,纤维有最大的卷曲伸长率和收缩率。
4.3干燥
低熔点PET熔融纺丝时对水分要求很高,必须采用合适的干燥设备,如双热风循环系统,保证含水率在25PPM以下,否则纺丝时PET会发生降解,出现毛刺,断丝等现象。
PTT干燥不需要预结晶,主加热温度为140℃左右,出口温度大于90℃,露点小于-70℃,干燥时间为5小时左右,保证含水率在25PPM以下,以获得最佳纺丝性能。
4.4纺丝温度
对于同种聚合物,表观黏度越大,流动性能越差。纺丝温度的设定原则是尽量保证两种组分在各自的纺丝箱体内有相同的流动状态,PET采用高温熔融,低温纺丝;PTT采用低温熔融,高温纺丝,这样可以减小PTT的降解,尽管两种组分在箱体内温度差异较大,但两种组分进入到同一个复合组件时发生热交换,PET组分的温度降低,PTT组分的温度升高,温度差异有逐渐缩小的趋势,高黏度PTT熔体的流动性能将好于低黏度PET熔体,低黏度PET 温度过高将无法成纤。通常将PET纺丝温度设定为283℃左右,PTT纺丝温度设定为263℃左右,组件箱体的纺丝温度设定为 278 ℃左右,这样两种组分复合得最为牢固。
4.5侧吹风温及湿度
PTT与PET的结晶温度与冷却速率都有着线性关系,且都随着冷却速率的增大而降低,PTT在结晶成核时受冷却速率的影响小于PET。PTT/PET复合纤维生产中,冷却速率较小时,冷却缓慢,温度保持时间长,分子链有较长的活动时间来进行有规则的排列,致密度高,在较高的温度下结晶,并且可以在较窄的温度范围内进行结晶。当冷却速率增加时,冷却较快,分子链在高温下结晶时间短,来不及作规则排列,高分子链在较短的时间内活动能力大幅度下降,其结晶热效应在较低温度下才能显现,并且需要在较宽的温度范围才能达到结晶平衡。PTT的结晶度随着冷却速率的增加而下降的幅度比PET小。 PTT/PET复合纤维生产中,采用侧吹风对高温丝条进行冷却固化,丝条需迅速冷却到玻璃化温度以下,才能减少结晶的形成从而得到具有良好牵伸性能的未牵伸丝,否则会造成牵伸困难。通常控制侧吹风温度为23℃±1℃,相对湿度为75 %±5% ,风速0.45 m/s±0.05%。
4.6牵伸比
PET和PTT都属于高速熔融纺丝取向诱导结晶,但是PET纤维的晶区模量高达108GPa,而PTT晶区模量只有3.16GPa,基本接近于无定形区的模量值。这导致PTT纤维的模量并不随着牵伸比而发生变化,基本恒定。PTT纤维具有较低的玻璃化温度(45~65℃)和熔融温度(228℃)、对于同种聚合物,表观黏度越大,流动性能越差。尽管两种组分在纺丝箱体内的温度相差较大,但将具有同样的纺丝挤出温度,高黏度PTT熔体的流动性能将好于低黏度PET熔体,导致纺丝线上的牵伸应力主要由PET组分承担,而PTT组分由于其较好的流动性,将随PET组分发生形变,但承担较小牵伸应力,导致部分大分子链在高温下,因热震动而卷曲,无定形区分布不匀,大分子间存在较多的空隙,从而导致PTT组分热收缩率大。PTT/PET复合纤维两种组分具有较好的界面相容性,随牵伸比的增加,纤维的整体取向、各组分结晶度均有所增加,卷曲伸长和收缩率也增加。牵伸温度和定型温度对双组分纤维的结构和卷曲性能影响较小。

图5 PTT/PET复合长丝三辊牵伸示意图
在牵伸系统中(见图5),HGR1的作用是将丝条加热到PET玻璃化温度,HGR1温度通常为82℃左右,HGR1热辊表面带2°的张紧角对丝条起张紧作用;HGR2与 HGR1之间进行第一步牵伸,目的是使大分子链沿着牵伸方向定向排列,通常牵伸比为3~3.5倍。由于PET大分子经过第一次牵伸后玻璃化温度升高,需将丝条加热到120℃以上,HGR2的温度通常为122℃~127℃;HGR3与 HGR2之间进行第二步牵伸,目的是使大分子进一步取向,HGR3与 HGR2牵伸比为1.1~1.2倍。HGR3的作用是使高度取向的PET大分子结晶,HGR3温度通常为140℃左右。PET和PTT复合纤维经过两级牵伸,牵伸温度逐步提高,纤维可获得较大的牵伸比,有利于提高纤维的强力和卷曲曲率。
4.7卷绕张力
牵伸后的丝束进行卷绕成型时,卷绕力张力过大,会造成纸管变形,丝饼无法从卷绕机中退出。卷绕张力过小,丝条在热辊上游动,容易产生并丝断头, 通常卷绕张力控制在0.1~0.2cn/dtex 。
5 产品技术性能指标
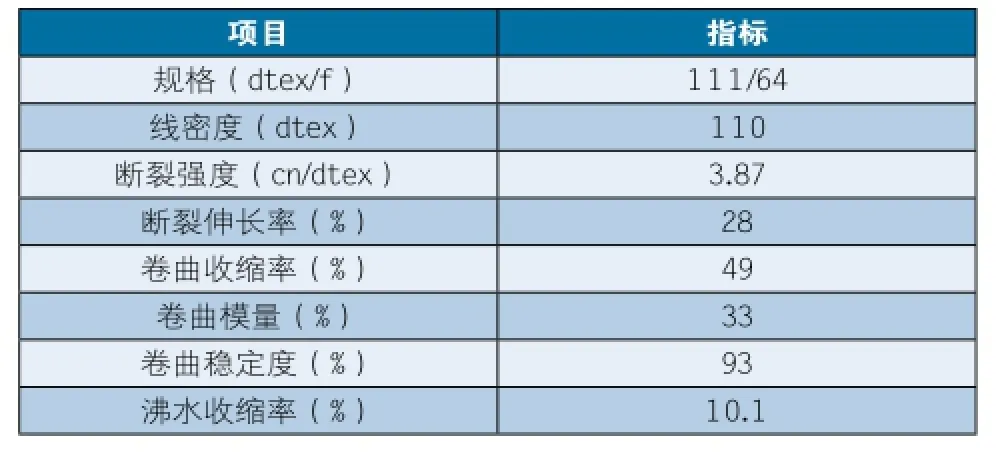
表3 111 dtex/ 64f 并列型复合长丝的物理指标
6 结束语
PTT/PET复合长丝国产化设备成功纺制了111dtex/62f并列型复合长丝,其产品卷曲细而密,卷曲曲率大,丝束弹性高;全套设备设计先进,运行稳定可靠;工艺参数设置合理,生产出高品质的PTT/PET复合弹性长丝产品,为化纤差别化纤维的发展提供了装备及工艺技术支撑。
[1] 张俊峰. T400-杜邦纤维新突破[J]. 江苏纺织, 2003, (1):57-59. DOI:10.3969/j.issn.1005-6289.2003.01.034.
[2] 肖红, 施楣梧, 刘晶. 不同温度下PET/PTT长丝的结构和性能[J]. 纺织学报, 2008, 29(8):6-10. DOI:10.3321/j.issn:0253-9721.2008.08.002.
[3]黄伟. PTT/PET超细复合纤维的研制探讨[J]. 江苏纺织, 2005, (8):23-24. DOI:10.3969/ j.issn.1005-6289.2005.08.008.
[4]杨新华, 杨奎. PET-PTT复合弹性纤维的生产技术[J]. 合成纤维, 2014, 43(4):18-20.
[5]章鑫, 叶荣荣, 陈芳等. 纺丝温度对PET/ PTT纤维结构与性能的影响[J]. 合成纤维工业,2012, 35(3):63-65. DOI:10.3969/j.issn.1001-0041.2012.03.018.
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
云南化工(2021年7期)2021-12-21
当代水产(2021年8期)2021-11-04
纺织科学研究(2021年7期)2021-08-14
纺织科学研究(2020年1期)2020-05-21
汽车实用技术(2017年24期)2018-01-24
诗林(2016年5期)2016-10-25
燕山大学学报(2015年4期)2015-12-25
中国造纸(2015年7期)2015-12-16
合成技术及应用(2015年3期)2015-12-11
